1.本发明涉及乳胶膜加工技术领域,具体而言,为一种增强水性丁苯胶乳胶膜的制备工装及制备方法。
背景技术:
2.胶乳旧称乳胶。聚合物微粒分散于水中形成的胶体乳液的总称。通常将橡胶微粒的水分散体系称为胶乳;树脂微粒的水分散体系称为乳液。可直接作表面涂层、制造薄膜和胶粘剂等,经加工可制成生橡胶、胶乳制品(如海绵、手套、气球、避孕套、医用胶管等),广泛应用于日常生活中。可分为天然胶乳、合成胶乳和人造胶乳三类。
3.乳胶加入固化剂后通过压延可制成乳胶膜,然而,现有的乳胶膜在压延时多是将乳胶液倾倒到压延槽内,或者是利用导管进行排送,一次倾倒的量得不到很好的控制,压延出来的乳胶膜厚度不一,需要进行后续加工比较费事;而且乳胶膜生产出来后才会抽样进行弹性检测,加工和乳胶膜的抽样检测不能同步进行,在一定程度上影响了乳胶膜的生产。
4.因此,我们推出一种增强水性丁苯胶乳胶膜的制备工装及制备方法。
技术实现要素:
5.本发明的目的在于提供一种增强水性丁苯胶乳胶膜的制备工装及制备方法,旨在解决上述背景技术中,现有的乳胶膜在压延时通过倾倒或者利用导管进行排送,将乳胶液灌入到压延槽内,一次倾倒的量得不到很好的控制,压延出来的乳胶膜厚度不一,需要进行后续加工比较费事的问题,以及乳胶膜生产出来后才会抽样进行弹性检测,加工和乳胶膜的抽样检测不能同步进行,在一定程度上影响了乳胶膜生产的问题。
6.为实现上述目的,本发明提供如下技术方案:一种增强水性丁苯胶乳胶膜的制备工装,包括基座和通过支撑柱设置于基座上端的加工斜斗,加工斜斗底部端口处设置有弧形导向部,弧形导向部末端贴近基座上端,加工斜斗斜底板一侧的顶板上端设置有放料槽,放料槽下端贴近加工斜斗斜底板设置,且加工斜斗两侧内壁间依次设置有第一压延件和冲压件,弧形导向部相邻处的基座上端设置有第二压延件,第二压延件相对的基座顶部设置有传送带,传送带末端的基座上端两侧设置有检测件;放料槽包括嵌合安装在加工斜斗斜底板一侧顶板上的槽体,槽体贯穿延伸至放料槽内腔,且槽体两端的内壁间设置有第一转辊,第一转辊的外壁上均匀间隔设置有弧形拨板,第一转辊下端的槽体内壁间水平设置有隔板,隔板的中部处开设有下料口,下料口底部两侧的隔板下端分别设置有固定杆,固定杆的外壁上活动套接封堵头,封堵头下端的固定杆外壁上设置有支撑弹簧,且封堵头顶部两端对应弧形拨板处分别设置有支撑杆,支撑杆顶部固定连接有受压板,受压板贴近悬置于弧形拨板的下方,槽体一侧的外壁上靠近底部处设置有溢流口,溢流口正对加工斜斗斜底板倾斜上端设置。
7.进一步地,封堵头卡合于下料口内腔时,支撑弹簧呈微压缩状态,且封堵头相对的槽体底板上端设置有u型托槽,u型托槽的两侧外壁上设置有连通孔,连通孔连通u型托槽的
内腔底部处,且u型托槽底板上端设置有第二转辊,第二转辊的外壁上均匀设置有叶片,叶片末端与u型托槽内壁相接触,且第二转辊两端的外壁边沿处固定连接有固定条,固定条活动连接活动连杆的一端,活动连杆的另一端活动连接于封堵头的底部。
8.进一步地,加工斜斗远离放料槽一侧的端口外壁上通过托架设置有储料盒,储料盒内部存储固化剂,储料盒靠近加工斜斗一侧的外壁上均匀间隔设置有输料管,输料管的末端倾斜朝向加工斜斗的斜底板设置,且输料管的末端固定连接有雾化喷头,雾化喷头悬置于加工斜斗内部。
9.进一步地,第一压延件包括活动设置于加工斜斗两侧内壁间的第一转轴,第一转轴的外壁上设置有第一压辊,且第一转轴的两端均贯穿加工斜斗侧壁并延伸至其外部,第一转轴的一端固定连接有第一皮带轮,第一皮带轮与第二压延件相连接,第一压辊外侧的第一转轴外壁上设置有l型杆,l型杆相邻处的加工斜斗两侧内壁间设置冲压件。
10.进一步地,冲压件包括固定连接于加工斜斗两侧内壁上的连接杆和设置于连接杆末端的伸缩连杆,伸缩连杆的末端固定连接于安装框两端的外壁上,且伸缩连杆的外壁上缠绕设置有连接弹簧,连接弹簧的两端分别与连接杆和安装框外壁固定相连,安装框上下两端内壁见均匀设置有支杆,支杆和安装框靠近加工斜斗斜底板一侧的外壁上均匀设置有冲压杆。
11.进一步地,安装框平行于加工斜斗斜底板设置,安装框倾斜下端两侧外壁上分别设置有楔形块,楔形块对应设置于l型杆的相邻处,且l型杆用于贴合楔形块斜面滑动,并推动支杆和安装框外壁上的冲压杆冲压加工斜斗斜底板。
12.进一步地,第二压延件包括通过支架设置于基座上端的第二转轴和设置于第二转轴外壁上的第二压辊,第二压辊外侧的第二转轴外壁上设置有分切轮,分切轮下端的基座顶部设置相对应的传送带,第二转轴与第一皮带轮同侧的末端外壁上固定连接有第二皮带轮,第二皮带轮与第一皮带轮通过传动皮带相连接。
13.进一步地,检测件包括设置于传送带末端相邻处基座顶部的u型安装座,u型安装座底板上端设置有气筒,气筒内腔活动套接有移动标杆,移动标杆的外壁上设置有固定套,固定套的一侧外壁上通过连接条固定连接电动推杆的下部,电动推杆顶部固定连接于u型安装座顶板下端,电动推杆下端固定连接有压盘,气筒一侧的u型安装座底板上端设置有磁吸垫块,磁吸垫块用于承托分切的乳胶膜接触压盘底面,且u型安装座顶板靠近传送带一侧的外壁上设置有吊板,吊板底部倾斜设置有视觉传感器,视觉传感器对准移动标杆外壁上的刻度线和磁吸垫块设置。
14.进一步地,压盘的底部中心处设置有安装槽,安装槽对应端口的内壁上设置有冲压凸刺,冲压凸刺的末端延伸至安装槽端口外部。
15.本发明提供另一种技术方案:一种增强水性丁苯胶乳胶膜的制备方法,包括以下步骤:s1:将增强水性丁苯胶乳胶液灌入到槽体内,启动第一转辊带动弧形拨板旋转,弧形拨板旋转时间歇下压受压板驱动支撑杆下推封堵头,使得槽体内乳胶液下放到槽体底板上端进行积累,封堵头间歇抽离下料口时驱动活动连杆带动第二转辊旋转,利用叶片对积累的乳液进行搅拌,乳液积累一定量从槽体侧壁上溢流口处均匀流出;s2:流出的乳液在加工斜斗斜底板上斜向下流动形成薄层,启动第一转轴带动第
一压辊旋转压延流动的乳胶薄层,第一转轴旋转时利用l型杆挤压楔形块推动安装框靠近加工斜斗斜底板,利用支杆和安装框外壁上的冲压杆冲压加工斜斗斜底板上的乳胶薄层,使乳胶薄层出现大量的空洞;s3:乳胶薄层出现空洞的同时,加工斜斗端口外壁上的输料管将储料盒内部存储的固化剂抽出输送至雾化喷头处,雾化喷头将固化剂雾化后对乳胶薄层喷出,利用乳胶薄层上的空洞进行快速融合,接着受第一压辊压延形成乳胶膜,乳胶膜形成后从弧形导向部导出掉落在基座顶部的传送带上;s4:传送带输送乳胶膜至第二压辊下端,第二压辊通过传动皮带随第一压辊同步转动,对乳胶膜进行二次压延加工至所需厚度,加工时第二压辊两侧的分切轮对乳胶膜边料进行分切,分切的边料随传送带传送摆放在磁吸垫块上端并贴合压盘底部;s5:接着启动电动推杆下移压盘,压盘对乳胶膜分切料进行加压弹性测试,压盘下移时带动移动标杆回缩气筒,根据移动标杆回缩刻度数反应乳胶膜的弹性,同时压盘底部的冲压凸刺可同步进行乳胶膜的穿刺试验,并利用视觉传感器记录数据并上传终端。
16.与现有技术相比,本发明的有益效果如下:1.本发明提出的一种增强水性丁苯胶乳胶膜的制备工装及制备方法,在加工斜斗斜底板一侧顶板上嵌合安装槽体,槽体贯穿延伸至放料槽内腔,且槽体两端的内壁间设置第一转辊,第一转辊的外壁上均匀间隔设置弧形拨板,第一转辊下端的槽体内壁间水平设置隔板,隔板的中部处开设下料口,下料口底部两侧的隔板下端分别设置固定杆,固定杆的外壁上活动套接封堵头,封堵头下端的固定杆外壁上设置支撑弹簧,且封堵头顶部两端对应弧形拨板处分别设置支撑杆,支撑杆顶部固定连接受压板,受压板贴近悬置于弧形拨板的下方,槽体一侧的外壁上靠近底部处设置溢流口,溢流口正对加工斜斗斜底板倾斜上端设置,将增强水性丁苯胶乳胶液灌入到槽体内,启动第一转辊带动弧形拨板旋转,弧形拨板旋转时间歇下压受压板驱动支撑杆下推封堵头,使得槽体内乳胶液下放到槽体底板上端进行积累,封堵头间歇抽离下料口时驱动活动连杆带动第二转辊旋转,利用叶片对积累的乳液进行搅拌,乳液积累一定量从槽体侧壁上溢流口处均匀流出,流出的乳液在加工斜斗斜底板上斜向下流动形成薄层,通过均匀溢流乳胶液在加工斜斗斜底板上形成乳胶薄层再进行固化压延,实现对乳胶膜的加工厚度进行有效控制。
17.2.本发明提出的一种增强水性丁苯胶乳胶膜的制备工装及制备方法,在加工斜斗两侧内壁间设置第一转轴,第一转轴的外壁上设置第一压辊,且第一转轴的两端均贯穿加工斜斗侧壁并延伸至其外部,第一转轴的一端固定连接有第一皮带轮,第一皮带轮与第二压延件相连接,第一压辊外侧的第一转轴外壁上设置l型杆,l型杆相邻处的加工斜斗两侧内壁间设置冲压件,连接杆固定连接于加工斜斗两侧内壁上,连接杆末端设置伸缩连杆,伸缩连杆的末端固定连接于安装框两端的外壁上,且伸缩连杆的外壁上缠绕设置连接弹簧,连接弹簧的两端分别与连接杆和安装框外壁固定相连,安装框上下两端内壁见均匀设置支杆,支杆和安装框靠近加工斜斗斜底板一侧的外壁上均匀设置冲压杆,安装框平行于加工斜斗斜底板设置,安装框倾斜下端两侧外壁上分别设置楔形块,启动第一转轴带动第一压辊旋转压延流动的乳胶薄层,第一转轴旋转时利用l型杆挤压楔形块推动安装框靠近加工斜斗斜底板,利用支杆和安装框外壁上的冲压杆冲压加工斜斗斜底板上的乳胶薄层,使乳胶薄层出现大量的空洞,乳胶薄层出现空洞的同时,加工斜斗端口外壁上的输料管将储料
盒内部存储的固化剂抽出输送至雾化喷头处,雾化喷头将固化剂雾化后对乳胶薄层喷出,利用乳胶薄层上的空洞进行快速融合,接着受第一压辊压延形成乳胶膜,乳胶膜形成后从弧形导向部导出掉落在基座顶部的传送带上进行输送,以便对乳胶膜进行快速加工。
18.3.本发明提出的一种增强水性丁苯胶乳胶膜的制备工装及制备方法,在传送带末端相邻处基座顶部设置u型安装座,u型安装座底板上端设置气筒,气筒内腔活动套接移动标杆,移动标杆外壁上的刻度线初始值与气筒端口相平齐,移动标杆的外壁上设置固定套,固定套的一侧外壁上通过连接条固定连接电动推杆的下部,电动推杆顶部固定连接于u型安装座顶板下端,电动推杆下端固定连接压盘,气筒一侧的u型安装座底板上端设置磁吸垫块,且u型安装座顶板靠近传送带一侧的外壁上设置有吊板,吊板底部倾斜设置有视觉传感器,视觉传感器对准移动标杆外壁上的刻度线和磁吸垫块设置,压盘的底部中心处设置有安装槽,安装槽对应端口的内壁上设置有冲压凸刺,冲压凸刺的末端延伸至安装槽端口外部,传送带输送乳胶膜至第二压辊下端,第二压辊通过传动皮带随第一压辊同步转动,对乳胶膜进行二次压延加工至所需厚度,加工时第二压辊两侧的分切轮对乳胶膜边料进行分切,分切的边料随传送带传送摆放在磁吸垫块上端并贴合压盘底部;接着启动电动推杆下移压盘,压盘对乳胶膜分切料进行加压弹性测试,压盘下移时带动移动标杆回缩气筒,根据移动标杆回缩刻度数反应乳胶膜的弹性,同时压盘底部的冲压凸刺可同步进行乳胶膜的穿刺试验,并利用视觉传感器记录数据并上传终端,实现对乳胶膜加工、弹性测试和穿刺测试的同步进行,优化了乳胶膜的加工流程,加快乳胶膜的生产,同时利用边沿分切料进行检测,能够避免造成浪费。
附图说明
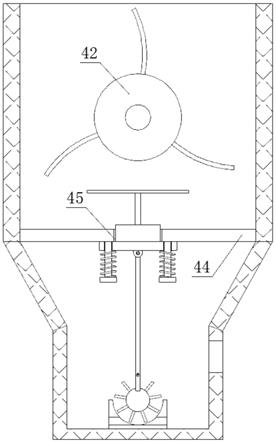
19.图1为本发明增强水性丁苯胶乳胶膜的制备工装的整体结构示意图;图2为本发明增强水性丁苯胶乳胶膜的制备工装的加工斜斗结构示意图;图3为本发明增强水性丁苯胶乳胶膜的制备工装的放料槽结构示意图;图4为本发明增强水性丁苯胶乳胶膜的制备工装的放料槽截面图;图5为本发明增强水性丁苯胶乳胶膜的制备工装的封堵头与第二转辊安装结构示意图;图6为本发明增强水性丁苯胶乳胶膜的制备工装的第一压延件和冲压件安装结构示意图;图7为本发明增强水性丁苯胶乳胶膜的制备工装的冲压件结构示意图;图8为本发明增强水性丁苯胶乳胶膜的制备工装的图7中a处放大结构示意图;图9为本发明增强水性丁苯胶乳胶膜的制备工装的第一压延件和第二压延件联动安装结构示意图;图10为本发明增强水性丁苯胶乳胶膜的制备工装的检测件结构示意图;图11为本发明增强水性丁苯胶乳胶膜的制备工装的压盘仰视图。
20.图中:1、基座;2、加工斜斗;3、弧形导向部;4、放料槽;41、槽体;42、第一转辊;43、弧形拨板;44、隔板;45、下料口;46、固定杆;47、封堵头;48、支撑弹簧;49、支撑杆;410、受压板;411、溢流口;412、u型托槽;413、连通孔;414、第二转辊;415、叶片;416、固定条;417、活动连杆;5、第一压延件;51、第一转轴;52、第一压辊;53、第一皮带轮;54、l型杆;6、冲压件;
61、连接杆;62、伸缩连杆;63、安装框;64、连接弹簧;65、支杆;66、冲压杆;67、楔形块;7、第二压延件;71、第二转轴;72、第二压辊;73、分切轮;74、第二皮带轮;75、传动皮带;8、传送带;9、检测件;91、u型安装座;92、气筒;93、移动标杆;94、固定套;95、连接条;96、电动推杆;97、压盘;971、安装槽;972、冲压凸刺;98、磁吸垫块;99、吊板;910、视觉传感器;10、储料盒;11、输料管;12、雾化喷头。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.为了解决现有的乳胶膜在压延时通过倾倒或者利用导管进行排送,将乳胶液灌入到压延槽内,一次倾倒的量得不到很好的控制,压延出来的乳胶膜厚度不一,需要进行后续加工比较费事的问题,请参阅图1-5,提供以下优选技术方案:一种增强水性丁苯胶乳胶膜的制备工装,包括基座1和通过支撑柱设置于基座1上端的加工斜斗2,加工斜斗2底部端口处设置有弧形导向部3,弧形导向部3末端贴近基座1上端,加工斜斗2斜底板一侧的顶板上端设置有放料槽4,放料槽4下端贴近加工斜斗2斜底板设置,且加工斜斗2两侧内壁间依次设置有第一压延件5和冲压件6,弧形导向部3相邻处的基座1上端设置有第二压延件7,第二压延件7相对的基座1顶部设置有传送带8,传送带8末端的基座1上端两侧设置有检测件9。
23.放料槽4包括嵌合安装在加工斜斗2斜底板一侧顶板上的槽体41,槽体41贯穿延伸至放料槽4内腔,且槽体41两端的内壁间设置有第一转辊42,第一转辊42的一端外接电机,第一转辊42的外壁上均匀间隔设置有弧形拨板43,第一转辊42下端的槽体41内壁间水平设置有隔板44,隔板44的中部处开设有下料口45,下料口45底部两侧的隔板44下端分别设置有固定杆46,固定杆46的外壁上活动套接封堵头47,封堵头47下端的固定杆46外壁上设置有支撑弹簧48,且封堵头47顶部两端对应弧形拨板43处分别设置有支撑杆49,支撑杆49顶部固定连接有受压板410,受压板410贴近悬置于弧形拨板43的下方,槽体41一侧的外壁上靠近底部处设置有溢流口411,溢流口411正对加工斜斗2斜底板倾斜上端设置。
24.封堵头47卡合于下料口45内腔时,支撑弹簧48呈微压缩状态,且封堵头47相对的槽体41底板上端设置有u型托槽412,u型托槽412的两侧外壁上设置有连通孔413,连通孔413连通u型托槽412的内腔底部处,且u型托槽412底板上端设置有第二转辊414,第二转辊414的外壁上均匀设置有叶片415,叶片415末端与u型托槽412内壁相接触,且第二转辊414两端的外壁边沿处固定连接有固定条416,固定条416活动连接活动连杆417的一端,活动连杆417的另一端活动连接于封堵头47的底部。
25.具体的,将增强水性丁苯胶乳胶液灌入到槽体41内,启动第一转辊42带动弧形拨板43旋转,弧形拨板43旋转时间歇下压受压板410驱动支撑杆49下推封堵头47,使得槽体41内乳胶液下放到槽体41底板上端进行积累,封堵头47间歇抽离下料口45时驱动活动连杆417带动第二转辊414旋转,利用叶片415对积累的乳液进行搅拌,乳液积累一定量从槽体41侧壁上溢流口411处均匀流出,流出的乳液在加工斜斗2斜底板上斜向下流动形成薄层,通
过均匀溢流乳胶液在加工斜斗2斜底板上形成乳胶薄层再进行固化压延,实现对乳胶膜的加工厚度进行有效控制。
26.为了促进固化剂与乳胶薄层的交融,如图2和图6-8所示,提供以下优选技术方案:加工斜斗2远离放料槽4一侧的端口外壁上通过托架设置有储料盒10,储料盒10内部存储固化剂,储料盒10靠近加工斜斗2一侧的外壁上均匀间隔设置有输料管11,输料管11的末端倾斜朝向加工斜斗2的斜底板设置,且输料管11的末端固定连接有雾化喷头12,雾化喷头12悬置于加工斜斗2内部。
27.第一压延件5包括活动设置于加工斜斗2两侧内壁间的第一转轴51,第一转轴51的外壁上设置有第一压辊52,且第一转轴51的两端均贯穿加工斜斗2侧壁并延伸至其外部,第一转轴51的一端固定连接有第一皮带轮53,第一转轴51远离第一皮带轮53一端外接电机,第一皮带轮53与第二压延件7相连接,第一压辊52外侧的第一转轴51外壁上设置有l型杆54,l型杆54相邻处的加工斜斗2两侧内壁间设置冲压件6。
28.冲压件6包括固定连接于加工斜斗2两侧内壁上的连接杆61和设置于连接杆61末端的伸缩连杆62,伸缩连杆62的末端固定连接于安装框63两端的外壁上,且伸缩连杆62的外壁上缠绕设置有连接弹簧64,连接弹簧64的两端分别与连接杆61和安装框63外壁固定相连,安装框63上下两端内壁见均匀设置有支杆65,支杆65和安装框63靠近加工斜斗2斜底板一侧的外壁上均匀设置有冲压杆66。
29.安装框63平行于加工斜斗2斜底板设置,安装框63倾斜下端两侧外壁上分别设置有楔形块67,楔形块67对应设置于l型杆54的相邻处,且l型杆54用于贴合楔形块67斜面滑动,并推动支杆65和安装框63外壁上的冲压杆66冲压加工斜斗2斜底板。
30.具体的,启动第一转轴51带动第一压辊52旋转压延流动的乳胶薄层,第一转轴51旋转时利用l型杆54挤压楔形块67推动安装框63靠近加工斜斗2斜底板,利用支杆65和安装框63外壁上的冲压杆66冲压加工斜斗2斜底板上的乳胶薄层,使乳胶薄层出现大量的空洞,乳胶薄层出现空洞的同时,加工斜斗2端口外壁上的输料管11将储料盒10内部存储的固化剂抽出输送至雾化喷头12处,雾化喷头12将固化剂雾化后对乳胶薄层喷出,利用乳胶薄层上的空洞进行快速融合,接着受第一压辊52压延形成乳胶膜,乳胶膜形成后从弧形导向部3导出掉落在基座1顶部的传送带8上进行输送,以便对乳胶膜进行快速加工。
31.为了解决乳胶膜生产出来后才会抽样进行弹性检测,加工和乳胶膜的抽样检测不能同步进行,在一定程度上影响了乳胶膜生产的问题,请参阅图1和图9-11,提供以下优选技术方案:第二压延件7包括通过支架设置于基座1上端的第二转轴71和设置于第二转轴71外壁上的第二压辊72,第二压辊72外侧的第二转轴71外壁上设置有分切轮73,分切轮73下端的基座1顶部设置相对应的传送带8,第二转轴71与第一皮带轮53同侧的末端外壁上固定连接有第二皮带轮74,第二皮带轮74与第一皮带轮53通过传动皮带75相连接。
32.检测件9包括设置于传送带8末端相邻处基座1顶部的u型安装座91,u型安装座91底板上端设置有气筒92,气筒92内腔活动套接有移动标杆93,移动标杆93外壁上的刻度线初始值与气筒92端口相平齐,移动标杆93的外壁上设置有固定套94,固定套94的一侧外壁上通过连接条95固定连接电动推杆96的下部,电动推杆96顶部固定连接于u型安装座91顶板下端,电动推杆96下端固定连接有压盘97,气筒92一侧的u型安装座91底板上端设置有磁
吸垫块98,磁吸垫块98用于承托分切的乳胶膜接触压盘97底面,且u型安装座91顶板靠近传送带8一侧的外壁上设置有吊板99,吊板99底部倾斜设置有视觉传感器910,视觉传感器910对准移动标杆93外壁上的刻度线和磁吸垫块98设置。
33.压盘97的底部中心处设置有安装槽971,安装槽971对应端口的内壁上设置有冲压凸刺972,冲压凸刺972的末端延伸至安装槽971端口外部。
34.具体的,传送带8输送乳胶膜至第二压辊72下端,第二压辊72通过传动皮带75随第一压辊52同步转动,对乳胶膜进行二次压延加工至所需厚度,加工时第二压辊72两侧的分切轮73对乳胶膜边料进行分切,分切的边料随传送带8传送摆放在磁吸垫块98上端并贴合压盘97底部;接着启动电动推杆96下移压盘97,压盘97对乳胶膜分切料进行加压弹性测试,压盘97下移时带动移动标杆93回缩气筒92,根据移动标杆93回缩刻度数反应乳胶膜的弹性,同时压盘97底部的冲压凸刺972可同步进行乳胶膜的穿刺试验,并利用视觉传感器910记录数据并上传终端,实现对乳胶膜加工、弹性测试和穿刺测试的同步进行,优化了乳胶膜的加工流程,加快乳胶膜的生产,同时利用边沿分切料进行检测,能够避免造成浪费。
35.为了更好的展示增强水性丁苯胶乳胶膜的制备工装,本实施例提供一种增强水性丁苯胶乳胶膜的制备方法,包括以下步骤:步骤一:将增强水性丁苯胶乳胶液灌入到槽体41内,启动第一转辊42带动弧形拨板43旋转,弧形拨板43旋转时间歇下压受压板410驱动支撑杆49下推封堵头47,使得槽体41内乳胶液下放到槽体41底板上端进行积累,封堵头47间歇抽离下料口45时驱动活动连杆417带动第二转辊414旋转,利用叶片415对积累的乳液进行搅拌,乳液积累一定量从槽体41侧壁上溢流口411处均匀流出;步骤二:流出的乳液在加工斜斗2斜底板上斜向下流动形成薄层,启动第一转轴51带动第一压辊52旋转压延流动的乳胶薄层,第一转轴51旋转时利用l型杆54挤压楔形块67推动安装框63靠近加工斜斗2斜底板,利用支杆65和安装框63外壁上的冲压杆66冲压加工斜斗2斜底板上的乳胶薄层,使乳胶薄层出现大量的空洞;步骤三:乳胶薄层出现空洞的同时,加工斜斗2端口外壁上的输料管11将储料盒10内部存储的固化剂抽出输送至雾化喷头12处,雾化喷头12将固化剂雾化后对乳胶薄层喷出,利用乳胶薄层上的空洞进行快速融合,接着受第一压辊52压延形成乳胶膜,乳胶膜形成后从弧形导向部3导出掉落在基座1顶部的传送带8上;步骤四:传送带8输送乳胶膜至第二压辊72下端,第二压辊72通过传动皮带75随第一压辊52同步转动,对乳胶膜进行二次压延加工至所需厚度,加工时第二压辊72两侧的分切轮73对乳胶膜边料进行分切,分切的边料随传送带8传送摆放在磁吸垫块98上端并贴合压盘97底部;步骤五:接着启动电动推杆96下移压盘97,压盘97对乳胶膜分切料进行加压弹性测试,压盘97下移时带动移动标杆93回缩气筒92,根据移动标杆93回缩刻度数反应乳胶膜的弹性,同时压盘97底部的冲压凸刺972可同步进行乳胶膜的穿刺试验,并利用视觉传感器910记录数据并上传终端。
36.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
37.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
