1.本实用新型涉及食品技术领域,特别是涉及一种燕麦巧克力棒生产线。
背景技术:
2.由于健康饮食观念的深入人心,粗粮巧克力市场广阔,现有技术中已经存在粗粮巧克力的生产设备这些设备可以用来生产燕麦片巧克力棒,燕麦巧克力的生产需要将搅拌好的燕麦巧克力酱浇注成型并脱模,在这样浇注时现有设备往往难以浇注均匀,这就使得出来的成品产生空洞缺陷,极大影响产品质量,且现有对燕麦巧克力的整形方式有的采用振动方式,有的利用连续的传送速度不同的传送带对巧克力棒进行统一朝向并包装,在对巧克力棒进行朝向的统一时往往整理机构复杂,成本高昂。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本实用新型提供一种燕麦巧克力棒生产线,成型效果好,生产成本低。
4.本实用新型采用的技术解决方案是:
5.燕麦巧克力棒生产线,包括成型机和分装机,所述成型机包括成型机架、成型输送机、若干成型模具、压实导轨装置、脱模导轨装置和搅拌料箱,所述成型输送机包括位于上方的输送侧和在下方的回收侧,所述成型输送机安装在成型机架上,各所述成型模具固装在成型输送机上,所述压实导轨装置固装在成型机架的搅拌料箱处,所述脱模导轨装置安装在成型机架上,所述成型模具具有若干成型腔,所述成型模具在输送侧沿压实导轨装置滑动时缩小成型腔容积,所述成型模具在回收侧沿脱模导轨装置滑动上升且成型模具进一步缩小成型腔容积,所述分装机包括分装机架、跟随平板装置、转运装置、输出带装置和包装机,所述分装机架固装在成型机架下侧,所述跟随平板装置沿分装机架滑动,所述跟随平板装置在脱模导轨装置抬升模具中框的过程中与处于回收侧的对应成型模具同步运动,所述转运装置安装在分装机架上且转运装置的输送方向由跟随平板装置指向输出带装置,所述输出带装置安装在分装机架上且输出带装置输送方向指向包装机。
6.优选的,各所述成型模具均包括模具中框和模具底板组件,所述模具底板组件安装在模具中框底部并与模具中框形成若干成型腔,所述模具底板组件可沿模具中框滑动进而改变各成型腔的容积,所述模具底板组件在输送侧沿压实导轨装置滑动进而在搅拌料箱下侧被抬升进而缩小各成型腔容积,所述模具中框沿压实导轨装置水平滑动,所述模具底板组件沿脱模导轨装置水平运动,所述模具中框在回收侧沿脱模导轨装置滑动而在分装机上侧被抬升进而缩小各成型腔容积。
7.优选的,所述模具中框具有若干通孔,所述模具底板组件包括滑动底板、若干滑动活塞和若干模具拉绳,所述滑动底板具有勾住模具中框的限位钩,各所述滑动活塞沿对应通孔滑动,各所述模具拉绳一端固装在滑动底板上而另一端固装在对应滑动活塞上。
8.优选的,所述滑动底板上设有沿压实导轨装置和脱模导轨装置滑动的底板滑动
杆,所述模具中框上设有沿压实导轨装置和脱模导轨装置滑动的中框滑动杆。
9.优选的,所述压实导轨装置上设有抬升滑动底板的压实抬升槽,所述底板滑动杆沿压实抬升槽滑动,所述压实导轨装置上设有供中框滑动杆水平滑动的压实水平槽。
10.优选的,所述脱模导轨装置上设有抬升模具中框的脱模抬升槽,所述中框滑动杆沿脱模抬升槽滑动,所述脱模导轨装置上设有供底板滑动杆水平滑动的脱模水平槽。
11.优选的,各所述滑动活塞顶部具有凹陷,所述滑动底板的与模具拉绳对应位置设有锥形槽。
12.优选的,所述跟随平板装置包括滑动箱和滑动轨,所述滑动轨水平固装在分装机架上,所述滑动箱沿滑动轨滑动,成型模具上设有牵引杆,所述成型模具沿脱模导轨装置滑动上升过程中牵引杆勾住滑动箱,所述成型模具上升至最顶端与滑动箱脱离。
13.优选的,所述跟随平板装置还包括重力块、重力拉绳和重力滑轮,所述重力滑轮可转动的安装在分装机架上,所述重力拉绳一端固装在重力块上而重力拉绳另一端固装在滑动箱上,所述重力拉绳绕设在重力滑轮上。
14.优选的,所述转运装置包括转运电机、转运带和转运辊,所述转运辊可转动的安装在跟随平板装置上,所述转运电机固装在跟随平板装置上且转运电机输出端与转运辊传动连接,所述转运带绕设在转运辊上,所述转运带的输送方向指向输出带装置。
15.本实用新型的有益效果是:
16.成型机包括成型机架、成型输送机、若干成型模具、压实导轨装置、脱模导轨装置、搅拌料箱和,所述成型输送机包括位于上方的输送侧和在下方的回收侧,成型输送机安装在成型机架上,各成型模具固装在成型输送机上,成型输送机包括链轮和绕设在链轮上的链条,各成型模具固装在链条上,压实导轨装置固装在成型机架的搅拌料箱处,脱模导轨装置安装在成型机架上,成型模具具有若干成型腔,成型模具在输送侧沿压实导轨装置滑动时缩小成型腔容积,一部分原本进入成型腔内的物料被重新顶出成型腔,在物料顶出成型腔的过程中受搅拌料箱内的原有的物料挤压而变紧实,分装机包括分装机架、跟随平板装置、转运装置、输出带装置和包装机。
17.分装机架固装在成型机架下侧,成型模具在回收侧沿脱模导轨装置滑动上升且成型模具进一步缩小成型腔容积,物料被挤出成型腔而脱模到跟随平板装置上,跟随平板装置沿分装机架滑动,跟随平板装置在脱模导轨装置抬升模具中框的过程中与对应成型模具同步运动,进而保证物料在各成型腔内脱模后落入跟随平板装置上时能够保持各成型腔的原有布局,防止脱模后的物料散乱,转运装置安装在分装机架上且转运装置的输送方向由跟随平板装置指向输出带装置,将从成型模具上脱模的整排物料逐排推动至输出带装置上,进而在输出带装置上形成依次布置的单列物料,输出带装置安装在分装机架上且输送方向指向包装机,输出带装置上同一指向的单列物料被送进包装机包装,包装机包装单列的物料属于现有技术,在此不再赘述。
附图说明
18.图1为本实用新型整体示意图。
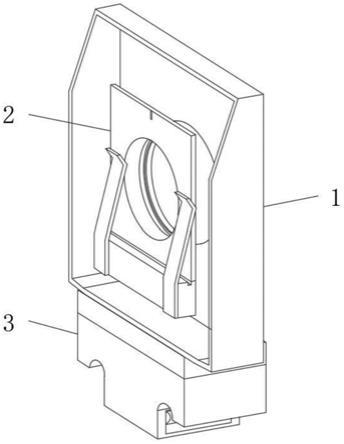
19.图2为图1中a处放大示意图。
20.图3为成型机结构示意图。
21.图4为分装机结构示意图。
22.图5为成型模具结构示意图。
23.图6为成型模具推出物料示意图。
24.图7为滑动活塞推出物料示意图。
25.图8为模具中框结构示意图。
26.图9为压实导轨装置结构示意图。
27.图10为脱模导轨装置结构示意图。
28.图11为转运带结构示意图。
29.附图标记说明:
30.1、成型机;11、成型输送机;12、成型模具;121、成型腔;122、模具中框;1221、中框滑动杆;1222、牵引杆;1223、通孔;123、模具底板组件;1231、滑动底板;12311、限位钩;12312、底板滑动杆;12313、锥形槽;1232、滑动活塞;12321、凹陷;1233、模具拉绳;13、压实导轨装置;131、压实抬升槽;1311、压实抬升段;132、压实水平槽;14、脱模导轨装置;142、脱模抬升槽;141、脱模水平槽;1421、脱模抬升段;15、搅拌料箱;
31.2、分装机;21、分装机架;22、跟随平板装置;221、滑动箱;2211、转运槽;222、滑动轨;223、重力块;224、重力拉绳;225、重力滑轮;23、转运装置;231、转运电机;232、转运带;2321、转运杆;233、转运辊;24、输出带装置;25、包装机。
具体实施方式
32.下面结合附图对本实用新型作进一步说明:
33.如图1-11所示,本实施例提供一种燕麦巧克力棒生产线,包括成型机1和分装机2,成型机1包括成型机架、成型输送机11、若干成型模具12、压实导轨装置13、脱模导轨装置14和搅拌料箱15,所述成型输送机11包括位于上方的输送侧和在下方的回收侧,成型输送机11安装在成型机架上,各成型模具12固装在成型输送机11上,成型输送机11包括链轮和绕设在链轮上的链条,各成型模具12固装在链条上,压实导轨装置13固装在成型机架的搅拌料箱15处,脱模导轨装置14安装在成型机架上,成型模具12具有若干成型腔121,成型模具12在输送侧沿压实导轨装置13滑动时缩小成型腔121容积,一部分原本进入成型腔121内的物料被重新顶出成型腔121,在物料顶出成型腔121的过程中受搅拌料箱15内的原有的物料挤压而变紧实,分装机2包括分装机架21、跟随平板装置22、转运装置23、输出带装置24和包装机25。
34.分装机架21固装在成型机架下侧,成型模具12在回收侧沿脱模导轨装置14滑动上升且成型模具12进一步缩小成型腔121容积,物料被挤出成型腔121而脱模到跟随平板装置22上,跟随平板装置22沿分装机架21滑动,跟随平板装置22在脱模导轨装置14抬升模具中框122的过程中与对应成型模具12同步运动,进而保证物料在各成型腔121内脱模后落入跟随平板装置22上时能够保持各成型腔121整齐的的原有布局,防止脱模后的物料散乱,转运装置23安装在分装机架21上且转运装置23的输送方向由跟随平板装置22指向输出带装置24,将从成型模具12上脱模的整排物料逐排推动至输出带装置24上,进而在输出带装置24上形成依次布置的单列物料,输出带装置24安装在分装机架21上且输送方向指向包装机25,输出带装置24上同一指向的单列物料被送进包装机25包装,包装机25包装单列的物料
属于现有技术,在此不再赘述。
35.各成型模具12均包括模具中框122和模具底板组件123,模具底板组件123安装在模具中框122底部并与模具中框122形成若干成型腔121,模具底板组件123可沿模具中框122滑动进而改变各成型腔121的容积,模具底板组件123在输送侧沿压实导轨装置13滑动进而在搅拌料箱15下侧被抬升进而缩小各成型腔121容积,模具中框122沿压实导轨装置13水平滑动,在物料顶出成型腔121的过程中受搅拌料箱15内的原有的物料挤压而变紧实,防止燕麦巧克力成型后上表面松散或形成空洞,燕麦巧克力紧实度好,不会在表面形成空洞缺陷,模具底板组件123沿脱模导轨装置14水平运动,模具中框122在回收侧沿脱模导轨装置14滑动而在分装机2上侧被抬升进而缩小各成型腔121容积,物料被挤出成型腔121而脱模到跟随平板装置22上。
36.在本实施例中,为保证物料不会卡在成型腔121内,模具中框122具有若干通孔1223,模具底板组件123包括滑动底板1231、若干滑动活塞1232和若干模具拉绳1233,滑动底板1231具有勾住模具中框122的限位钩12311,各滑动活塞1232沿对应通孔1223滑动,各模具拉绳1233一端固装在滑动底板1231上而另一端固装在对应滑动活塞1232上,脱模时模具中框122位于成型输送机11的回收侧,成型腔121的开口指向下,模具中框122在回收侧沿脱模导轨装置14滑动而在分装机2上侧被抬升,物料被挤出成型腔121而脱模到跟随平板装置22上的同时,在滑动活塞1232的重力作用下,物料被滑动活塞1232进一步下压,保证物料可靠脱模,各滑动活塞1232顶部具有凹陷12321,滑动底板1231的与模具拉绳1233对应位置设有锥形槽12313,在脱模结束后,成型模具12重新回到输送侧,滑动活塞1232滑动至成型腔121底部,此时凹陷12321和滑动活塞1232用以收纳弯曲的拉绳。
37.滑动底板1231上设有沿压实导轨装置13和脱模导轨装置14滑动的底板滑动杆12312,模具中框122上设有沿压实导轨装置13和脱模导轨装置14滑动的中框滑动杆1221,压实导轨装置13上设有抬升滑动底板1231的压实抬升槽131,底板滑动杆12312沿压实抬升槽131滑动,压实抬升槽131在搅拌料箱15位置具有斜向上走向的压实抬升段1311,该压实抬升段1311用以抬升底板滑动杆12312,压实导轨装置13上设有供中框滑动杆1221水平滑动的压实水平槽132,在中框滑动杆1221和底板滑动杆12312分别沿压实导轨装置13滑动过程中滑动底板1231沿模具中框122滑动进而将物料进一步压实,将成型腔121表面疏松的物料挤出,防止燕麦巧克力成型后上表面松散或形成空洞,燕麦巧克力紧实度好,不会在表面形成空洞缺陷。
38.脱模导轨装置14上设有抬升模具中框122的脱模抬升槽142,中框滑动杆1221沿脱模抬升槽142滑动,脱模抬升槽142上设有斜向上倾斜的脱模抬升段1421,该脱模抬升段1421用以抬升中框滑动杆1221,脱模导轨装置14上设有供底板滑动杆12312水平滑动的脱模水平槽141,在中框滑动杆1221和底板滑动杆12312分别沿脱模导轨装置14滑动过程中滑动底板1231沿模具中框122滑动进而将物料顶出成型腔121,以实现脱模。
39.跟随平板装置22包括滑动箱221和滑动轨222,滑动轨222水平固装在分装机架21上,滑动箱221沿滑动轨222滑动,模具中框122上设有牵引杆1222,模具中框122沿脱模导轨装置14滑动上升过程中牵引杆1222勾住滑动箱221,模具中框122上升至最顶端与滑动箱221脱离,进而使成型模具12在模具中框122脱模过程中带动滑动箱221同步滑动,保证模具中框122与滑动箱221同步运动意义在于使得脱模下来的物料按模具中框122中通孔1223的
原有顺序排列整齐,防止物料散乱,在模具中框122上升至最顶端与滑动箱221脱离前,在滑动活塞1232、物料重力和模具中框122上升的共同作用下物料完成脱模,成型输送机11停止运动,随后转运装置23将滑动箱221上的物料逐排推动至输出带装置24上。
40.跟随平板装置22还包括重力块223、重力拉绳224和重力滑轮225,重力滑轮225可转动的安装在分装机架21上,重力拉绳224一端固装在重力块223上而重力拉绳224另一端固装在滑动箱221上,重力拉绳224绕设在重力滑轮225上,在成型模具12上升至最顶端而与滑动箱221脱离后,重力块223牵引重力拉绳224在重力滑轮225的导向下牵引跟随平板装置22向相反方向运动,进而使跟随平板装置22返回以准备承托下一个成型模具12脱模下来的物料。
41.物料全部脱模至滑动箱221上侧后,成型输送机11停止运动,转运装置23包括转运电机231、转运带232和转运辊233,转运辊233可转动的安装在跟随平板装置22上,转运电机231固装在跟随平板装置22上且转运电机231输出端与转运辊233传动连接,转运带232绕设在转运辊233上,转运带232的输送方向指向输出带装置24,各转运带232上具有若干等距布置的转运杆2321,各相邻转运杆2321的间距等于相邻成型腔121的间距,跟随平板装置22顶部设有若干转运槽2211,各转运杆2321穿过对应转运槽2211向上,各转运杆2321向输出带装置24方向运动,转运电机231通过带动转运辊233转动进而带动各条转运带232同步转动,各条转运带232上的转运杆2321带动对应的物料向输出带装置24方向运动,直至一排物料输送至输出带装置24,随后启动输出带装置24将该排物料输送走,输出带装置24为皮带输送机,输出带装置24单次运动间距不小于成型模具12的长度,将上一排物料输送走后输出带装置24停止工作,随后转运电机231再次工作将下一排物料输送至输出带装置24,输出带装置24再次工作将下一排物料输送走,直至滑动箱221上的物料被完全清空,成型输送机11再次运动。
42.以上显示和描述了本发明创造的基本原理和主要特征及本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。