1.本实用新型涉及磁钢的技术领域,尤其涉及一种磁钢排列装置。
背景技术:
2.磁钢最原始的定义即是铝镍钴合金,磁钢是由几种硬的强金属,如铁与铝、镍、钴等合成,有时是铜、铌、钽合成,用来制作超硬度永磁合金,其金属成分的构成不同,磁性能不同,从而用途也不同,主要用于各种传感器、仪表、电子、机电、医疗、教学、汽车、航空、军事技术等领域。
3.磁钢生产完成后,需要对磁钢进行排列包装,由于磁钢的体积较小,目前主要采用人工的方法进行排列,将多个磁钢排列成行,以方便后续对其进行倒角加工,但是采用人工的方式费时费力,效率低下,不能满足大产量磁钢的生产要求。
技术实现要素:
4.(一)要解决的技术问题
5.本实用新型要解决的技术问题是提供一种磁钢排列装置,其通过第一控制件和第二控制件控制配合,可以控制一定数量的磁钢进入接料机构,该装置有效地减少了人工,大大提高了生产效率。
6.(二)技术方案
7.本实用新型解决上述技术问题所采用的方案是一种磁钢排列装置,包括工作台,所述工作台上依次设置有将磁钢进行排列的进料机构、供磁钢通过的且倾斜设置的出料导轨、以及位于所述出料导轨的出料端的接料机构;其中,所述出料导轨上设置有用于阻隔或容许磁钢由所述进料机构进入所述出料导轨的进料端的第一控制件、以及用于阻隔或容许磁钢由所述出料导轨的出料端进入所述接料机构的第二控制件,所述第一控制件和所述第二控制件的控制动作相反且控制动作不同步;有两种状态,当所述第一控制件做阻隔动作后,所述第二控制件做容许磁钢通过的动作;当所述第二控制件做阻隔动作后,所述第一控制件做容许磁钢通过的动作。
8.优选的,所述工作台上设置有左右对称布置的两组进料机构、出料导轨和接料机构,有利于提高工作效率。
9.具体的,初始状态为所述第二控制件处于阻隔所述出料导轨的出料端进入所述接料机构的工作状态;当所述进料机构将排列好的磁钢推入所述出料导轨后至所述出料导轨中的磁钢有序排满,则所述第一控制件运动并阻隔磁钢朝着所述出料导轨的出料端的方向下移,之后,所述第二控制件做容许磁钢通过的动作,则所述接料机构进行接料;接料完成后,所述第二控制件运动至其阻隔所述出料导轨的出料端进入所述接料机构,之后,所述第一控制件做容许磁钢通过的动作;如此反复,实现磁钢的自动化排列封装。
10.采用上述方案,通过第一控制件和第二控制件控制配合,可以控制一定数量的磁钢进入接料机构,该装置有效地减少了人工,大大提高了生产效率。
11.进一步的,所述出料导轨设置有供磁钢滑行通过的滑槽;其中,所述出料导轨位于所述进料机构和所述出料导轨连接处设置有用于检测所述滑槽中磁钢是否排满的第一感应机构、位于所述滑槽的出料口出设置有用于检测所述接料机构是否到位的第二感应机构、以及靠近所述第一控制件处设置的用于检测所述滑槽位于所述第一控制件和其出料口之间是否有磁钢的第三感应机构。
12.具体的,所述第一感应机构若检测到所述出料导轨的滑槽中磁钢排满,则控制进料机构停止运作;当第二感应机构检测到所述接料机构到位后,则给所述第一控制件和所述第二控制件一个信号,所述第一控制件阻隔,所述第二控制件打开,磁钢进入接料机构,完成后;则所述第三感应机构检测到所述第一控制件和所述滑槽的出料口之间没有磁钢后,给所述第一控制件和所述第二控制件一个信号,所述第二控制件阻隔,所述第一控制件打开;同时,所述第一感应机构检测到所述滑槽中的磁钢没有排满,则给所述进料机构一个信号,所述进料机构运作。
13.进一步的,所述接料机构包括磁钢接料杆,其中,所述第一控制件和所述滑槽的出料口之间的距离恰好与所述磁钢接料杆中的磁钢容纳腔的距离等长。
14.优选的,所述滑槽的出料口处设置有用于放置磁钢接料杆的放置件所述放置件与所述出料口相通。
15.采用上述方案,通过所述第一控制件和所述第二控制件的相配合,以及布置所述第一控制件和所述滑槽的出料口之间的距离和所述磁钢接料杆中的磁钢容纳腔的距离等长相同,可以控制相同数量的磁钢放入一个磁钢接料杆中,使得磁钢的封装自动化,并提高了工作效率。
16.进一步的,所述第一控制件包括第一下压气缸,所述第一下压气缸设置有与所述滑槽相适配的第一阻隔轴;所述第二控制件包括第二下压气缸,所述第二下压气缸设置有与所述滑槽相适配的第二阻隔轴。
17.采用上述方案,当需要阻隔时,所述第一阻隔轴或所述第二阻隔轴匹配卡合在滑槽中,阻隔磁钢。
18.进一步的,所述第一下压气缸通过第一支架安装在所述出料导轨上,所述第二下压气缸通过第二支架安装在所述出料导轨上。
19.优选的,所述出料导轨包括设于所述滑槽上端的面板,所述面板设置有供所述第一阻隔轴和所述第二阻隔轴穿过与所述滑槽匹配的穿孔。
20.进一步的,所述第一感应机构包括对称设于所述滑槽两端的第一左感应器和第一右感应器,且所述滑槽的两端分别朝外延伸形成有与所述第一左感应器和所述第一右感应器相连通的第一左滑槽和第一右滑槽;所述第二感应机构包括对称设于所述滑槽两端的第二左感应器和第二右感应器,且所述滑槽的两端分别朝外延伸形成有与所述第二左感应器和所述第二右感应器相连通的第二左滑槽和第二右滑槽;所述第三感应机构包括对称设于所述滑槽两端的第三左感应器和第三右感应器,且所述滑槽的两端分别朝外延伸形成有与所述第三左感应器和所述第三右感应器相连通的第三左滑槽和第三右滑槽。
21.进一步的,所述进料机构包括料斗、置于所述料斗下方的第一振动盘、以及用于连接所述第一振动盘和所述出料导轨的第二振动盘。
22.进一步的,所述第一振动盘包括用于将磁钢进行排列的第一轨道,所述第二振动
盘包括用于连接所述第一轨道和所述出料导轨的第二轨道。
23.优选的,所述第一振动盘为螺旋式振动盘,其螺旋式的第一轨道用于将位于其中的磁钢有序排列好进入第二轨道,所述第二振动盘为直振式振动盘,给在第一振动盘中排列好的磁钢一个力使其沿着第二轨道进入所述出料导轨的滑槽中。
24.进一步的,所述第二轨道包括与所述第一轨道相连的且倾斜设置的倾斜段、以及与所述倾斜段和所述出料导轨连接的圆弧段。
25.采用上述方案,所述倾斜段利于磁钢从第一振动盘出来后能自动滑行至第二轨道,圆弧段起到连接倾斜段和滑槽的目的,从而使磁钢能平稳过渡滑槽中。
26.进一步的,所述工作台上还设置有控制器,所述第一控制件、所述第二控制件、所述第一感应机构、所述第二感应机构、以及所述第三感应机构分别与所述控制器电连接。
27.(三)有益效果
28.与现有技术相比,本实用新型设计一种磁钢排列装置,其通过第一控制件和第二控制件控制配合,可以控制一定数量的磁钢进入接料机构,该装置有效地减少了人工,大大提高了生产效率。
附图说明
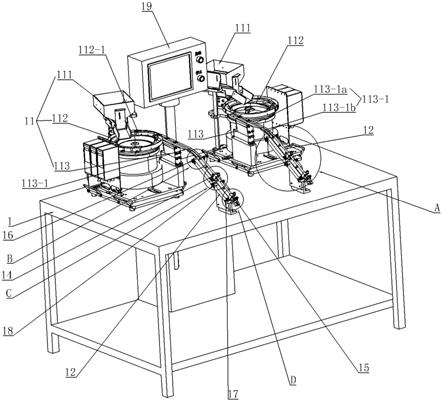
29.图1为本实施例的磁钢排列装置的示意图;
30.图2为图1中a处放大示意图;
31.图3为图1中b处放大示意图;
32.图4为图1中c处放大示意图;
33.图5为图1中d处放大示意图。
34.附图标记说明:1、工作台;10、放置件;11、进料机构;111、料斗;112、第一振动盘;112-1、第一轨道;113、第二振动盘;113-1、第二轨道;113-1a、倾斜段;113-1b、圆弧段;12、出料导轨;121、滑槽;121-1、第一左滑槽;121-2、第一右滑槽;121-3、第二左滑槽;121-4、第二右滑槽;121-5、第三左滑槽;121-6、第三右滑槽;121-7、出料口;122、面板;13、接料机构;131、磁钢接料杆;14、第一控制件;141、第一下压气缸;142、第一阻隔轴;143、第一支架;15、第二控制件;151、第二下压气缸;152、第二阻隔轴;153、第二支架;16、第一感应机构;161、第一左感应器;162、第一右感应器;17、第二感应机构;171、第二左感应器;172、第二右感应器;18、第三感应机构;181、第三左感应器;182、第三右感应器;19、控制器。
具体实施方式
35.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
36.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
37.本实施例:
38.如图1所示,本实施例的一种磁钢排列装置,包括工作台1,所述工作台1上依次设置有将磁钢进行排列的进料机构11、供磁钢通过的且倾斜设置的出料导轨12、以及位于所述出料导轨12的出料端的接料机图中未示出;其中,所述出料导轨12上设置有用于阻隔或容许磁钢由所述进料机构11进入所述出料导轨12的进料端的第一控制件14、以及用于阻隔或容许磁钢由所述出料导轨12的出料端进入所述接料机构的第二控制件15,所述第一控制件14和所述第二控制件15的控制动作相反且控制动作不同步;有两种状态,当所述第一控制件14做阻隔动作后,所述第二控制件15做容许磁钢通过的动作;当所述第二控制件15做阻隔动作后,所述第一控制件14做容许磁钢通过的动作。本实施例中,所述工作台1上设置有左右对称布置的两组进料机构11、出料导轨12和接料机构,有利于提高工作效率。具体的,初始状态为所述第二控制件15处于阻隔所述出料导轨12的出料端进入所述接料机构的工作状态;当所述进料机构11将排列好的磁钢推入所述出料导轨12后至所述出料导轨12中的磁钢有序排满,则所述第一控制件14运动并阻隔磁钢朝着所述出料导轨12的出料端的方向下移,之后,所述第二控制件15做容许磁钢通过的动作,则所述接料机构进行接料;接料完成后,所述第二控制件15运动至其阻隔所述出料导轨12的出料端进入所述接料机构,之后,所述第一控制件14做容许磁钢通过的动作;如此反复,实现磁钢的自动化排列封装。进一步的,所述工作台1上还设置有控制器19,所述第一控制件14、所述第二控制件15、所述第一感应机构16、所述第二感应机构17、以及所述第三感应机构18分别与所述控制器19电连接。采用上述方案,通过第一控制件14和第二控制件15控制配合,可以控制一定数量的磁钢进入接料机构,该装置有效地减少了人工,大大提高了生产效率。
39.如图1-图5所示,进一步的,所述出料导轨12设置有供磁钢滑行通过的滑槽121;其中,所述出料导轨12位于所述进料机构11和所述出料导轨12连接处设置有用于检测所述滑槽121中磁钢是否排满的第一感应机构16、位于所述滑槽121的出料口121-7出设置有用于检测所述接料机构是否到位的第二感应机构17、以及靠近所述第一控制件14处设置的用于检测所述滑槽121位于所述第一控制件14和其出料口121-7之间是否有磁钢的第三感应机构18。具体的,所述第一感应机构16若检测到所述出料导轨12的滑槽121中磁钢排满,则控制进料机构11停止运作;当第二感应机构17检测到所述接料机构到位后,则给所述第一控制件14和所述第二控制件15一个信号,所述第一控制件14阻隔,所述第二控制件15打开,磁钢进入接料机构,完成后;则所述第三感应机构18检测到所述第一控制件14和所述滑槽121的出料口121-7之间没有磁钢后,给所述第一控制件14和所述第二控制件15一个信号,所述第二控制件15阻隔,所述第一控制件14打开;同时,所述第一感应机构16检测到所述滑槽121中的磁钢没有排满,则给所述进料机构11一个信号,所述进料机构11运作。进一步的,所述接料机构包括磁钢接料杆,其中,所述第一控制件14和所述滑槽121的出料口121-7之间的距离恰好与所述磁钢接料杆中的磁钢容纳腔的距离等长。优选的,所述滑槽121的出料口121-7处设置有用于放置磁钢接料杆的放置件10所述放置件10与所述出料口121-7相通。采用上述方案,通过所述第一控制件14和所述第二控制件15的相配合,以及布置所述第一控制件14和所述滑槽121的出料口121-7之间的距离和所述磁钢接料杆中的磁钢容纳腔的距离等长相同,可以控制相同数量的磁钢放入一个磁钢接料杆中,使得磁钢的封装自动化,并提高了工作效率。
40.如图1-图5所示,进一步的,所述第一控制件14包括第一下压气缸141,所述第一下
压气缸141设置有与所述滑槽121相适配的第一阻隔轴142;所述第二控制件15包括第二下压气缸151,所述第二下压气缸151设置有与所述滑槽121相适配的第二阻隔轴152。采用上述方案,当需要阻隔时,所述第一阻隔轴142或所述第二阻隔轴152匹配卡合在滑槽121中,阻隔磁钢。进一步的,所述第一下压气缸141通过第一支架143安装在所述出料导轨12上,所述第二下压气缸151通过第二支架153安装在所述出料导轨12上。优选的,所述出料导轨12包括设于所述滑槽121上端的面板122,所述面板122设置有供所述第一阻隔轴142和所述第二阻隔轴152穿过与所述滑槽121匹配的穿孔。进一步的,所述第一感应机构16包括对称设于所述滑槽121两端的第一左感应器161和第一右感应器162,且所述滑槽121的两端分别朝外延伸形成有与所述第一左感应器161和所述第一右感应器162相连通的第一左滑槽121-1和第一右滑槽121-2;所述第二感应机构17包括对称设于所述滑槽121两端的第二左感应器171和第二右感应器172,且所述滑槽121的两端分别朝外延伸形成有与所述第二左感应器171和所述第二右感应器172相连通的第二左滑槽121-3和第二右滑槽121-4;所述第三感应机构18包括对称设于所述滑槽121两端的第三左感应器181和第三右感应器182,且所述滑槽121的两端分别朝外延伸形成有与所述第三左感应器181和所述第三右感应器182相连通的第三左滑槽121-5和第三右滑槽121-6。
41.如图1-图5所示,进一步的,所述进料机构11包括料斗111、置于所述料斗111下方的第一振动盘112、以及用于连接所述第一振动盘112和所述出料导轨12的第二振动盘113。进一步的,所述第一振动盘112包括用于将磁钢进行排列的第一轨道112-1,所述第二振动盘113包括用于连接所述第一轨道112-1和所述出料导轨12的第二轨道113-1。优选的,所述第一振动盘112为螺旋式振动盘,其螺旋式的第一轨道112-1用于将位于其中的磁钢有序排列好进入第二轨道113-1,所述第二振动盘113为直振式振动盘,给在第一振动盘112中排列好的磁钢一个力使其沿着第二轨道113-1进入所述出料导轨12的滑槽121中。进一步的,所述第二轨道113-1包括与所述第一轨道112-1相连的且倾斜设置的倾斜段113-1a、以及与所述倾斜段113-1a和所述出料导轨12连接的圆弧段113-1b。采用上述方案,所述倾斜段113-1a利于磁钢从第一振动盘112出来后能自动滑行至第二轨道113-1,圆弧段113-1b起到连接倾斜段113-1a和滑槽121的目的,从而使磁钢能平稳过渡滑槽121中。
42.本实施例的工作原理:
43.初始状态:第二下压气缸151下压阻隔滑槽121,第一下压气缸141抬起;
44.运行,料斗111将磁钢导入第一振动盘112,第一振动盘112震动将磁钢有有序排列后由第一轨道112-1进入第二振动盘113的第二轨道113-1,第二振动盘113的震动将磁钢由第二轨道113-1进入滑槽121中,待第一感应机构16感应到滑槽121中的磁钢排满后,第一振动盘112和第二振动盘113停止运作;操作者将磁钢接料杆伸入接料口后,第二感应机构17感应到后,第一下压气缸141下压后,第二下压气缸151抬起,待该段的磁钢全部进入磁钢接料杆后,操作者移出磁钢接料杆;此时,第三感应机构18感应该段没有磁钢后,第二下压气缸151下压后,第一下压气缸141抬起,滑槽121上段的磁钢朝下滑动,同时,第一感应机构16感应到滑槽121中的磁钢没有排满,则第一振动盘112和第二振动盘113开始运作;如此反复。
45.以上仅为本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和
润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。