1.本实用新型涉及玻璃精密热弯成型设备技术领域,尤其涉及一种玻璃精密热弯设备自动上下料装置。
背景技术:
2.近几年来电子产品市场对曲面玻璃的需求量逐渐增大,曲面玻璃的使用范围由最初的手机显示屏逐渐扩展到智能穿戴、平板电脑、车载中控等电子产品。曲面玻璃的旺盛需求直接提升了玻璃精密热弯成型设备的需求。现有玻璃精密热弯成型设备主要由入料腔、加热主腔体、出料腔、冷却腔、底部机架等构成,上下料方式主要为人工上料,且因为设备节拍较快,现有设备均需一人一机。人工上料人员费用较高,且玻璃精密热弯成型设备包含有高温加热主腔体,有些操作人员可触及部位温度在60
°
左右,在实际生产中因人工操作不当,偶尔会有轻微烫伤。而且,目前普遍采用人工作业方式,人工成本较高,且培训时间长,导致成本提升。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种玻璃精密热弯设备自动上下料装置,达到了实现热弯模具和热弯玻璃自动上下料的目的,使玻璃精密热弯设备的人工成本降低,对人工的作业规范性要求降低,使得玻璃精密热弯设备能实现自动上下料,减少操作人员数量,实现一人多机。
4.为解决上述技术问题,本实用新型提供了如下技术方案:一种玻璃精密热弯设备自动上下料装置,包括自动上下料装置和热弯设备,所述自动上下料装置放置在热弯设备的前方,所述自动上下料装置包括模具上下料组件、玻璃上下料组件和机架组件,所述模具上下料组件和玻璃上下料组件均固定安装在机架组件上;所述模具上下料组件包括模具定位组件、模具下料组件、模具上料组件、模具开盖合盖组件、模具投入投出组件和热弯模具,所述模具下料组件设置在模具定位组件的前侧,所述模具上料组件设置在模具下料组件的右侧,所述模具开盖合盖组件设置在模具下料组件和模具上料组件之间,所述模具投入投出组件设置在模具下料组件和模具上料组件的下方,所述热弯模具设置在模具投入投出组件上;所述玻璃上下料组件包括龙门移载组件、料框上下料组件、玻璃下料定位组件、玻璃上料定位组件和玻璃清洁机构,所述料框上下料组件设置在龙门移载组件的前方,所述玻璃下料定位组件、玻璃上料定位组件和玻璃清洁机构均设置在龙门移载组件的下方。
5.进一步地,所述模具定位组件包括机械手移载机构、模具夹紧机构和推料板,所述模具夹紧机构传动安装在机械手移载机构的自由端上,所述推料板活动安装在模具夹紧机构上。
6.进一步地,所述模具下料组件包括模具下料机械手、玻璃下料组件和模具下料夹紧机构,所述玻璃下料组件安装在模具下料夹紧机构的一侧,所述模具下料夹紧机构固定安装在模具下料机械手的自由端上。
7.进一步地,所述模具上料组件包括模具上料机械手、玻璃上料组件和模具上料夹紧机构,所述模具上料机械手的自由端上与模具上料夹紧机构传动连接,所述玻璃上料组件固定安装在模具上料机械手的一侧。
8.进一步地,所述龙门移载组件包括龙门移载机械手、玻璃上料机构和玻璃下料机构,所述玻璃上料机构安装在龙门移载机械手的一个自由端上,所述玻璃下料机构安装在龙门移载机械手的另一个自由端上。
9.进一步地,所述料框上下料组件包括上料料框、下料料框和料框定位机构,所述在料框定位机构的数量为两个,两个所述在料框定位机构上分别与上料料框和下料料框传动连接。
10.进一步地,所述热弯模具包括模具上盖、热弯玻璃和模具下盖,所述热弯玻璃位于模具上盖和模具下盖之间。
11.本实用新型提供了一种玻璃精密热弯设备自动上下料装置,具备以下有益效果:
12.1、本实用新型达到了实现热弯模具和热弯玻璃自动上下料的目的,使玻璃精密热弯设备的人工成本降低,对人工的作业规范性要求降低,使得玻璃精密热弯设备能实现自动上下料,减少操作人员数量,实现一人多机。
13.2、本实用新型能够节省人工作业时间,可实现一人负责多机,该装置为独立设备,电气控制与机械控制均为独立操作,现有玻璃精密热弯设备只需小改动,且该装置适用性强,可运用于多款玻璃精密热弯设备。
14.3、本实用新型在高温环境下将玻璃放置于特制模具上,玻璃在自重或外力的作用下形成弯曲表面,玻璃精密热弯设备自动上下料装置为独立设备,电气控制与机械控制均可独立操作,可适应多款不同尺寸的玻璃精密热弯设备。
附图说明
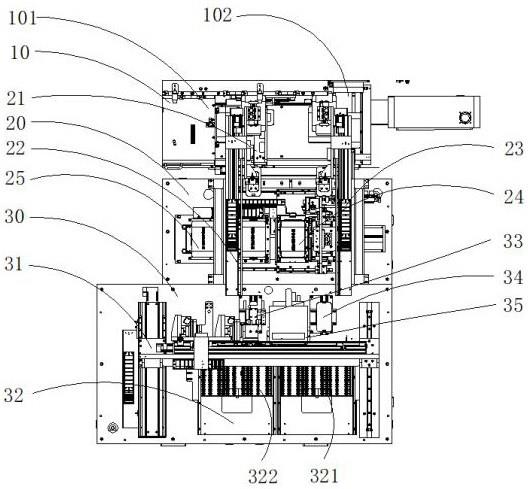
15.图1为本实用新型自动上下料装置主体部分平面视图;
16.图2为本实用新型自动上下料装置主体部分侧面视图;
17.图3为本实用新型热弯模具的结构示意图;
18.图4为本实用新型模具定位组件的结构示意图;
19.图5为本实用新型模具下料组件的结构示意图;
20.图6为本实用新型模具上料组件的结构示意图;
21.图7为本实用新型龙门移载组件的结构示意图;
22.图8为本实用新型料框上下料组件的结构示意图。
23.图中:10、热弯设备;101、模具入料组件;102、模具出料组件;20、模具上下料组件;21、模具定位组件;211、机械手移载机构;212、模具夹紧机构;213、推料板;22、模具下料组件;221、模具下料机械手;222、玻璃下料组件;223、模具下料夹紧机构;23、模具上料组件;231、模具上料机械手;232、玻璃上料组件;233、模具上料夹紧机构;24、模具开盖合盖组件;25、模具投入投出组件;30、玻璃上下料组件;31、龙门移载组件;311、龙门移载机械手;312、玻璃上料机构;313、玻璃下料机构;32、料框上下料组件;321、上料料框;322、下料料框;323、料框定位机构;33、玻璃下料定位组件;34、玻璃上料定位组件;35、玻璃清洁机构;40、机架组件;50、热弯模具;51、模具上盖;52、热弯玻璃;53、模具下盖。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-8,本实用新型提供了一种技术方案:一种玻璃精密热弯设备自动上下料装置,包括自动上下料装置和热弯设备10,自动上下料装置放置在热弯设备10的前方,自动上下料装置包括模具上下料组件20、玻璃上下料组件30和机架组件40,模具上下料组件20和玻璃上下料组件30均固定安装在机架组件40上。
26.本实用新型达到了实现热弯模具和热弯玻璃自动上下料的目的,使玻璃精密热弯设备的人工成本降低,对人工的作业规范性要求降低,使得玻璃精密热弯设备能实现自动上下料,减少操作人员数量,实现一人多机。
27.如图1所示,热弯设备10包含模具入料组件101、模具出料组件102。现有热弯设备10的作业方式为人工将未加工的热弯玻璃52放置与热弯模具50内,人工将热弯模具50放置与模具入料组件101处,热弯设备10自动将热弯模具50推入设备加热腔内,经过预热、压型、退火、冷切等工位实现热弯玻璃52的热弯变形,并自动将热弯模具50放置与模具出料组件102处,人工将热弯模具50取出,并取出已加工好的热弯玻璃52并重复进行下一轮动作。其主要目的为针对现有作业流程,实现热弯模具50的自动上下料和热弯玻璃52的自动上下料。
28.模具上下料组件20主要动作为将热弯模具50从玻璃精密热弯设备上取出,将热弯模具50开模取出已加工好的热弯玻璃52,对热弯模具50的上下盖进行清洁并将未加工的热弯玻璃52放置于模具下盖53,将模具下盖53与模具上盖51合盖,将热弯模具50放入玻璃精密热弯设备内。
29.玻璃上下料组件30主要包含龙门移载组件31、料框上下料组件32、玻璃下料定位组件33、玻璃上料定位组件34、玻璃清洁机构35等。
30.玻璃上下料组件30主要动作为将未加工的热弯玻璃52从上料料框处取出放置于玻璃上料定位组件34,将已加工的热弯玻璃52从玻璃下料定位组件33处取出放置于下料料框内。
31.本实用新型提供的一种玻璃精密热弯设备自动上下料装置为独立设备,电气控制与机械控制均可独立操作,可适应多款不同尺寸的玻璃精密热弯设备。
32.模具上下料组件20包括模具定位组件21、模具下料组件22、模具上料组件23、模具开盖合盖组件24、模具投入投出组件25和热弯模具50,模具下料组件22设置在模具定位组件21的前侧,模具上料组件23设置在模具下料组件22的右侧,模具开盖合盖组件24设置在模具下料组件22和模具上料组件23之间,模具投入投出组件25设置在模具下料组件22和模具上料组件23的下方,热弯模具50设置在模具投入投出组件25上;玻璃上下料组件30包括龙门移载组件31、料框上下料组件32、玻璃下料定位组件33、玻璃上料定位组件34和玻璃清洁机构35,料框上下料组件32设置在龙门移载组件31的前方,玻璃下料定位组件33、玻璃上料定位组件34和玻璃清洁机构35均设置在龙门移载组件31的下方。
33.模具定位组件21包括机械手移载机构211、模具夹紧机构212和推料板213,模具夹
紧机构212传动安装在机械手移载机构211的自由端上,推料板213活动安装在模具夹紧机构212上,模具夹紧机构212对位于模具出料组件102处的热弯模具50进行定位并夹紧,推料板213将热弯模具50推入模具入料组件101处。
34.模具下料组件22包括模具下料机械手221、玻璃下料组件222和模具下料夹紧机构223,玻璃下料组件222安装在模具下料夹紧机构223的一侧,模具下料夹紧机构223固定安装在模具下料机械手221的自由端上。
35.模具下料夹紧机构223将位于模具出料组件102处的热弯模具50夹取至模具开盖合盖组件24处,模具开盖合盖组件24对热弯模具50进行开盖动作,玻璃下料组件222将已加工好的热弯玻璃52吸取至玻璃下料定位组件33处,龙门移载组件31将已加工好的热弯玻璃52放置于下料料框322内。
36.设备刚开始启动时,模具下料组件22将热弯模具50从模具投入投出组件25处移载至模具开盖合盖组件24处,设备准备停机时,模具下料组件22将热弯模具50从模具开盖合盖组件24处移载至模具投入投出组件25处。
37.模具上料组件23包括模具上料机械手231、玻璃上料组件232和模具上料夹紧机构233,模具上料机械手231的自由端上与模具上料夹紧机构233传动连接,玻璃上料组件232固定安装在模具上料机械手231的一侧。
38.玻璃上料组件232上使用真空吸盘,将未加工的热弯玻璃52吸取至模具下盖53处;模具上料夹紧机构233上使用夹紧气缸,将热弯模具50夹起,并通过模具上料机械手231将模具放置于模具入料组件101前方,推料板213将热弯模具50推入模具入料组件101处。
39.本实用新型能够节省人工作业时间,可实现一人负责多机,该装置为独立设备,电气控制与机械控制均为独立操作,现有玻璃精密热弯设备只需小改动,且该装置适用性强,可运用于多款玻璃精密热弯设备。
40.龙门移载组件31包括龙门移载机械手311、玻璃上料机构312和玻璃下料机构313,玻璃上料机构312安装在龙门移载机械手311的一个自由端上,玻璃下料机构313安装在龙门移载机械手311的另一个自由端上。
41.玻璃上料机构312使用气缸夹紧机构,将未加工的热弯玻璃52从上料料框321处夹取,在玻璃清洁机构35处对玻璃进行静电清除和表面清洁,最后放置于玻璃上料定位组件34处。玻璃下料机构313使用无痕真空吸盘,将已加工的热弯玻璃52从玻璃下料定位组件33处吸取至下料料框322处。
42.料框上下料组件32包括上料料框321、下料料框322和料框定位机构323,在料框定位机构323的数量为两个,两个在料框定位机构323上分别与上料料框321和下料料框322传动连接。
43.上料料框321、下料料框322均为可调节料框,可适应多款不同尺寸的玻璃,料框定位机构323用于定位料框,确保热弯玻璃52取放料时的准确性。
44.热弯模具50包括模具上盖51、热弯玻璃52和模具下盖53,热弯玻璃52位于模具上盖51和模具下盖53之间,上料前,需在模具开盖合盖组件24处对热弯模具50进行开盖动作和清洁动作。
45.在高温环境下将玻璃放置于特制模具上,玻璃在自重或外力的作用下形成弯曲表面,玻璃精密热弯设备自动上下料装置为独立设备,电气控制与机械控制均可独立操作,可
适应多款不同尺寸的玻璃精密热弯设备。
46.在使用的过程中,玻璃精密热弯设备自动上下料装置正常运行时,操作人员只需负责三个阶段的工作,第一阶段为设备开机时,操作人员需负责在模具投入投出组件25处投入热弯模具50;第二阶段为设备运行时,操作人员需负责在料框上下料组件32处进行料框的上下料;第三阶段为设备停机时,操作人员需负责在模具投入投出组件25处拿出热弯模具50,一个操作人员可负责太多设备。
47.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
48.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
