1.本实用新型涉及气门弹簧相关领域,特别涉及一种变节距气门弹簧油漆自动标识设备。
背景技术:
2.气门弹簧是保证气门及时落座并紧密贴合,防止气门在发动机振动时发生跳动,破坏其密封性的小工具,气门弹簧位于气缸盖与气门杆尾端弹簧座之间。气门弹簧的功用是保证气门关闭时能紧密地与气门座或气门座圈贴合,并克服在气门开启时配气机构产生的惯性力,使传动件始终受凸轮控制而不相互脱离,气门弹簧多采用优质合金钢丝制成,并经热处理,提高其疲劳强度。为了避免弹簧锈蚀,弹簧表面应镀锌、磷化。弹簧的两端面必须磨平并与弹簧轴线相垂直,以防止工作中弹簧产生歪斜,本实用新型涉及一种变节距气门弹簧油漆自动标识设备。
3.上述还存在以下不足:1、上述设计气门弹簧的标识操作较为麻烦,所以需要进行改进。
技术实现要素:
4.本实用新型的主要目的在于提供一种变节距气门弹簧油漆自动标识设备,我司开发的一种变节距气门弹簧全自动视觉油漆标识机,在自动点漆机平台上增加图像处理模块、进行高精度定位,自动识别气门弹簧节距稀疏与紧密的位置及角度,获取目标物料的图像、使用匹配算法处理图像、获取点漆位置和旋转角度、控制点漆机械手的运动,能十分方便对气门弹簧进行标识,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种变节距气门弹簧油漆自动标识设备,包括工作台,所述工作台的顶端左侧安装有支撑座,所述支撑座的表面偏下部位安装有滚珠轴承且滚珠轴承的数量为两个,所述滚珠轴承的顶端右侧安装有伺服电缸且伺服电缸的顶端安装有齿条,所述齿条的外侧壁齿扣连接有齿轮,所述齿轮的背面固定连接有摩擦转轴,所述工作台的顶端位于伺服电缸的后方通过支撑板固定连接有顶板光源,所述顶板光源内部安装有ccd相机且ccd相机的表面固定安装有z轴驱动器,所述z轴驱动器的侧端安装有y轴驱动器且y轴驱动器的侧端安装有x轴驱动器。
7.进一步地,所述伺服电缸的动力输出端与齿条的动力输入端相连接,伺服电缸带动齿条的前后移动。
8.进一步地,所述y轴驱动器的表面安装有喷涂输出,z轴驱动器、y轴驱动器、x轴驱动器相应的驱动器控制电机与丝杆运动,从而带动喷涂输出的移动。
9.进一步地,所述摩擦转轴的顶端安装有变节距气门弹簧,变节距气门弹簧夹到两摩擦转轴的中间进行夹紧。
10.与现有技术相比,本实用新型具有如下有益效果:机器z轴驱动器、y轴驱动器、x轴
驱动器与伺服电缸复位到设置的原点位置,plc机械手将变节距气门弹簧夹到两摩擦转轴的中间,顶板光源中阵列led光源点亮,ccd相机对变节距气门弹簧的图像进行采集。图像边采集的同时,伺服电缸推动齿条并带动与一对齿轮相连的一对摩擦转轴转动摩擦带动变节距气门弹簧的旋转,在变节距气门弹簧边旋转的同时,ccd相机边对变节距气门弹簧的图像进行动态边采集,边根据与之匹配弹簧节距尺寸的cad标准模板相匹配比对,当变节距气门弹簧各节距的尺寸、角度、位置、方向进行匹配的效果达到理想状态时,计算机控制软件根据匹配变节距气门弹簧的各节距的尺寸、角度、位置、方向的各参数,进行规划实际标识油漆的路线与轨迹,并发送给运动控制卡,运动控制卡系统根据图像匹配计算法计算出的位置信息的预先规划好的路径进行运动轨迹、速度曲线规划,然后通过现场总线发脉冲给伺服电缸停止,并发送脉冲给z轴驱动器、y轴驱动器、x轴驱动器相应的驱动器控制电机与丝杆运动,带动喷涂输出按进行油漆喷涂标识。其中喷涂输出喷涂油漆量的多少,根据设置的点漆参数输出信号控制电磁阀,进行油漆喷涂作业,plc机械手将标识好的变节距气门弹簧夹到下料位置,能很方便的对气门弹簧进行标识。
附图说明
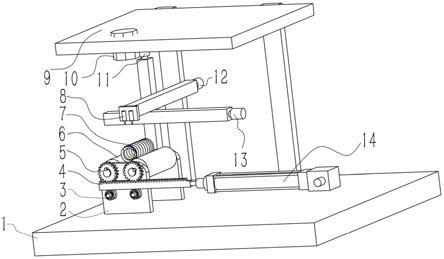
11.图1为本实用新型一种变节距气门弹簧油漆自动标识设备的整体结构示意图。
12.图中:1、工作台;2、支撑座;3、滚珠轴承;4、齿条;5、齿轮;6、摩擦转轴;7、变节距气门弹簧;8、喷涂输出;9、顶板光源;10、ccd相机;11、z轴驱动器;12、y轴驱动器;13、x轴驱动器;14、伺服电缸。
具体实施方式
13.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
14.如图1所示,一种变节距气门弹簧油漆自动标识设备,包括工作台1,所述工作台1的顶端左侧安装有支撑座2,所述支撑座2的表面偏下部位安装有滚珠轴承3且滚珠轴承3的数量为两个,所述滚珠轴承3的顶端右侧安装有伺服电缸14且伺服电缸14的顶端安装有齿条4,所述齿条4的外侧壁齿扣连接有齿轮5,所述齿轮5的背面固定连接有摩擦转轴6,所述工作台1的顶端位于伺服电缸14的后方通过支撑板固定连接有顶板光源9,所述顶板光源9内部安装有ccd相机10且ccd相机10的表面固定安装有z轴驱动器11,所述z轴驱动器11的侧端安装有y轴驱动器12且y轴驱动器12的侧端安装有x轴驱动器13。
15.其中,所述伺服电缸14的动力输出端与齿条4的动力输入端相连接,伺服电缸14带动齿条4的前后移动。
16.其中,所述y轴驱动器12的表面安装有喷涂输出8,z轴驱动器11、y轴驱动器12、x轴驱动器13相应的驱动器控制电机与丝杆运动,从而带动喷涂输出8的移动。
17.其中,所述摩擦转轴6的顶端安装有变节距气门弹簧7,变节距气门弹簧7夹到两摩擦转轴6的中间进行夹紧。
18.需要说明的是,本实用新型为一种变节距气门弹簧油漆自动标识设备,机器z轴驱动器11、y轴驱动器12、x轴驱动器13与伺服电缸14复位到设置的原点位置,plc机械手将变节距气门弹簧7夹到两摩擦转轴6的中间,顶板光源9中阵列led光源点亮,ccd相机10对变节
距气门弹簧7的图像进行采集。图像边采集的同时,伺服电缸14推动齿条4并带动与一对齿轮5相连的一对摩擦转轴6转动摩擦带动变节距气门弹簧7的旋转,在变节距气门弹簧7边旋转的同时,ccd相机10边对变节距气门弹簧7的图像进行动态边采集,边根据与之匹配弹簧节距尺寸的cad标准模板相匹配比对,当变节距气门弹簧7各节距的尺寸、角度、位置、方向进行匹配的效果达到理想状态时,计算机控制软件根据匹配变节距气门弹簧7的各节距的尺寸、角度、位置、方向的各参数,进行规划实际标识油漆的路线与轨迹,并发送给运动控制卡,运动控制卡系统根据图像匹配计算法计算出的位置信息的预先规划好的路径进行运动轨迹、速度曲线规划,然后通过现场总线发脉冲给伺服电缸14停止,并发送脉冲给z轴驱动器11、y轴驱动器12、x轴驱动器13相应的驱动器控制电机与丝杆运动,带动喷涂输出8按进行油漆喷涂标识。其中喷涂输出8喷涂油漆量的多少,根据设置的点漆参数输出信号控制电磁阀,进行油漆喷涂作业,plc机械手将标识好的变节距气门弹簧7夹到下料位置,能很方便的对气门弹簧进行标识。
19.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。