1.本技术涉及点胶技术领域,尤其涉及一种点胶装置。
背景技术:
2.在智能手表或手机等电子设备的组装生产过程中,许多零部件的组装需要通过点胶机点胶实现固定。常规点胶方法主要采用人工点胶和点胶机点胶。人工点胶效率较低。现有的点胶机用于固定产品的定位件一般只能固定同种类型的零部件,通用性较差。
技术实现要素:
3.有鉴于此,有必要提供一种点胶装置,有效提高通用性和点胶效率。
4.本技术的实施例提供一种点胶装置,用于对多种不同形状的零部件进行点胶,点胶装置包括底板和连接于底板的支撑架,点胶装置还包括承载板、多个定位件和点胶机构,承载板沿第一方向滑动连接于底板,多个定位件排列于承载板上,每一定位件设有与一种零部件适配的仿形槽,每一定位件通过仿形槽固定对应的零部件,点胶机构沿第二方向滑动连接于支撑架,第二方向与第一方向相交设置,点胶机构与承载板配合滑动,以使点胶机构移动至每一定位件并对零部件进行点胶。
5.进一步地,在本技术的一些实施例中,每一定位件包括固定块和至少一个驱动件,固定块固定于承载板表面,仿形槽设于固定块朝向点胶机构的一侧,固定块还设有与仿形槽连通的滑动槽,驱动件滑动设于滑动槽中并抵持仿形槽内的零部件,以对零部件进行定位。
6.进一步地,在本技术的一些实施例中,定位件包括两个驱动件,固定块设有两个滑动槽,两个滑动槽分别位于仿形槽相邻的两侧,两个驱动件分别滑动设于两个滑动槽中,并抵持仿形槽内的零部件的两侧。
7.进一步地,在本技术的一些实施例中,每一驱动件包括驱动块和弹性件,驱动块滑动设置于滑动槽中,弹性件设于滑动槽内并将驱动块向朝向仿形槽内的方向抵持,驱动块在弹性件的驱动下抵持仿形槽内的零部件。
8.进一步地,在本技术的一些实施例中,滑动槽两个相对设置的侧壁凹设有限位槽,驱动块两侧分别设有限位部,限位部卡持于限位槽中并能在限位槽中滑动。
9.进一步地,在本技术的一些实施例中,驱动块设有操作部,操作部自滑动槽的开口伸出,并凸出于固定块设有仿形槽的表面。
10.进一步地,在本技术的一些实施例中,固定块还设有与仿形槽连通的卸料口,通过卸料口将零部件从仿形槽的开口推出。
11.进一步地,在本技术的一些实施例中,点胶机构包括胶筒、连接件、针头、推动件和胶塞件,胶筒用于储存胶液,针头通过连接件连接胶筒,推动件伸入胶筒中将胶液从针头挤出,连接件设有连通针头与胶筒的连接孔,胶塞件用于伸入连接孔中并控制连接孔的导通或封闭。
12.进一步地,在本技术的一些实施例中,点胶机构还包括加热件,加热件围设于胶筒与连接件周侧,用于对胶液加热。
13.进一步地,在本技术的一些实施例中,点胶机构还包括位置传感件,位置传感件连接于推动件,用于感测推动件伸入胶筒的深度。
14.上述点胶装置中,通过多个定位件固定多个零部件,使点胶机构每次使用时均能对多个零部件进行点胶,有效提高点胶效率。通过定位件的仿形槽固定多种零部件,与现有的只能固定同种类型的零部件的点胶装置相比,实现了一机多用的功能,有效提高点胶装置的通用性。
附图说明
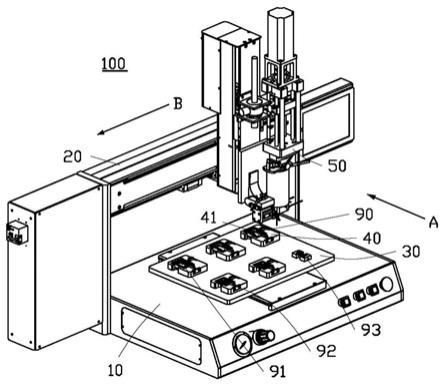
15.图1为本技术一实施例的点胶装置的结构示意图。
16.图2为本技术一实施例的点胶装置中定位件的结构示意图。
17.图3为本技术一实施例的点胶装置中定位件的拆分结构示意图。
18.图4为本技术一实施例的点胶装置中点胶机构的结构示意图。
19.图5为本技术一实施例的点胶装置中连接件的结构示意图。
20.图6为本技术一实施例的点胶装置中推动件和加热件的结构示意图。
21.主要元件符号说明
22.点胶装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
23.底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
24.支撑架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
25.承载板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
26.定位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
27.仿形槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
28.固定块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
29.卸料口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
421
30.驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43
31.驱动块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431
32.弹性件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
432
33.限位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
433
34.操作部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
434
35.滑动槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44
36.挡板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
441
37.限位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
442
38.点胶机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
39.胶筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
40.连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
41.连接孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
521
42.控制孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
522
43.针头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
44.推动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
45.动力件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
541
46.联轴件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
542
47.推动杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
543
48.导杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
544
49.联动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
545
50.导向孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
546
51.胶塞件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
52.连接架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
551
53.气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
552
54.加热件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56
55.隔热套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
57
56.位置传感件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58
57.零部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
58.第一零部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91
59.第二零部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
92
60.第三零部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
93
61.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
62.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
63.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
64.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体地实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/和”包括一个或多个相关的所列项目的任意的和所有的组合。
65.本技术的实施例提供一种点胶装置,用于对多种不同形状的零部件进行点胶,点胶装置包括底板和连接于底板的支撑架,点胶装置还包括承载板、多个定位件和点胶机构,承载板沿第一方向滑动连接于底板,多个定位件排列于承载板上,每一定位件设有与一种零部件适配的仿形槽,每一定位件通过仿形槽固定对应的零部件,点胶机构沿第二方向滑动连接于支撑架,第二方向与第一方向相交设置,点胶机构与承载板配合滑动,以使点胶机构移动至每一定位件并对零部件进行点胶。
66.上述点胶装置中,通过多个定位件固定多个零部件,使点胶机构每次使用时均能对多个零部件进行点胶,有效提高点胶效率。通过定位件的仿形槽固定多种零部件,与现有的只能固定同种类型的零部件的点胶装置相比,实现了一机多用的功能,有效提高点胶装置的通用性。
67.下面结合附图,对本技术的一些实施例作详细说明。
68.请参阅图1,本实施例的点胶装置100,用于对多种不同形状的零部件90进行点胶。在一些实施例中,点胶装置100对三种不同形状的零部件90进行点胶,分别为第一零部件91、第二零部件92和第三零部件93。
69.点胶装置100包括底板10和连接于底板10的支撑架20。点胶装置100还包括承载板30 和多个定位件40、以及点胶机构50。承载板30沿第一方向滑动连接于底板10。多个定位件 40排列于承载板30上,每一定位件40设有与一种零部件90适配的仿形槽41,每一定位件 40通过仿形槽41固定对应的零部件90。点胶机构50沿第二方向滑动连接于支撑架20,第二方向与第一方向相交设置,点胶机构50与承载板30配合滑动,以使点胶机构50移动至每一定位件40并对零部件90进行点胶。
70.请一并参阅图2,在一些实施例中,点胶装置100包括六个定位件40。其中三个定位件 40设有与第一零部件91适配的仿形槽41,用于固定第一零部件91;其中两个定位件40设有与第二零部件92适配的仿形槽41,用于固定第二零部件92;剩余的一个定位件40设有与第三零部件93适配的仿形槽41,用于固定第三零部件93。
71.固定各种零部件90的定位件40的数量可按照组装每一产品所需的各种零部件90的数量设置,例如组装一产品需要三个第一零部件91、两个第二零部件92和一个第三零部件93,减少组装过程中分拣零部件90所需时间,有效提高生产效率。
72.在一些实施例中,点胶机构50沿第二方向滑动连接于支撑架20并可相对定位件40升降,以便于点胶。点胶机构50支持直线或平面曲线点胶,点胶轨迹和点胶胶量可根据加工需求进行调整,以提升点胶效果。
73.在一些实施例中,承载板30通过丝杆或滑轨等驱动装置连接底板10,以使承载板30沿第一方向滑动连接于底板10。点胶机构50通过丝杆或滑轨等驱动装置连接支撑架20,以使点胶机构50沿第二方向滑动连接于支撑架20。在一些实施例中,第一方向与第二方向滑垂直设置,在加上升降设置的点胶机构50,使点胶机构50与定位件40实现x、y、z的三轴移动,有效提升点胶效果。
74.上述点胶装置100在使用过程中,将多种零部件90分别固定于对应的定位件40的仿形槽41中,承载板30带动零部件90沿第一方向移动,点胶机构50沿第二方向滑动,第二方向与第一方向相交设置,以使点胶机构50移动至每一定位件40并对零部件90进行点胶。
75.上述点胶装置100中,通过多个定位件40固定多个零部件90,使点胶机构50每次使用时均能对多个零部件90进行点胶,有效提高点胶效率。通过设置定位件40的仿形槽41的形状,承载板30可以固定多种零部件90,与现有的只能固定同种类型的零部件的点胶装置相比,实现了一机多用的功能,有效提高点胶装置100的通用性。
76.请参阅图3,以固定第一零部件91的定位件40为例,本实施例的每一定位件40包括固定块42和至少一个驱动件43。固定块42固定于承载板30表面。仿形槽41设于固定块42 朝向点胶机构50的一侧。固定块42还设有与仿形槽41连通的滑动槽44,驱动件43滑动设于滑动槽44中并抵持仿形槽41内的零部件90,以对零部件90进行定位,有效提高点胶装置100定位零部件90的精度。具体地,驱动件43自滑动槽44伸入仿形槽41中,并将仿形槽41内的零部件90压紧于仿形槽41的内壁上。
77.在一些实施例中,定位件40包括两个驱动件43。固定块42设有两个滑动槽44,两个
滑动槽44分别位于仿形槽41相邻的两侧。两个驱动件43分别滑动设于两个滑动槽44中,并抵持仿形槽41内的零部件90的两侧,进一步提高点胶装置100定位零部件90的精度。
78.可以理解的是,在其他实施例中,定位件40包括三个或三个以上的驱动件43,固定块 42设有对应数量的滑动槽44,对应数量的滑动槽44相邻或间隔设置于仿形槽41周侧,用于提高点胶装置100定位零部件90的精度。
79.请继续参阅图3,本实施例的每一驱动件43包括驱动块431和弹性件432。驱动块431 滑动设置于滑动槽44中,弹性件432设于滑动槽44内并将驱动块431向朝向仿形槽41内的方向抵持,驱动块431在弹性件432的驱动下抵持仿形槽41内的零部件90。在一些实施例中,滑动槽44远离仿形槽41的一端设有挡板441,弹性件432一端抵持于挡板441,另一端将驱动块431向朝向仿形槽41内的方向抵持。
80.可以理解的是,在其他实施例中,弹性件432可由气缸等驱动件替代。
81.请继续参阅图3,本实施例的滑动槽44的两个相对的侧壁凹设有限位槽442,驱动块431 两侧分别设有限位部433,限位部433卡持于限位槽442中并可在限位槽442中滑动。通过限位部433与限位槽442,提高驱动块431在滑动槽44中滑动的稳定性。
82.在一些实施例中,驱动块431设有操作部434,操作部434自滑动槽44的开口伸出,并凸出于固定块42设有仿形槽的表面,以便于人员或机械臂通过操作部434控制驱动块431滑动。具体在使用过程中,当需要固定仿形槽41内的零部件90时,无需操作操作部434,使驱动块431在弹性件432的驱动下抵持仿形槽41内的零部件90;当需要装载或取出仿形槽41 内的零部件90时,通过操作部434克服弹性件432的弹力将驱动块431向远离仿形槽41的方向滑动。
83.在一些实施例中,固定块42还设有与仿形槽41连通的卸料口421,通过卸料口421将零部件90从仿形槽41的开口推出,便于人员或机械臂操作,进而提高更换仿形槽41内的零部件90的效率,有效提高点胶效率。
84.上述点胶装置100中,通过驱动件43滑动设于滑动槽44中并抵持仿形槽41内的零部件 90,以对零部件90进行定位,有效提高点胶装置100定位零部件90的精度。通过限位部433 与限位槽442,提高驱动块431在滑动槽44中滑动的稳定性。通过操作部434便于人员或机械臂通过操作部434控制驱动块431滑动。通过卸料口421提高更换仿形槽41内的零部件 90的效率,有效提高点胶效率。
85.请参阅图4,本实施例的点胶机构50包括胶筒51、连接件52、针头53、推动件54和胶塞件55。胶筒51用于储存胶液。针头53通过连接件52连接胶筒51,推动件54伸入胶筒51 中将胶液从针头53挤出。
86.请一并参阅图5,本实施例的连接件52设有连通针头53与胶筒51的连接孔521,胶塞件55用于伸入连接孔521中并控制连接孔521的导通或封闭。避免在不需要点胶时出现溢胶的现象,有效提高点胶品质。在一些实施例中,连接件52周侧设有一与连接孔521连通的控制孔522,胶塞件55通过控制孔522伸入连接孔521中。在一些实施例中,胶塞件55通过连接架551安装于连接件52一侧,并通过气缸552驱动以伸入或伸出连接孔521。
87.请一并参阅图6,本实施例的点胶机构50还包括加热件56,加热件56围设于胶筒51与连接件52周侧,用于对胶液加热,以避免胶液凝固,有效提高点胶品质。在一些实施例中,点胶机构50还包括隔热套57,隔热套57围设于位于胶筒51处的加热件56的周侧,用于提高
加热效果。
88.在一些实施例中,点胶机构50还包括温度传感器(未示出),温度传感器用于测量胶液温度,控制加热件56的打开或关闭。
89.在一些实施例中,推动件54包括动力件541,联轴件542,推动杆543,导杆544及联动件545。动力件541通过支架架设于胶筒51远离针头53的一端,动力件541还通过联轴件542传动连接推动杆543。推动杆543端部设有活塞,动力件541驱动推动杆543的活塞伸入胶筒51中将胶液从针头53挤出。
90.导杆544沿推动杆543的延伸方向设置于动力件541与胶筒51之间。联动件545固定于推动杆543,联动件545设导向孔546,导杆544穿设于导向孔546中,用于提高推动杆543 移动的稳定性。
91.在一些实施例中,点胶机构50还包括位置传感件58,位置传感件58连接于推动件54,用于感测推动件54伸入胶筒51的深度,以精确控制胶液流量,提升点胶效果。具体地,位置传感件58连接于联动件545并与联动件545同步移动。
92.上述点胶装置100中,通过胶塞件55用于伸入连接孔521中并控制连接孔521的导通或封闭。避免在不需要点胶时出现溢胶的现象,有效提高点胶品质。通过加热件56和隔热套57 避免胶液凝固,有效提高点胶品质。通过导杆544提高推动杆543伸缩的稳定性。通过位置传感件58,精确控制胶液流量,提升点胶效果。
93.本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施例所作的适当改变和变化都落在本技术公开的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
