1.本技术涉及换热管领域,尤其是一种适用于管内流动沸腾的焊接换热管。
背景技术:
2.空调制冷行业以及食品、制药等化工等工业广泛使用干蒸管换热器。其中的换热管内通过的低温工质被管外热流体加热发生相变产生蒸汽。按照传热学理论分类,此现象称之为流动蒸发现象。具体而言,流入换热管的是液体而流出的是蒸汽,此流动过程为两相流动过程,流动状态非常复杂。可以将这种流动现象粗略分为三个流动状态,或者称为三个流型:离散气泡流(泡状流),拉长气泡流(块状流)和环状流。
3.泡状流主要出现在入口段,液体流进换热管后,被加热后,产生气泡,气泡与液体参混形成两相流。随着流体的流动与不断被加热,气泡逐渐增加,产生合并,形成大气泡,此时称为拉长气泡流(块状流)。随着继续流动与不断被加热,气泡不断增加,当增加到一定程度,气泡进一步合并,在管中形成气芯,将液体排挤到壁面,形成环状流。环状流主要出现在出口段。两相流流动沸腾传热的换热机理是:对流换热与核态沸腾传热两种机理相互叠加,按照一定比例发挥作用。
4.迄今为止,对管内流动沸腾进行强化换热的方法主要是通过在内表面加工出各种形式的螺旋状肋(齿)实现的。中国专利cn2539948y提供一种内螺纹管,沿内表面上的螺旋齿顶脊上开有规则/不规则间距的切断脊式沟槽,形成螺旋齿呈间断状,俗称断续齿内螺纹管。中国专利cn201340220y提供一种内螺纹管,其螺旋齿包括有主齿和副齿,副齿分布在相邻主齿之间底壁上,高度小于主齿的1/2。俗称高低齿内螺纹管。中国专利cn2548109y提供的内螺纹管的内表面上具有螺旋齿,包括主、副两部分齿。主、副齿的螺纹方向不同,副齿与主齿的中心线相交,且副齿贯穿主齿的底部,形成相互交叉的网格状齿。俗称交叉齿内螺纹管。中国专利cn2534545y提供的内螺纹管,其螺旋齿顶部开有一三角形沟槽,使齿形剖面呈现m形。还有许多类似的螺旋齿的专利,不一一列举了。这些所设计的螺旋齿起到了壁面附有粗糙元作用。按照流体力学边界层理论,粗糙元的存在可以促使粘性底层内出现流体微团的碰撞现象,增加了物质与能量的传输能力,提高对流换热的效率。内表面具有螺旋齿的换热管广泛使用在对流换热场合,包括单相流,例如水或者空气通过换热管内与管外流体进行换热的场合。也采用上述内螺纹管。但是如前述,干蒸管的进口为液体,出口应该为蒸汽,经历了单相流动换热、相变换热,两相流换热,最后又形成单相流换热的流动与换热过程。换热的机理不仅存在单相对流换热,而且还有核态沸腾。螺旋齿虽对于单相对流换热起到很好的强化作用,但是对于核态沸腾的强化作用欠佳。
技术实现要素:
5.本技术解决的技术问题是:提出一种适用于管内流动沸腾的焊接换热管,有助于提升换热管的换热效率。
6.本技术的技术方案是:
7.一种适用于管内流动沸腾的焊接换热管,包括由金属带弯曲焊接形成的管体,所述管体的内表面设置有沿着所述管体的轴线方向依次间隔排列的多个凸柱区;
8.每一个所述凸柱区均分别包括沿着所述管体的轴线方向依次排列的第一凸柱组、第二凸柱组和第三凸柱组,所述第一凸柱组包括在与所述管体的轴线垂直的圆周方向上依次间隔排列的多个第一凸柱,所述第二凸柱组包括在与所述管体的轴线垂直的圆周方向上依次间隔排列的多个第二凸柱,所述第三凸柱组包括在与所述管体的轴线垂直的圆周方向上依次间隔排列的多个第三凸柱;
9.对于每一个所述凸柱区,沿着所述管体的轴线方向观察时,每一个所述第二凸柱均布置在对应的相邻两个所述第一凸柱之间。
10.一种可选的设计中,每一个所述第一凸柱、每一个所述第二凸柱、每一个所述第三凸柱均分别包括:
11.柱身,所述柱身从所述管体的内表面沿着所述管体的径向方向凸出而形成;以及
12.柱帽,所述柱帽一体形成于所述柱身的顶部;
13.其中,所述柱帽包括:
14.在所述径向方向上与所述顶部重叠的重叠部分,以及
15.一体环绕于所述重叠部分周围的外延部分。
16.一种可选的设计中,对于每一个所述凸柱区,沿着所述管体的轴线方向观察时,每一个所述第二凸柱均布置在对应的相邻两个所述第三凸柱之间。
17.一种可选的设计中,对于每一个所述凸柱区,所述多个第一凸柱沿着所述管体的圆周方向以第一间距依次等间隔排列,所述多个第二凸柱沿着所述管体的圆周方向以所述第一间距依次等间隔排列,所述多个第三凸柱沿着所述管体的圆周方向以所述第一间距依次等间隔排列。
18.一种可选的设计中,对于每一个所述凸柱区,沿着所述管体的轴线方向观察时,所述多个第一凸柱与所述多个第三凸柱完全重叠,每一个所述第二凸柱均布置在对应的相邻两个所述第三凸柱之间的中间位置。
19.一种可选的设计中,所述多个凸柱区沿着所述管体的轴线方向以第二间距依次等间隔排列,其中,所述第二间距大于所述第一间距。
20.一种可选的设计中,对于每一个所述凸柱区,所述第一凸柱组、所述第二凸柱组和所述第三凸柱组沿着所述管体的轴线方向以第三间距等间隔排列,其中,所述第三间距小于所述第二间距。
21.一种可选的设计中,所述第一间距为0.3-1.5mm,所述第二间距为不小于2.5mm,所述第三间距为0.3-1.5mm;
22.所述第一凸柱、所述第二凸柱、以及所述第三凸柱在所述管体径向方向上的高度均分别为0.1-0.3mm;
23.沿着所述管体的径向方向观察时,所述柱身是边长为0.2-0.8mm的正方形,所述柱帽是边长为0.25-1.3mm的正方形。
24.一种可选的设计中,所述多个凸柱区中的至少一个凸柱区中的每一个,均分别包括第四凸柱组,所述第四凸柱组包括沿着所述管体的圆周方向依次间隔排列的多个第四凸柱;
25.对于所述至少一个凸柱区中的每一个,所述第一凸柱组、所述第二凸柱组、所述第三凸柱组和所述第四凸柱组沿着所述管体的轴线方向依次排列;其中,沿着所述管体的轴线方向观察时,每一个所述第三凸柱均布置在对应的相邻两个所述第四凸柱之间。
26.本技术至少具有如下有益效果:
27.1,本技术在管体内表面上的众多凸柱形成了粗糙表面,对流体的边界层层流状态进行破坏,提高了对流换热。
28.2,本技术中管内的凸柱区非连续地间隔排布,并且凸柱区中的多个凸柱组、以及凸柱组中的多个凸柱按照一定规律排布。一方面,管内的液体很容易流入凸柱区之间的光滑区,光滑区的液体可非常容易地沿轴向从侧面流向凸柱区的各个凸柱尤其是凸柱的拐角区和凹槽,为尽可能多的凸柱提供充足的液体,从而在一定程度上缓解甚至完全消除凸柱区内的干涸现象。另一方面,凸柱区与光滑区交错排列,且均与换热管轴线垂直,形成了凸凹形的台阶状,根据流体力学理论,当液体掠过时,由于流体粘性作用,会在凹处造成横向涡流,形成二次流,从而再一次提高换热面的换热系数。
29.3,本技术将管内的凸柱设置成由柱身和柱帽构成的近似t字型的结构,凸柱的表面,尤其是柱帽外延部分的下表面和柱身的侧表面之间形成了拐角区,并且在柱帽外延部分的下表面、柱身的侧表面及管体的内表面之间形成了一圈环绕柱身的凹槽。在应用时,前述的拐角区和凹槽很容易捕获空气以及捕捉逸出气泡的残余部分,并将其储存形成汽化核心。在壁面过热度作用下,这些汽化核心可快速发展成气泡,形成剧烈的沸腾现象,提升换热管的换热效率。
30.4,得益于凸柱特别的类t字型结构,各凸柱的柱身之间的间距必然大于柱帽之间的间距,故管内轴向流动的液体容易从各凸柱柱身之间的大间隙流入凸柱区,而恰巧从柱身之间的大间隙流入凸柱区的液体可直接抵达作为气化核心的凸柱的拐角区和凹槽部位。
31.5,本技术提出的制造方法解决了传统工艺无法在换热管内表面加工出t字型凸柱的问题。
附图说明
32.为了更清楚地说明本技术实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本技术的一些实施例,而非对本技术的限制。
33.图1是本技术实施例一中焊接换热管局部展开后的结构示意图。
34.图2是图1中a-a向剖视示意图。
35.图3是图2的局部放大示意图。
36.图4是图1中x1部放大示意图。
37.图5是本技术实施例一中焊接换热管与光滑管换热管的换热性能对比图,图中,横轴表示质量流率,纵轴表示沸腾换热系数,圆形黑点表示本实施例换热管,方形黑点表示光滑管换热管。
38.图6是本技术实施例二中焊接换热管局部展开后的结构示意图。
39.图7是图6中b-b向剖视示意图。
40.图8是图6中x2部放大示意图。
41.附图标记说明:
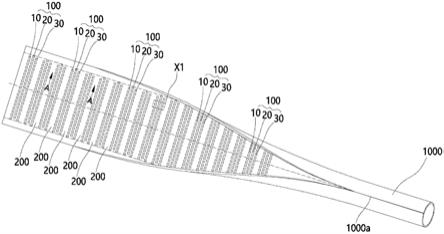
42.1000-管体,1000a-焊缝;
43.100-凸柱区,200-光滑区;
44.10-第一凸柱组,20-第二凸柱组,30-第三凸柱组,40-第四凸柱组;
45.1-第一凸柱,2-第二凸柱,3-第三凸柱,4-第四凸柱;
46.11-柱身,12-柱帽;
47.12a-重叠部分,12b-外延部分
48.d1-第一间距,d2-第二间距,d3-第三间距,h-凸柱的高度,l1-柱身的边长,l2-柱帽的边长。
具体实施方式
49.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术实施例的附图,对本技术实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于所描述的本技术的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其它实施例,都属于本技术保护的范围。可以理解,在不冲突的情况下,本文所描述的各个实施例的一些技术手段可相互替换或结合。
50.在本技术说明书和权利要求书的描述中,若存在术语“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。由此,限定有“第一”、“第二”等的对象可以明示或者隐含地包括一个或者多个该对象。并且,“一个”或者“一”等类似词语,不表示数量限制,而是表示存在至少一个,“多个”表示不少于两个。
51.在本技术说明书和权利要求书的描述中,若存在术语“连接”、“安装”、“固定”等,如无特别说明,均应做广义理解。例如,“连接”可以是分体连接,也可以是一体地连接;可以是直接相连,也可以是通过中间媒介间接相连;可以是不可拆卸地连接,也可以是可拆地连接。对于本领域的技术人员而言,可以根据具体情况理解前述术语在本技术中的具体含义。
52.在本技术说明书和权利要求书的描述中,若存在术语“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于清楚且简化地描述本技术,而不是指示或暗示所指的元件必须具有特定的方向、以特定的方位构造和操作,这些方向性术语是相对的概念,用于相对于的描述和澄清,可以根据附图中部件所放置的方位的变化而相应地发生变化。例如,若图中装置被翻转,被描述为在其他元件“下方”的元件将被定位在其他元件的“上方”。
53.在本技术说明书和权利要求书的描述中,若存在术语“被配置为”,取决于上下文,通常可以与“具有
…
能力”、“被设计为”、“用于”或“能够”互换。
54.现在,参照附图描述本技术的实施例。
55.<实施例一>
56.图1至图3示出了本技术这种焊接换热管的第一个具体实施例,其包括由金属带弯曲焊接形成的圆形的管体1000。管体1000的内表面设置有沿着该管体1000的轴线方向依次间隔排列的多个凸柱区100。多个凸柱区100沿着管体1000的轴线方向依次间隔排列,从而在任一相邻两个凸柱区100之间均形成了没有凸柱的相对光滑的光滑区200。每一个凸柱区100进一步地分别包括沿着该管体1000的轴线方向依次排列的多个凸柱组。
57.具体在本实施例中,每一个凸柱区100分别包括三个凸柱组,分别是沿着该管体
1000的轴线方向依次排列的第一凸柱组10、第二凸柱组20和第三凸柱组30。其中,第一凸柱组10包括在与管体1000的轴线垂直的圆周方向上依次间隔排列的多个第一凸柱1,即,第一凸柱组10包括多个第一凸柱1,而且该多个第一凸柱1在与管体1000的轴线垂直的圆周方向上依次间隔排列。第二凸柱组20包括在与管体1000的轴线垂直的圆周方向上依次间隔排列的多个第二凸柱2,即,第二凸柱组20包括多个第二凸柱2,而且该多个第二凸柱2在与管体1000的轴线垂直的圆周方向上依次间隔排列。第三凸柱组30包括在与管体1000的轴线垂直的圆周方向上依次间隔排列的多个第三凸柱3,即,第三凸柱组30包括多个第三凸柱3,而且该多个第三凸柱3在与管体1000的轴线垂直的圆周方向上依次间隔排列。各个凸柱组的多个凸柱沿着垂直于管体1000轴线的圆周方向上依次间隔排列,管内轴向流动的液体与凸柱组垂直,流体受到垂直凸柱组的阻挡作用而会产生向横向两侧的周向流动,从而增强了流体与换热管尤其是凸柱的接触作用,进而提高换热系数。并且,交错排列的、且均与管轴线垂直的凸柱区与光滑区形成了凸凹形的台阶状,由于流体粘性作用,会在凹处造成横向涡流,形成二次流,从而再一次提高换热面的换热系数。
58.对于每一个凸柱区100,其多个第二凸柱2与多个第一凸柱1在管体1000的圆周方向上错位布置,从而使得沿着管体1000的轴线方向观察时,每一个第二凸柱2均布置在对应的相邻两个第一凸柱1之间,可参阅图4。
59.根据流体边界层理论,在壁面附近流场可以划分为三个区域,其中靠近壁面为粘性底层区,然后是过渡区和湍流区。最大的热阻与流动阻力主要在粘性底层区内,在此区内,动量与能量的传递是依靠分子的震动和分子的布朗运动进行的,所以输运能力较差。如果在粘性底层内设置障碍物(例如本实施例中的凸柱),干扰了层流流动状态,引起了流体微团之间的碰撞,就会增加能量的输运能力。一方面,本实施例在管体内表面上的众多凸柱形成了粗糙表面,对流体的边界层层流状态进行破坏,提高了对流换热。另外一方面,由于凸柱区100非连续地间隔排布,凸柱区100与光滑区200交错排列,形成凸凹形的台阶状。根据流体力学理论,当液体掠过时,由于流体粘性作用,会在凹处造成横向涡流,形成二次流,从而再一次提高换热面的换热系数。对于管内的流动沸腾,其换热机理是单相流体的对流换热与核态沸腾相互叠加用的。故而,仅强化了单相对流换热是不够的,还需要强化核态沸腾。
60.为了强化该换热管的核态沸腾,本实施例将管体1000内的凸柱设置成下述这种结构:
61.在本实施例中,各个第一凸柱1、各个第二凸柱2和各个第三凸柱3具有基本相同的结构和尺寸。具体而言,请参照图4并结合图3所示,每一个第一凸柱1、每一个第二凸柱2、每一个第三凸柱3均分别包括柱身11和柱帽12。柱身11从管体1000的内表面沿着管体1000的径向方向凸出形成,柱帽12则一体形成于柱身11的顶部。而且,柱帽12包括在管体的径向方向上与前述顶部(即柱身11的顶部)重叠的重叠部分12a、以及一体环绕于重叠部分12a周围的外延部分12b。“在管体的径向方向上与柱身的顶部重叠”,是指:沿着管体1000的径向方向(也是凸柱的高度方向)观察时,与柱身的顶部相重叠。
62.本实施例这种结构的凸柱的表面,尤其是柱帽12外延部分12b的下表面和柱身11的侧表面之间形成有拐角区,并且在柱帽12外延部分12b的下表面、柱身11的侧表面及管体的内表面之间形成了一圈环绕柱身的凹槽。在应用时,前述的拐角区和凹槽更容易捕获空
气以及捕捉逸出气泡的残余部分,并将其储存形成汽化核心。在壁面过热度作用下,这些汽化核心可快速发展成气泡,形成剧烈的沸腾现象,提升换热管的换热效率。
63.一般而言,凸柱的数量越多或/和排布密度越大,换热管的换热性能越好。尤其是在本实施例中,这种类似t字型的凸柱数量越多,汽化核心就越多,汽化核心多就意味着气泡数目多,就会沸腾剧烈、旺盛,热交换量大。故本实施例将每一个凸柱区100中的各个凸柱紧凑地排列,相邻翅片间距很小,形成微小通道。然而,微小通道中气泡动力学与常规通道不同,微小通道内气泡运动受到壁面摩擦力的限制,浮力的作用减弱,影响了气泡的脱离速度,在凸柱区100的表面形成气膜,抑制了液体从凸柱顶部流入上述拐角区和凹槽,造成间歇性干涸,这不利于换热效率的提升。
64.对此,本实施例将各个凸柱区100在管体1000的轴线方向上依次间隔排列,从而在任一相邻两个凸柱区100之间均形成了没有凸柱的且具一定轴向尺寸的光滑区200。如此,在应用时,管内的液体很容易流入前述光滑区200,进一步的,光滑区200(非凸柱区)的液体能够非常容易地沿轴向从侧面流入凸柱区100尤其是凸柱的拐角区和凹槽,从而在一定程度上缓解甚至完全消除了翅片区内的上述干涸现象。
65.得益于凸柱的上述特别结构,各凸柱的柱身之间的间距必然大于柱帽之间的间距,故管内轴向流动的液体容易从各凸柱柱身之间的大间隙流入凸柱区,而恰巧从柱身之间的大间隙流入凸柱区的液体可直接抵达作为气化核心的凸柱的拐角区和凹槽部位。
66.可以理解,将相邻凸柱区100间隔布置,从而在凸柱区100之间形成的上述光滑区200,必然能够对凸柱区100最外侧的凸柱(例如各个第一凸柱1和第三凸柱3)提供较为充足的管内液体。为了让处于凸柱区100中部位置的第二凸柱2也能够更加充足地获得光滑区200的液体,并实施例将每一个凸柱区100的多个第二凸柱2与多个第一凸柱1在管体1000的圆周方向上错位布置,从而使得沿着管体1000的轴线方向观察时,每一个第二凸柱2均布置在对应的相邻两个第一凸柱1之间。如此,光滑区200的液体沿着管体1000的轴线方向向右流动时,至少一部分右流液体并不会受到第一凸柱1的阻挡而较为容易地流向第二凸柱2,从而为第二凸柱2尤其是第二凸柱2的拐角区和凹槽提供更多的液体。
67.将同一凸柱组中的第二凸柱2与第一凸柱1在管体1000的圆周方向上错位布置,从而减小了第一凸柱1对左侧凸柱区100右流液体的阻挡,使得第二凸柱2能够获得更多的右流液体。同理,为了让第二凸柱2还能够获得更多的左流液体,以进一步提升罐内沸腾强度,在本实施例中,对于每一个凸柱区100,其多个第二凸柱2与多个第三凸柱3在管体的圆周方向上也错位布置,从而使得沿着管体1000的轴线方向观察时,每一个第二凸柱2均布置在对应的相邻两个第三凸柱3之间。如此,在应用时,光滑区200的液体沿着管体1000的轴线方向向左流动时,至少一部分左流液体并不会受到第三凸柱3的阻挡而较为容易地流向第二凸柱2,为第二凸柱2提供更多的液体。
68.对于每一个凸柱区100,沿着管体1000的轴线方向观察时,其各个第二凸柱2不仅布置在对应的相邻两个第一凸柱1之间,还布置在对应的相邻两个第一凸柱1之间,从而使得各凸柱区100左侧和右侧的光滑区200的液体都能够较为容易地流向第二凸柱2,进而使得凸柱区100的每一个凸柱均能获得较为充足的液体以用于沸腾吸热,从而提升换热管的换热性能。
69.请一并接合图1、图2和图4所示,为了更加方便地获取凸柱区100中各个凸柱的上
述排布结构,并保证第二凸柱2能够更加充足地获得沿轴向输送的流体,在本实施例中,对于每一个凸柱区100,沿着管体1000的轴线方向观察时,第一凸柱组10中的每一个第一凸柱1分别与第三凸柱组30中对应的一个第三凸柱3完全重叠,每一个第二凸柱2均布置在对应的相邻两个第三凸柱3之间的中间位置。
70.在本实施例中,对于每一个凸柱区100,多个第一凸柱1沿着管体1000的圆周方向以第一间距d1依次等间隔排列,多个第二凸柱2沿着管体1000的圆周方向以第一间距d1依次等间隔排列,多个第三凸柱3沿着管体1000的圆周方向以第一间距d1依次等间隔排列。即,每一个凸柱区100的多个第一凸柱1沿着管体1000的圆周方向等间隔排列,每一个凸柱区100的多个第二凸柱2也沿着管体1000的圆周方向等间隔排列,每一个凸柱区100的多个第三凸柱3也沿着管体1000的圆周方向等间隔排列,并且任一相邻两个第一凸柱1的间距、任一相邻两个第二凸柱2的间距、以及任一相邻两个第三凸柱3的间距相等,均为第一间距d1。
71.上已述及,为了提升管内凸柱的数量或/和排布密度,应尽可能将各个凸柱紧凑排布,故上述第一间距d1不宜较大,优选0.3-1.5mm,具体在本实施例中,该第一间距d1为0.6mm。
72.为方便该换热管的制作,本实施例将上述多个凸柱区100沿着管体1000的轴线方向以第二间距d2等间隔排列。即,多个凸柱区100沿着管体1000的轴线方向等间隔排列,而且任一相邻两个凸柱区100的间隔距离为第二间距d2。
73.可以理解,第二间距d2越大,光滑区200的轴向尺寸越大,光滑区200能够获得的液体量越多;第二间距d2越小,光滑区200的轴向尺寸越小,光滑区200能够获得的液体量越少。然而,对于尺寸固定的换热管,光滑区200的轴向尺寸越大,凸柱区100的总的轴向尺寸就越小,即凸柱区100的总面积越小;光滑区200的轴向尺寸越小,凸柱区100的轴向尺寸就越大,即凸柱区100的总面积越大。虽然加大光滑区200的轴向尺寸能为凸柱区100提供更多的液体,但确减少了凸柱的总分布面积。而且当光滑区200的轴向尺寸过大时,其向两侧凸柱区100提供的液体存在赘余,并不能充分发挥大尺寸光滑区200的效能。可见,光滑区200的轴向尺寸不宜过大,也不宜过小。
74.一般来说,光滑区200的轴向尺寸,也即上述第二间距d2,不宜小于2.5mm。具体在本实施例中,第二间距d2为3mm。
75.在本实施例中,对于每一个凸柱区100,其第一凸柱组10、第二凸柱组20和第三凸柱组30沿着管体1000的轴线方向以第三间距d3等间隔排列。即,每一个凸柱区100中的第一凸柱组10、第二凸柱组20和第三凸柱组30沿着管体1000的轴线方向等间隔排列,而且第一凸柱组10与第二凸柱组20的间隔距离为第三间距d3,第二凸柱组20与第三凸柱组30的间隔距离也为第三间距d3。
76.可以理解,为了提升第一凸柱组10、第二凸柱组20和第三凸柱组30中各凸柱的数量或/和排布密度,上述第三间距d3应设置为小于上述第二间距d2的值,优选0.3-1.5mm,具体在本实施例中,该第三间距d3为0.6mm。
77.在本实施例中,沿着管体1000的径向方向观察时,柱身11和柱帽12均为正方形,柱帽12的边长大于柱身11的边长。正方形柱身11的边长优选0.2-0.8mm,正方形柱帽12的边长优选0.25-1.3mm。具体在本实施中,柱身11的边长为0.6mm,柱帽12的边长为0.8mm。
78.各个凸柱在管体100径向方向上的高度优选0.1-0.3mm,具体在本实施例中,各个凸柱的高度为2mm。换热管是外径为9.52mm的不锈钢管。
79.为了检验该换热管的换热性能,我们对本实施例的换热管和光滑管换热管进行了管内流动沸腾的对比实验,其中,光滑管换热管的内表面是没有凸柱结构的光滑表面,光滑管换热管的材质、尺寸与本实施例换热管相同。具体如下:
80.试验段采用套管式实验装置,即,管内通过r410a制冷剂,管外,也即不同管径之间的夹层,通过去离子水对制冷剂加热。蒸发温度为6℃。
81.实验结果如图5所示。图中的横坐标为r410a的质量流率,纵坐标为管内的沸腾换热系数,图中圆形黑点表示本实施例换热管,方形黑点表示光滑管换热管。实验结果显示本实施例换热管的沸腾换热系数是光滑管的1.2—1.7倍。
82.<实施例二>
83.图6至图8示出了本技术这种焊接换热管的第二个具体实施例,其具有与实施例一中焊接换热管基本相同的结构,可参考实施例一的描述进行理解,主要不同在于:
84.管体1000内的每一个凸柱区100除了设置有第一凸柱组10、第二凸柱组20、第三凸柱组30之外,还设置有第四凸柱组40。第四凸柱组40包括沿着管体1000的圆周方向依次间隔排列的多个第四凸柱4。对于每一个凸柱区100,其第一凸柱组10、第二凸柱组20、第三凸柱组30和第四凸柱组40沿着管体1000的轴线方向依次等间隔排列,并且沿着管体1000的轴线方向观察时,每一个第三凸柱3均布置在对应的相邻两个第四凸柱4之间。如此,使得第三凸柱3能够较为容易地获得从第四凸柱4方向流来的液体,第二凸柱2能够较为容易地获得从第一凸柱1方向流来的液体。
85.在本实施例中,对于每一个凸柱区100,沿着管体1000的轴线方向观察时,每一个第一凸柱1均与对应的一个第三凸柱3在管体1000完全重叠,每一个第二凸柱2与对应的一个第四凸柱4完全重叠,每一个第二凸柱2均布置在对应的相邻两个第三凸柱3之间的中间位置,每一个第三凸柱3均布置在对应的相邻两个第四凸柱4之间的中间位置。
86.在另一个实施例中,管内的一部分凸柱区100仅设置有第一凸柱组10、第二凸柱组20、第三凸柱组30,而其余的凸柱区100设置有第一凸柱组10、第二凸柱组20、第三凸柱组30和第四凸柱组40。
87.<实施例三:焊接换热管的制造方法>
88.本实施例提出了制造方法,用于制造上述实施例一或实施例二的焊接换热管,该方法包括:
89.s101,提供钢带和滚压轮,其中,滚压轮的滚压面制有向内凹陷的槽,槽的形状与柱身11的形状相对应。
90.为了提升产品的质量,可使用化学药品对钢带清洗,待清洗的钢带干燥后,对钢带作整边处理,使钢带宽度与厚度均匀一致。
91.s102,通过滚压轮在钢带的表面碾压出柱身。
92.此步骤完成后,在钢带表面碾压出的凸起结构是没有柱帽的、粗细相对均匀的柱身。
93.s103,再碾压柱身的顶部,使柱身11的顶部向外围延伸而形成柱帽。
94.可以理解,当柱身的顶部受到沿高度方向上的机械碾压力后,会产生向外延伸的
变形,该变形导致在柱身的顶部形成了面积较大的柱帽。
95.s104,在成型机上将钢带弯曲、使钢带的两条相对侧边相互接触形成直缝,通过氩弧焊工艺对直缝处焊接,形成焊管。
96.在实施中,在完成步骤s104后,还可使用在线的涡流探伤仪对焊管的焊缝进行检验,以确保焊接严实,并在确认焊缝质量达标后,在保护性气氛中对焊管作固溶处理,以提升焊管质量。前述保护性气氛可以是氢气浓度25%为气氛。
97.以上仅是本技术的示范性实施方式,而非用于限制本技术的保护范围,本技术的保护范围由所附的权利要求确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。