1.本实用新型涉及底板加工技术领域,其具体设计一种浸渍纸层压木质地板、浸渍纸层压实木复合地板生产加工过程中自动上料、企口、倒角涂漆、除醛、企口封蜡和包装、塑封等生产连线系统。
背景技术:
2.目前地板生产过程中大部分企业各功能生产设备是单独排布的,也有少部分企业将两至三个功能生产设备串联在一起生产,这样的设备布局造成工厂缺少统筹规划、布局零散、占地面积大、单机加工、水电气基础设施线路复杂、人工用量大、重复倒线生产、重复搬运及质量损伤、工人劳动强度高、生产效率低下、生产成本高等弊端。为了地板生产的高效性、便捷性,提高经济效益,解决招工难问题,因此需要统筹规划,合理布局,提升产品加工自动化,降低人工使用量和劳动强度。
技术实现要素:
3.为了解决现有技术中的问题,本实用新型提供一种充分利用空间以及节约成本、提高效率的半自动化底板生产连线系统。
4.为实现上述目的,本实用新型采用如下技术方案:
5.半自动化地板生产连线系统,该生产连线系统包括依次连接设置的上料装置、接料装置、送料装置、企口装置、涂漆装置、除尘装置、除醛装置、企口封蜡装置、检验装置、包装装置、码垛装置,其中,
6.所述的上料装置设置在接料装置上,所述送料装置包括与接料装置连接的第一输送及翻板机构以及设置在第一输送及翻板机构前方的定位进料输送机构,其所述的接料装置与输送及翻板机构呈直线布置,所述的企口装置包括长边企口设备与设置在长边企口设备前方的短边企口设备,所述的定位进料机构被配置成用于将物料导向输送至长边企口设备,所述的长边企口设备、定位进料输送机构呈直线排布,且长边企口设备、定位进料输送机构与第一输送及翻板机构呈型排布;
7.所述的短边企口设备与长边企口设备呈
“┐”
型布置,短边企口设备与涂漆装置之间华设有沿短边企口设备直线延伸方向设置的第二输送及翻板机构以及可调节转向输送机构,用于将短边企口设备的物料向前输送至涂漆装置,所述的除尘装置被构造在涂漆装置的前方;
8.所述的企口除醛装置、封蜡装置、检验装置、包装装置以及码垛装置被依次配置在除尘装置的左侧。
9.作为优选方案的,所述的涂漆装置为外挂式倒角涂漆装置,其整体为
“┘”
型,且被配置在可调节转向输送机构右侧,涂漆装置包括首尾依次相连的中转转向料仓及输送机、中转转向料仓双端倒角涂漆机、双端红外干燥机,第一中转料仓及转向输送机、第二中转料仓及转向输送机、第一爬坡机、第一输送机、长边倒角涂漆机、长边红外干燥机、第二输送
机,其中,所述的第一输送机、长边倒角涂漆机、长边红外干燥机、第二输送机与除尘装置、除醛装置处于同一条直线。
10.作为优选方案的,所述的封蜡装置包括设置在企口除醛装置前方的长边封蜡机以及设置在长边封蜡机前方的短边封蜡机,且所述的长边封蜡机与短边封蜡机呈“∟”排列。
11.作为优选方案的,所述的检验装置被设置在短边封蜡机左前方,所述检验装置包括检验输送机,所述检验输送机的坡度为25度、长度为3米,所述检验输送机与短边封蜡机之间通过第一弧形转向输送机连接,且检验输送机与长边封蜡机平行设置。
12.作为优选方案的,所述的包装装置包括设置在检验输送机正前方的自动包装机构以及设置在自动包装机构前方的外包装塑封机构,
13.所述自动包装机构包括沿检验输送机直线延伸方向依次设置的自动叠板机、半自动包装机、包装台及可拆卸滑轨以及设置在半自动包装机一侧的纸箱运输机,
14.所述的外包装塑封机构与自动包装机构平行设置且与长边封蜡机位于同一条直线上,外包装塑封机构通过转向输送及翻板机构与包装台及可拆卸滑轨相连,
15.所述的转向输送及翻板机构包括用于起左转向的弧形转向输送机以及用于将包装完毕的整包地板从背面翻转至正面的翻板机,所述的翻转机被布置在与外包装塑封机构同一条直线上,所述的弧形转向翻转机首尾分别与翻转机、包装台及可拆卸滑轨连接。
16.作为优选方案的,所述的码垛装置包括待码垛输送机以及机械臂码垛装置,所述的待码垛输送机通过转向输送机与外包装塑封机构连接,且所述的待码垛输送机与外包装塑封机构呈“∟”排列。
17.作为优选方案的,定位进料输送机构与第一输送及翻板机构之间还设有中转料仓及导向输送机。
18.作为优选方案的,所述的长边企口设备前方设有输送机及喷码机构,而后输送机机喷码机构将带有喷码信息的物料传送至短边企口设备。
19.本实用新型各部分结构设计流畅且更加精巧,将多工序集中以及优化流程,将原来单独作业的设备,整合为生产连线,节约了加工区域场地的使用和半成品的周转区;本生产连线自动化程度高,不仅降低了工人的劳动强度,而且通过调节转向输送装置、外挂式倒角涂漆系统,解决了单独倒角涂漆时的倒线和重复搬运问题,产品可快速地在倒角涂漆和非倒角涂漆产品的切换,使得整条产线的生产效率较之单独排布时提高3倍以上、电、气、人工的生产成本降低70%,用工人数从原材料19人降低到8人。
附图说明
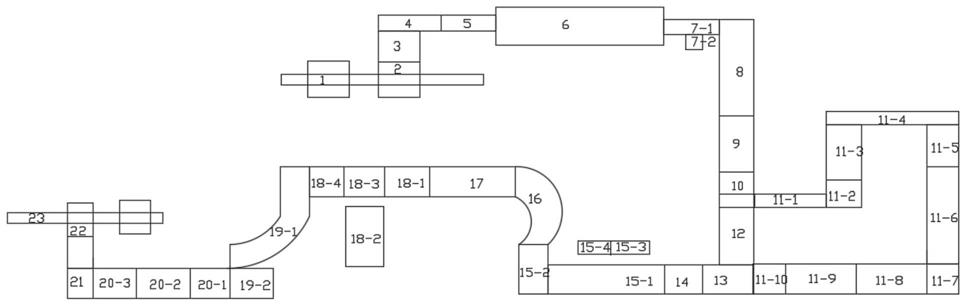
20.图1为本实用新型整体排布俯视图;
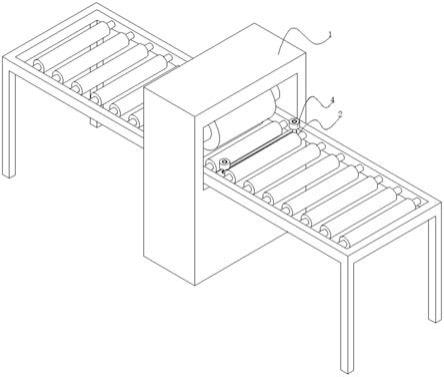
21.图2为上料装置结构示意图;
22.图3为可调节转向输送机构示意图。
23.其中,1上料装置、1-1龙门架、1-2水平移动皮带、1-3升降移动皮带、1-4升降柱、1-5转向盘、1-6夹具;2接料装置、3第一输送及翻板机构、4中转料仓及导向输送机5定位进料输送机构、6长边企口设备、7-1输送机、7-2喷码机构、8短边企口设备、9第二输送及翻板机构、10可调节转向输送机构、10-1机体、10-2弧形卡槽、10-3可调节轴和固定螺丝、10-4输送带、10-5固定轴;11-1中转料仓及转向输送机、11-2双端倒角涂漆机、11-3双端红外干燥机、
11-4第一中转料仓及转向输送机、11-5第二中转料仓及转向输送机、11-6第一爬坡机、11-7第一输送机、11-8长边倒角涂漆机、11-9长边红外干燥机、11-10第二输送机、12爬坡输送机、13除尘装置、14除醛装置、15-1长边封蜡机、15-2短边封蜡机、15-3蜡箱、15-4控制柜、16第一弧形转向输送机、17检验输送机、18-1、自动叠板机、18-2纸箱运输机、18-3半自动包装机、18-4包装台及可拆卸滑轨、19-1第二转向输送机、19-2翻板机、20-1塑封膜封切机、20-2热风收缩机、20-3冷风装置、21第三转向输送机、22、待码垛输送机、23机械臂码垛装置。
具体实施方式
24.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
25.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的方法或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”、“固持”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内段的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用以限定本实用新型。
28.如图1至图3所示,本实用新型实施例提供一种半自动化地板生产连线系统,该生产连线系统包括依次连接设置的上料装置1、接料装置2、送料装置、企口装置、涂漆装置、除尘装置、除醛装置、企口封蜡装置、检验装置、包装装置、码垛装置,其中,
29.所述的上料装置1设置在接料装置2上,所述送料装置包括与接料装置2连接的第一输送及翻板机构3以及设置在第一输送及翻板机构3前方的定位进料输送机构5,其所述的接料装置2与输送及翻板机构呈直线布置,所述的企口装置包括长边企口设备6与设置在长边企口设备6前方的短边企口设备8,所述的定位进料输送机构5被配置成用于将物料导向输送至长边企口设备6,所述的长边企口设备6、定位进料输送机构5呈直线排布,且长边企口设备6、定位进料输送机构5与第一输送及翻板机构3呈型排布;
30.所述的短边企口设备8与长边企口设备6呈
“┐”
型布置,短边企口设备8与涂漆装置之间还设有沿短边企口设备8直线延伸方向设置的第二输送及翻板机构9以及可调节转向输送机构10,用于将短边企口设备8的物料向前输送至涂漆装置,所述的除尘装置被构造在涂漆装置的前方;
31.所述的企口除醛装置、封蜡装置、检验装置、包装装置以及码垛装置被依次配置在
除尘装置的左侧;本技术方案中,将多工序集中设置并优化流程,提高效率,同时各工序装置之间在场地的排布以及安装设计结构精巧,极大的利用场地空间,且不会造成各工序之间凌乱;
32.其中,所述的上料装置1包括龙门架1-1、水平移动皮带1-2、升降移动皮带1-3、升降柱1-4、转向盘1-5、夹具1-6,通过夹具和压板来抓取和固定地板块料;通过转向盘1-5、转向电机和系统程序可作循环90度转向动作;通过红外定点系统来定位上料装置1机械臂的水平和垂直位置;通过升降移动皮带1-3、升降柱1-4作垂直往复输送动作;通过水平移动皮带1-2作水平往复输送动作;且可在接料装置22两侧或一侧调节上料,可将地板块料运输到接料装置2上;
33.所述的接料装置2包括机体、输送带、红外感应系统、计时器等,可匀速间隔点动送料至第一输送及翻板机构3上,且感应系统与上料装置1的机械臂互联,待最后一组板件离开接料皮带后发送信号给上料装置1的机械臂,方可让机械臂下料至接料皮带上;所述的第一输送及翻板机构3包括机体、输送皮带、翻板装置、红外感应器等,可将每组板件的正面翻转至背面,然后输送至中转料仓;
34.所述的定位进料输送机构5与第一输送及翻板机构3之间还设有中转料仓及导向输送机4;且所述的定位进料输送机构5、中转料仓及导向输送机4均包括机体、料仓、输送带、导向输送靠山、导向挡板、压轮,主要将板材按基准要求导向输送至企口设备;
35.所述长边企口设备6采用德国豪迈六轴企口机;
36.所述的长边企口设备6前方设有输送机及喷码机构,而后输送机及喷码机构将带有喷码信息的物料传送至短边企口设备8;所述的输送机及喷码机构包括输送带、机体以及喷码打印机,可加速将地板带离长边企口设备6,通过输送速度和喷印速度匹配设置,输送过程中可在地板背面喷印原材料代码、生产日期、等级等信息,然后输送到短边企口设备8料仓内;
37.所述接料装置2、第一输送及翻板机构3与中转料仓及导向输送机4、定位进料输送机构5、长边企口设备6、输送机及喷码机构7呈型排列;
38.所述的短边企口设备88,采用德国豪迈六轴企口机;所述的第二输送及翻板机构9包括机体、输送皮带、翻板装置、红外感应器等,可将企口后每片板背面翻转至正面,然后输送到可调节转向输送机构10上;
39.所述的涂漆装置与除尘装置之间设有爬坡输送机12;
40.所述的可调节转向机构包括机体10-1、可调节弧形卡槽10-2、弧形可调节机构、可调节轴和固定螺丝10-3、输送带10-4、固定轴10-5,可自由调节输送带的高低,根据产品生产需要,既可输送至转向中转转向料仓,也可输送到爬坡输送机;
41.所述输送机及喷码机构7与短边企口设备8呈
“┐”
型排列。所述短边企口设备8、第二输送及翻板机构9、可调节转向输送机构1010及爬坡输送机12呈直线相连;
42.进一步地,具体请参照图1,所述的涂漆装置为外挂式倒角涂漆装置,其整体为
“┘”
型,独立于生产连线主线,生产倒角涂漆系列产品时可开启进行倒角涂漆及干燥工艺,生产非倒角涂漆系列产品时可关闭此系统,直接从可调节转向输送机构10输送到爬坡输送带,然后进入除醛装置前的转向料仓及除尘装置;且被配置在可调节转向输送机构10右侧,涂漆装置包括首尾依次相连的中转转向料仓及输送机11-1、中转转向料仓双端倒角涂漆机
11-2、双端红外干燥机11-3,第一中转料仓及转向输送机11-4、第二中转料仓及转向输送机11-5、第一爬坡机11-6、第一输送机11-7、长边倒角涂漆机11-8、长边红外干燥机11-9、第二输送机11-10,其中,所述的第一输送机11-7、长边倒角涂漆机11-8、长边红外干燥机11-9、第二输送机11-10与除尘装置、除醛装置处于同一条直线;
43.具体的,所述短边企口设备8、第二输送及翻板机构9、可调节转向输送机构10及爬坡输送机12与中转料仓及除尘装置13呈
“┘”
型排列,与中转转向料仓及输送机11-1呈
“└”
排列;所述中转转向料仓及输送机11-1,与直线相连的中转转向料仓双端倒角涂漆机11-2、双端红外干燥机11-3,呈
“┘”
字排列;所述直线相连的中转转向料仓双端倒角涂漆机11-2、双端红外干燥机11-3与第一中转料仓及转向输送机11-4呈型排列;所述第一中转料仓及转向输送机11-4与直线相连的第二中转料仓及转向输送机11-5、第一爬坡机11-6呈
“┐”
型排列;所述直线相连的第二中转料仓及转向输送机11-5、第一爬坡机11-6与第一输送机11-7呈
“┘”
型排列;所述第一输送机11-7、长边倒角涂漆机11-8、长边红外干燥机11-9、第二输送机11-10、除尘装置13呈直线相连;
44.本技术方案解决了单独倒角涂漆时的倒线和重复搬运问题,产品可快速地在倒角涂漆和非倒角涂漆产品的切换,提高了工作效率以及节省了人工成本。
45.所述除尘装置13包括机体、料仓、除尘毛刷等,主要起地板板面除尘和地板转向作用。
46.所述除醛装置14为江苏豪福生产,可用于地板表面和内部除醛。
47.进一步地,所述的封蜡装置为江苏盛金生产,包括设置在除醛装置前方的长边封蜡机、设置在长边封蜡机前方的短边封蜡机以及蜡箱15-3、控制柜15-4,主要用于地板企口的封蜡,且所述的长边封蜡机与短边封蜡机呈“∟”排列。
48.更进一步地,所述的检验装置被设置在短边封蜡机左前方,所述检验装置包括检验输送机17,所述检验输送机的坡度为25度、长度为3米,可在慢速输送过程中当检验台使用,所述检验输送机17与短边封蜡机15-2之间通过第一弧形转向输送机16连接,且检验输送机与长边封蜡机15-1平行设置、所述第一弧形转向输送机16包括机体和弧形皮带,起左转向和降速作用,并减少设备使用场地。
49.更进一步的,所述的包装装置包括设置在检验输送机正前方的自动包装机构以及设置在自动包装机构前方的外包装塑封机构,
50.所述自动包装机构包括沿检验输送机直线延伸方向依次设置的自动叠板机、半自动包装机、包装台及可拆卸滑轨以及设置在半自动包装机一侧的纸箱运输机,代替人力进行包装前道工作。所述检验输送机17、自动叠板机18-1、半自动包装机18-3、包装台及可拆卸滑轨18-4呈直线相连,且检验输送机17与第一弧形转向输送机出口端相连,与长边封蜡机平行;
51.所述的外包装塑封机构与自动包装机构平行设置且与长边封蜡机位于同一条直线上,外包装塑封机构通过转向输送及翻板机构与包装台及可拆卸滑轨相连,所述的外包装塑封机构包括塑封膜封切机20-1、热风收缩机20-2、冷风装置20-3,可对整包地板进行外包塑封处理。所述封膜封切机20-1、热风收缩机20-2、冷风装置20-3,成直线排列,与长边封蜡机15-1在同一直线上;
52.所述的转向输送及翻板机构包括用于起左转向的第二弧形转向输送机19-1以及
用于将包装完毕的整包地板从背面翻转至正面的翻板机19-2,所述的翻转机被布置在与外包装塑封机构同一条直线上,所述的第二弧形转向翻转机首尾分别与翻转机、包装台及可拆卸滑轨连接。
53.更进一步地,所述的码垛装置包括待码垛输送机以及机械臂码垛装置,所述的待码垛输送机通过第三转向输送机与外包装塑封机构连接,且所述的待码垛输送机与外包装塑封机构呈“∟”排列,所述第三转向输送机21包括机体、纵向输送装置、横向输送装置,主要承接热风收缩机20-2出料后将整包地板转向输送到待码垛输送机22上;所述第三转向输送机21与外包装塑封系统20呈直线相连。
54.具体的,所述待码垛输送机22包括机体、输送带、红外感应系统、计数器等,可匀速间隔点动承接第三转向输送机21所送地板,且感应器与机械臂互联,待承接到设定数量的地板后发送信号给机械臂,方可让机械臂抓取地板码垛至托盘上。所述待码垛输送机22与第三转向输送机21呈“∟”排列。
55.所述机械臂码垛装置23安装于横跨转向待码垛输送机22的龙门架1-1上,包括水平移动皮带1-2、升降移动皮带1-3、升降柱1-4、转向盘1-5、夹具等构件组成,通过夹具来抓取固定包数的地板;通过转向盘1-5、转向电机和系统程序可作循环90度转向动作;通过红外定点系统来定位机械臂的水平和垂直位置;通过升降移动皮带1-3、升降柱1-4作垂直往复输送动作;通过水平移动皮带1-2作水平往复输送动作;且可在待码垛输送机22两侧或一侧调节码垛,可将多件地板码垛到托盘上。
56.本实用新型各部分结构设计流畅且更加精巧,将多工序集中以及优化流程,将原来单独作业的设备,整合为生产连线,节约了加工区域场地的使用和半成品的周转区;本生产连线自动化程度高,不仅降低了工人的劳动强度,而且通过调节转向输送装置、外挂式倒角涂漆系统,解决了单独倒角涂漆时的倒线和重复搬运问题,产品可快速地在倒角涂漆和非倒角涂漆产品的切换,使得整条产线的生产效率较之单独排布时提高3倍以上、电、气、人工的生产成本降低70%,用工人数从原材料19人降低到8人。
57.本实用新型中各工序装置具体结构以及连接关系采用现有设备中的设计。
58.应当指出,以上实施例仅是本实用新型的代表性例子。本实用新型还可以有许多变形。凡是依据本实用新型的实质对以上实施例所作的任何简单修改、等同变化与修饰,均应认为属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。