1.本实用新型涉及方罐压花技术领域,更具体地说,是一种异步式方罐压花装置的动力装置。
背景技术:
2.方罐压花是在金属材质的罐体表面形成凸凹纹理的一种冷压工艺。通常的做法是将罐体放在压花工位,驱动具有凸凹纹理的内模和外模相对运动,挤压罐体,以此在罐体形成凸凹纹理。
3.传统的方罐压花工艺为同步式。即内模板和外模板同步动作,对罐体挤压,在罐体形成的凸凹纹理。此工艺存在罐体容易发生无规律的位移,致使在罐体形成的凸凹纹理的一致性不佳的技术缺陷。
4.异步式方罐压花装置,在压花时,内模板先动作,抵住方罐内壁后,外模板再动作,挤压方罐形成凸凹纹理,有效克服了同步式工艺存在的技术缺陷。
5.异步式方罐压花装置中由于内模板和外模板不是同步动作的,因此需要分别为它们配置动力装置,这导致了内模板和外模板的动作时序难以保证。
技术实现要素:
6.本实用新型的目的是提供一种异步式方罐压花装置的动力装置,以至少在一定程度解决异步式方罐压花装置存在的上述技术缺陷。
7.为达上述目的,本实用新型采用的技术方案如下:
8.一种异步式方罐压花装置的动力装置,所述异步式方罐压花装置包括驱动内模组件的第一动力杆和驱动外模组件的第二动力杆,所述动力装置包括:电机;以及动力转换器,所述动力转换器设置于所述电机的动力输出轴与所述第一动力杆、以及所述电机的动力输出轴与所述第二动力杆之间,用于将所述动力输出轴的旋转运动转换成驱动所述述第一动力杆和所述第二动力杆按照设定的时序分别向下运动的动力。
9.在上述的异步式方罐压花装置的动力装置中,优选地,所述动力转换器包括:与所述第一动力杆的动力输入端配合的、一端铰接于机身的第一摆臂;与所述第二动力杆的动力输入端配合的、一端铰接于机身的第二摆臂;安装于所述机身的、与所述电机的动力输出轴传动配合的动力轴;安装于所述动力轴的、与所述第一摆臂的上端抵接配合的第一凸轮;安装于所述动力轴的、与所述第二摆臂的上端抵接配合的第二凸轮;驱动所述第一摆臂向上复位的第一复位器;以及驱动所述第二摆臂向上复位的第二复位器。
10.在上述的异步式方罐压花装置的动力装置中,优选地,所述机身包括用于调节所述第一摆臂的高度和所述第二摆臂的高度的高度调节机构。
11.在上述的异步式方罐压花装置的动力装置中,优选地,所述高度调节机构包括:设置于所述机身的导轨;与所述导轨配合的、用于安装所述第一摆臂或所述第二摆臂的滑块;固定于所述滑块的、且与所述机身螺纹配合的丝杆;以及安装于所述丝杆的、用于将所述丝
杆保持在调节后的位置的锁定螺母。
12.在上述的异步式方罐压花装置的动力装置中,优选地,所述第一摆臂对应所述第一凸轮和所述第一动力杆的动力输入端分别设置有第一滚轮;所述第二摆臂对应所述第二凸轮和所述第二动力杆的动力输入端分别设置有第一滚轮。
13.在上述的异步式方罐压花装置的动力装置中,优选地,所述第二凸轮、所述第二摆臂和所述第二复位器的数量均为两个,两个所述第二摆臂位于所述第一摆臂的两侧、且相对所述第一摆臂呈镜像设置。
14.在上述的异步式方罐压花装置的动力装置中,优选地,所述第一复位器和所述第二复位器均为液压器件。
15.与现有技术相比,本实用新型至少具有以下有益效果:
16.本实用新型利用同一个电机通过动力转换器为异步式方罐压花装置的内模组件和外模组件提供动力,因而可以保证内模组件和外模组件按照设定的时序精确运动。
附图说明
17.图1为方罐压花装置的整体结构示意图;
18.图2为其爆炸图;
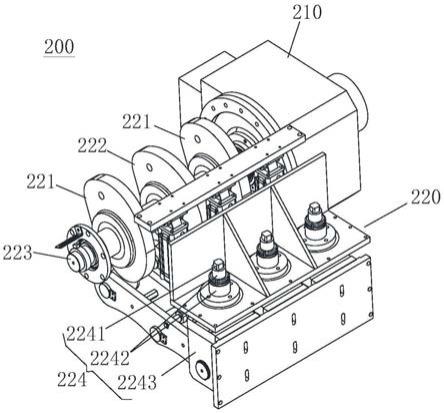
19.图3为其中的动力装置的示意图;
20.图4为其中的动力装置在另一视角的示意图;
21.图5为外模驱动子系统及动力均衡器的示意图;
22.图6为图5的仰视状态图;
23.图7为外模组件的立体图;
24.图8为外模组件的仰视图;
25.图9为内模支撑板的示意图;
26.图10为内模组件的立体图;
27.图11为内模组件的仰视图;
28.图12为图11的a-a剖视图;
29.图13为内模驱动子系统的示意图;
30.图14为动力装置与压花总成组合状态示意图;
31.附图标记:
32.100、机身;
33.200、动力装置;
34.210、电机;220、动力转换器;221、第二凸轮;222、第一凸轮;223、动力轴;224、高度调节机构;2241、丝杆;2242、锁定螺母;2243、滑块;225、第一滚轮;226、第二摆臂;227、第一摆臂;228、第二复位器;229、第一复位器;
35.300、压花总成;
36.310、均衡器;311、第二动力杆;312、第一传动板;313、第一连杆;314、第二传动板;315、第二连杆;
37.320、外模驱动子系统;321、驱动板;322、第三凸轮;
38.330、支架;331、基板;332、外模上支撑板;333、外模下支撑板;
39.340、外模组件;341、外面模板;342、外角模板;343、第二滚轮;344、第四滚轮;
40.350、内模支撑板;351、导向凸部;
41.360、内模复位子系统;361、弹簧绳;362、第三挡板;363、第三压簧;
42.370、内模组件;371、内面模板;372、内角模板;373、第五滚轮;374、绳槽;375、第三滚轮;
43.380、内模驱动子系统;381、第一动力杆;382、第四凸轮;
44.390、外模复位子系统;391、第二挡板;392、第二压簧;393、外挡块; 394、滑杆;396、导杆;397、第一压簧。
具体实施方式
45.下面结合附图和实施例对本发明做进一步说明。
46.实施例一:异步式方罐压花方法
47.本异步式方罐压花方法包括以下步骤:驱动内模组件动作;以及在内模组件的各模板运动至与方罐的内壁相抵接的位置之后,驱动外模组件动作,使所述外模组件的各模板向内模组件的对应模板运动挤压所述方罐的罐壁,从而在所述方罐的罐壁形成花纹。
48.进一步压花后的脱模步骤包括:解除对所述外模组件的驱动力;以及在所述外模组件的各模板脱离所述方罐之后,解除对所述内模组件的驱动力,使所述内模组件在复位系统的作用下,脱离所述方罐,恢复至初始位置。
49.相比传统的同步式的方罐压花工艺,上述方法中,内模板先于外模板动作,使得在外模板与内模板合模进行压花之前,内模板对罐体形成支撑定位,因此可以有效避免在压花时罐体发生位移,从而有效避免了压花使罐体扭曲变形,提高了压花良品率。
50.实施例二:异步式方罐压花装置
51.参照图1,本异步式方罐压花装置包括:压花总成300,驱动压花总成300 的动力装置200,二者安装于机身100上。
52.参照图2,压花总成300包括:支架330、内模组件370、外模组件340、内模驱动子系统380、外模驱动子系统320、内模复位子系统360和外模复位子系统390(见图14)。内模组件370、外模组件340、内模驱动子系统380、外模驱动子系统320、内模复位子系统360和外模复位子系统390组合于支架330 上,构成了压花总成300。压花时,外模组件340和内模组件370相向运动,对放置在二者之间的方罐的罐壁挤压,从而在的罐壁形成凸凹纹理。本技术中,将内模驱动子系统380和外模驱动子系统320统称为内模组件370和外模组件 340的驱动系统,将内模复位子系统360和外模复位子系统390统称为内模组件370和外模组件340的复位系统。
53.其中,所述驱动系统除了具有内模驱动子系统380和外模驱动子系统320,还具有顺序控制器,所述顺序控制器用于控制所述内模驱动子系统380和所述外模驱动子系统320,使得在压花时所述内模组件370的各模板先于所述外模组件340的各模板到达罐壁。其中的顺序控制器,具体可以采用机械式控制装置,也可以采用控制芯片或分立元件控制电路。
54.可以作为顺序控制器的控制芯片包括但不限于单片机、cpu(中央处理器)、 mcu(微控制器)、dsp(数字处理器)等。采用控制芯片时,采用两个动力源,分别作为内模驱动子
系统380的动力源和外模驱动子系统320的动力源,通过控制芯片控制两个动力源输出动力的时序,从而驱动内模组件370和外模组件 340按照实施例一所述的异步式方罐压花方法动作。
55.可以作为顺序控制器的分立元件控制电路包括但不限于定时器、延时继电器、定时电路、延时电路等。采用分立元件控制电路时,也需采用两个动力源,分别作为内模驱动子系统380的动力源和外模驱动子系统320的动力源,通过分立元件控制电路,控制两个动力源输出动力的时序,从而驱动内模组件370 和外模组件340按照实施例一所述的异步式方罐压花方法动作。
56.可以作为顺序控制器的机械式控制装置包括动力转换器220。当采用动力转换器220作为顺序控制器时,仅需使用一个动力源。图3和图4中示出了采用动力转换器220和一个电机210构成的动力装置200。参照图3和图4,动力转换器220包括:第一摆臂227、第二摆臂226、动力轴223、第一凸轮222、第二凸轮221、第一复位器229、第二复位器228。进一步结合图3、图4、图5、图13、图14,第一摆臂227的一端和第二摆臂226的一端分别铰接于机身,第一摆臂227的中部与驱动内模组件370的第一动力杆381的动力输入端相对应,第二摆臂226的中部与驱动外模组件340的第二动力杆311的动力输入端相对应,动力轴223安装于机身100且可转动,动力轴223与电机210的动力输出轴传动配合,第一凸轮222和第二凸轮221分别固定在动力轴223、且与第一摆臂227的上端和第二摆臂226的上端对应抵接配合,第一复位器229和第二复位器228对应安装于第一摆臂227和机身100之间、以及第二摆臂226和机身100之间,分别用于驱动第一摆臂227和第二摆臂226向上复位。第一复位器229和第二复位器228优选液压器件,具有复位动作平稳、可靠性好、寿命长等特点。
57.如图4所示,进一步第一摆臂227对应所述第一凸轮222和所述第一动力杆381的动力输入端分别设置有滚轮,第二摆臂226对应所述第二凸轮221和所述第二动力杆311的动力输入端分别设置有滚轮,为方便区分,以下将设置在第一摆臂227和第二摆臂226的上述滚轮称为第一滚轮225,该滚轮有利于减少配合摩擦,降低机械故障。
58.如图3所示,进一步在机身100设置有用于调节所述第一摆臂227的高度和所述第二摆臂226的高度的高度调节机构224,可以方便地调节第一摆臂227 和第二摆臂226中任意一个的高度。
59.参照图3,以第二摆臂226为例,其高度调节机构224的一种具体构造包括:设置于所述机身100的侧部的导轨(未图示);与所述导轨配合的、用于安装第二摆臂226的滑块2243;固定于所述滑块2243的、且与所述机身100的顶部螺纹配合的丝杆2241;以及安装于所述丝杆2241的、用于将所述丝杆2241 保持在调节后的位置的锁定螺母2242。通过旋转丝杆2241,可以使滑块2243 相对机身100向上或向下滑动,从而调节第二摆臂226的高度,调节好后,将锁定螺母2242拧紧,丝杆2241与机身100锁定,第二摆臂226的高度被锁定。
60.参照图3和图4,本实施例中,所述第二凸轮221、所述第二摆臂226和所述第二复位器228的数量均为两个,两个所述第二摆臂226位于所述第一摆臂 227的两侧、且相对所述第一摆臂227呈镜像设置。
61.上述的动力转换器220设置在电机210的动力输出轴与所述第一动力杆 381、以及所述电机210的动力输出轴与所述第二动力杆311之间。电机210 带动动力轴223转动,进而带动第一凸轮222和第二凸轮221同步转动,通过第一凸轮222和第二凸轮221的设计,可以
控制第一摆臂227和第二摆臂226 的摆动时序和摆动幅度,进而可控制第一动力杆381和第二动力杆311向下运动的时序和高度,达到控制内模组件370和外模组件340按照实施例一所述的异步式方罐压花方法动作的目的。
62.相比于采用控制芯片或分立元件控制电路作为顺序控制器,在采用上述动力转换器220作为顺序控制器的实施方式中,由于利用同一个电机210通过动力转换器220为异步式方罐压花装置的内模组件370和外模组件340提供动力,因而可以保证内模组件370和外模组件340按照设定的时序精确运动,具有精确、可靠的特点。
63.此外,由上述可见,通过增加顺序控制器,控制在压花时所述内模组件370 的各模板先于所述外模组件340的各模板到达罐壁,实现了异步式方罐压花装置,从而解决了传统同步式压花装置存在的易使罐体扭曲变形的缺陷。
64.外模驱动子系统320用于驱动外模组件340向内收缩,即,向内模组件370 运动。图5和图6示出了外模驱动子系统320的构造。请参照图5和图6,外模驱动子系统320包括:驱动板321、第一传动板312、第二传动板314、四个第一连杆313、四个第二连杆315和两个第二动力杆311。此外,外模驱动子系统320还包括设置于所述外模组件340的各模板的外端的滚轮,为方便区分,以下将该滚轮称为第二滚轮343(见图7)。进一步结合图2、图5、图6、图7、图8、图14,驱动板321通过支架330上的导向柱安装于所述外模组件340的外周,可沿导向柱上下运动,驱动板321上对应各第二滚轮343分别设置有凸轮,为方便区分,以下将该凸轮称为第三凸轮322。从上到下,第一传动板312、第二传动板314和驱动板321依次设置,第二传动板314和驱动板321通过四个第二连杆315相连,且四个第二连杆315沿所述外模组件340的周向均匀分布,第一传动板312和第二传动板314通过四个第一连杆313相连,两个第二动力杆311的底端与第一传动板312相连,第一传动板312、第二传动板314、四个第一连杆313和四个第二连杆315构成了动力均衡器310。两个第二动力杆311在动力装置200的驱动下朝下运动时,推动上述动力均衡器310向下运动,动力均衡器310将两个第二动力杆311的向下推力,作用到均匀分布的四个第二连杆315,通过四个第二连杆315再作用于驱动板321,这使得所述驱动板321在所述第二动力杆311的作用下能够更顺畅地向下运动,驱动板321的向下运动,使得第三凸轮322推动外模组件340的模板向内运动,即向内模组件370的对应模板运动。
65.由上述可见,本实施方式中,通过在外模驱动子系统320配置上述动力均衡器310,使驱动板321的受力更加均衡,驱动板321在第二动力杆311的作用下向下运动更顺畅,从而能够减小驱动板321的磨损,以及能够减少驱动板321运动不畅所引起的故障。
66.应当理解,连接驱动板321和第二传动板314的第二连杆313的数量也可以是三个、五个或者更多,但最少不能少于三个,也不建议超过六个,以四个为最佳,四个所述第二连杆315的位置与所述外模组件340的四个面模板一一对应为最佳。
67.参照图2,支架330包括基板331、外模上支撑板332和外模下支撑板333。
68.参照图14,外模复位子系统390包括:上述第一传动板312;设置在第一传动板312和基板331之间的第一压簧397;以及第一压簧397的导杆396。外模复位子系统390还包括:固定在外模组件340的各模板外端的滑杆394,对应所述滑杆394固定在外模下支撑板333和外模上支撑板332上的第二挡板 391,以及第二压簧392,所述滑杆394穿过所述第二挡板391且于外端设置有外挡块393,所述第二压簧392穿设于所述滑杆394且压设于所述第二挡
板391 和所述外挡块393之间。动力装置200对第二动力杆311的作用力解除后,第一压簧397使上述动力均衡器310向上复位,从而使第二动力杆311和驱动板 321向上复位,驱动板321向上复位后,第三凸轮322对外模组件340的各模板的作用力解除,在第二压簧392的作用下,外模组件340的各模板向外运动而复位。其中,两个所述第二动力杆311相对驱动所述内模组件370的第一动力杆381呈镜相设置。其中,上述第一压簧397的导杆396也可以用气动元件 (如气缸)或液压元件替代。
69.图7和图8中示出了外模组件340的构造,图10、图11和图12中示出了内模组件370的构造。其中,外模组件340具有四个面模板和四个角模板,内模组件370也具有四个面模板和四个角模板,为方便区分,以下将外模组件340 的面模板称为外面模板341,将外模组件340的角模板称为外角模板342,将内模组件370的面模板称为内面模板371,将内模组件370的角模板称为内角模板372。可以看出,外角模板342与外面模板341被相互独立地配置,内角模板372与内面模板371被相互独立地配置,四个外角模板342和四个外面模板 341中的任意一个均配置有驱动用的第二滚轮343和复位装置,四个内角模板 372和四个内面模板371中的任意一个均配置有驱动用的滚轮,为方便区分,将内模组件370的各模板配置的上述驱动用的滚轮称为第三滚轮375,换言之,外模组件340的所有面模板和角模板中的任意一个均与外模驱动子系统320是独立配合的,内模组件370的所有面模板和角模板中的任意一个均与内模驱动子系统380是独立配合的。
70.由内模组件370和外模组件340的上述构造可见,本实施方式中,将角模板和面模板分开设计,角模板和面模板被分别推动而各自沿垂直罐壁的方向朝罐壁运动。相比传统的角模板与面模板一体式设计,本实施方式中的模板不易断裂,而且独立于面模板的角模板,还使得角模板能够沿垂直罐壁的方向朝罐壁运动,从而使得能够在方罐角部压出设计的凸凹纹理。
71.参照图7,外模组件340的各模板的底端各自设置有第四滚轮344且顶端各自设置有导槽,所述外模下支撑板333对应所述第四滚轮344设置有下导向部,所述外模上支撑板332对应所述导槽设置有上导向部,通过所述第四滚轮 344与所述下导向部的配合、以及所述导槽与所述上导向部的配合,将所述外模组件340的各模板分别支撑且可向外或向内运动。
72.参照图12,内模组件370的各模板的顶端各自设置有第五滚轮373,所述基板331的中心固定有内模支撑板350,内模支撑板350的结构如图9所示,内模支撑板350上对应所述第五滚轮373设置有导向凸部351,内模组件370 的各模板通过其顶端的第五滚轮373挂设于对应的所述导向凸部351,从而将所述内模组件370的各模板分别支撑且可向外或向内运动。
73.内模驱动子系统380用于推动内模组件370向外涨开。图13中示出了内模驱动子系统380的构造。参照图13,内模驱动子系统380包括:第一动力杆381 和设置于所述第一动力杆381的两个凸轮组,每个凸轮组均具有八个凸轮,这里将其称为第四凸轮382,八个第四凸轮382沿第一动力杆381的周向均匀分布。内模驱动子系统380还包括配置在内模组件370的各模板的内端的上述第三滚轮375。结合图11、图12、图13、图14,第一动力杆381设置于所述内模组件370的俯视中心、可上下运动,装配后,第一动力杆381上各第四凸轮 382与内模组件370的各模板上的第三滚轮375对应配合,第一动力杆381在动力装置200的作用下向下运
动时,第一动力杆381上的第四凸轮382使内模组件370的各模板向外运动,即,使内模组件370向外涨开。
74.内模复位子系统360用于将内模组件370向内复位。参照图10、图12,在内模组件370的外端的上下两端处分别设置有绳槽374,内模复位子系统360 包括安装在该绳槽374中的弹簧绳361(见图2),弹簧绳361首尾相接,环绕设置在内模组件370外。此外,参照图14,内模复位子系统360还包括设置在第一动力杆381的近顶端的第三挡板362,以及设置在第三挡板362和支架330 的基板331之间的第三压簧363。动力装置200对第一动力杆381的作用力解除后,第三压簧363使第三挡板362向上复位,进而使得第一动力杆381向上复位,第一动力杆381上的第四凸轮382对内模组件370的各模板的作用力被解除,在上述弹簧绳361的作用下,内模组件370的各模板向内复位。
75.上述异步式方罐压花装置的工作过程如下:
76.结合图1至图14,动力轴223在电机210的驱动下转动,带动第一凸轮222 和第二凸轮221同步转动,分别驱动第一摆臂227和第二摆臂226绕其铰接部向下摆,在此过程中,第一动力杆381被第一摆臂227驱动而向下运动,第一动力杆381上的第四凸轮382驱动内模组件370的各模板向外运动,在内模组件370的各模板运动到与方罐的内壁抵接的位置后,第二动力杆311被第二摆臂226驱动而向下运动,第二动力杆311的动力通过动力均衡器310传递给驱动板321,驱动板321向下运动,在该过程中,驱动板321上的第三凸轮322 驱动外模组件340的各模板向对应的内模板运动,挤压方罐的罐壁,利用模板上的纹理结构,在罐壁形成凸凹纹理。此后,动力轴223带动第一凸轮222和第二凸轮221继续转动,在此过程中,第二凸轮221对第二动力杆311的作用力被解除,第二摆臂226被第二复位器228驱动向上复位,第二摆臂226对第二动力杆311的作用力被解除,第一压簧397驱动第一传动板312向上复位,带动第二动力杆311和动力均衡器310向上复位,驱动板321上的第三凸轮322 对外模组件340的各模板的作用力被解除,进而在第二压簧392的驱动下,外模组件340的各模板向外运动而复位;此后第一凸轮222对第一动力杆381的作用力也被解除,第一摆臂227被第一复位器229驱动向上复位,第一摆臂227 对第一动力杆381的作用力被解除,第三压簧363驱动第三挡板362向上复位,带动第一动力杆381向上复位,第一动力杆381上的第四凸轮382对内模组件 370的各模板的作用力被解除,进而在弹簧绳361的作用下,内模组件370的各模板向上收缩而复位,至此内模组件370和外模组件340均从方罐的罐壁脱离,完成了压花过程。
77.上述通过具体实施例对本发明进行了详细的说明,这些详细的说明仅仅限于帮助本领域技术人员理解本发明的内容,并不能理解为对本发明保护范围的限制。本领域技术人员在本发明构思下对上述方案进行的各种润饰、等效变换等均应包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
