1.本发明涉及热转印贴花纸及其制备方法技术领域,具体为一种自动贴花机用热转印贴花纸及其制备方法。
背景技术:
2.多年来,贴花工艺一直被成熟应用于将预先印制好的图案转移到基材上,如玻璃、陶瓷、塑料制品,以提高相关制品的观赏性和附加价值,当前贴花工序主流采用的是小膜水转印贴花纸,其图案精美,色彩丰富,但是弊端是贴花过程难以实现自动化,需要人工操作,效率低且对工人的皮肤造成伤害;随着技术的发展及对自动化生产的迫切需求,自动贴花机已经逐渐替代人工,自动贴花机所配套使用的是专用的热转印贴花纸,其原理是在基纸上涂布一层低温热熔胶以形成热离型层后印制图案,在贴花过程中,利用设备对花纸底部进行加热,热离型层软化并分离出图案,再利用加热的硅胶头将图案吸附并转移到承印物表面,最后根据需要进行高温烧结,整个过程实现全自动化,高效快捷。
3.现有的自动贴花机所使用的热转印贴花纸,在高温烤烧后容易出现发黑现象,严重影响产品品质,特别是当应用于氟化物乳白玻璃产品上时,由于乳白玻璃的钢化、烤花的时间更短,温度更低,发黑现象更为严重,造成此种问题主要是底纸所使用的热熔胶材料与油墨层和封面油中的有机质的烧失温度不匹配,造成烧结过程中排胶受阻,从而引起了花纸中有机物质的碳化。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种自动贴花机用热转印贴花纸及其制备方法。
5.本发明通过以下技术方案来实现上述目的,一种自动贴花机用热转印贴花纸,包括基纸,所述基纸的一侧表面粘贴有隔离层,所述隔离层远离基纸的一侧表面连接有热离型层,所述热离型层远离隔离层的一侧表面复合有图案层,所述图案层远离热离型层的一侧表面印刷有面油层。
6.优选的,所述热离型层热离型层为热熔胶复合物,按比例计,所述热熔胶复合物包括成膜树脂:5%~25%;增粘树脂:5%~20%;润滑剂:0%~5%;助熔剂:5%~30%;溶剂:45%~60%。
7.优选的,所述基纸为特种胶水原纸,所述特种胶水原纸的克重为150g/m2~200g/m2,厚度为180μm~200μm,所述热离型层的厚度为25μm~50μm。
8.优选的,所述成膜树脂为热塑性树脂,所述增粘树脂为为松香树脂或萜烯树脂,所述松香树脂或萜烯树脂的软化点区间为75℃~95℃,所述助熔剂为低熔点有机类物质,所述润滑剂为为可可脂、代可可脂、聚乙二醇的一种或多种混合物,所述有机溶剂为乙酸乙酯或乙酸丁酯。
9.优选的,按比例计,所述隔离层包括碳酸钙:15%;高岭土:20%;淀粉:25%;水:40%。
10.优选的,一种自动贴花机用热转印贴花纸的制备方法,所述热转印贴花纸的制备方法如下:第一步,准备好基纸,分别按比例配置好隔离涂料和热熔胶混合物。
11.第二步,将隔离涂料涂抹到基纸的表面,涂抹厚度为1μm~5μm,然后使用热风机干燥得到预涂布基纸。
12.第三步,将热熔胶混合物加入反应釜中加热到65℃~85℃,同时使用搅拌装置搅拌,得到均匀混合液。
13.第四步,将均匀混合液涂抹在预涂布基纸上,涂抹厚度为35μm~40μm,干燥后得到热离型层基纸。
14.第五步,使用专用印花机印刷好图案,用热风机干燥后印刷封面油,得到热转印花纸。
15.优选的,第一步中配制隔离涂料时将隔离涂料的原料加热并搅拌得到胶状隔离涂料。
16.优选的,第四步中将均匀混合液涂抹在预涂布基纸上保持均匀混合液的温度为40℃~45℃。
17.优选的,第五步中印花机所有的印花用材料为耐蚀玻璃颜料和触变性调墨油,耐蚀玻璃颜料和触变性调墨油的料油比为10:5。
18.与现有技术相比,本发明的有益效果:本发明中,通过设置隔离层降低施胶面的孔隙率,提高平整度,减少后续纸面对热熔胶的吸收渗透,避免造成热离型层厚度的不稳定,从而避免热熔胶材料与油墨层和封面油中的有机质的烧失温度不匹配,避免印花纸在烧烤后出现发黑现象;本发明中,通过设置成膜树脂为热塑性树脂,以提高热离型层的干燥强度,保证后续印刷过程中对图案的承载力,设置增粘树脂用以提供热离型层一定的粘附力,使得图案层剥离后可以利用残留在图案底部的热熔胶的粘性,使得图案顺利附着至承载物体表面,设置助熔剂为低熔点有机类物质,用以降低热离型层的熔化温度,调节熔融粘度,设置润滑剂,用以改善图案层从热离型层上脱离的顺畅程度,增加其滑移性能;本发明可以应用于热转印自动贴花机,应用于陶瓷、玻璃上,特别是软化温度较低的氟化物乳白玻璃上,可以有效解决烧结后图案发黑的不良品质问题。
附图说明
19.图1为本发明的立体图;图2为本发明的制备方法流程图。
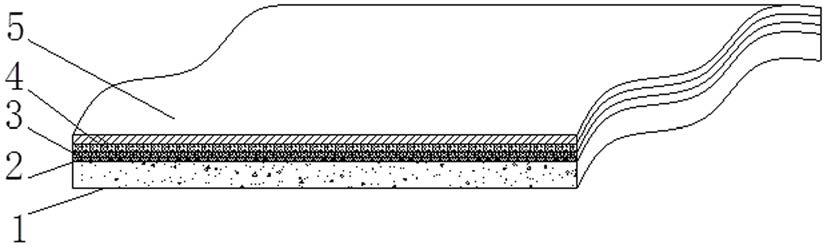
20.图中:1、基纸;2、隔离层;3、热离型层;4、图案层;5、面油层。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例一:请参阅图1-2,本发明提供的一种实施例:一种自动贴花机用热转印贴花纸,包括基纸1,基纸1的一侧表面粘贴有隔离层2,隔离层2远离基纸1的一侧表面连接有热离型层3,热离型层3远离隔离层2的一侧表面复合有图案层4,图案层4远离热离型层3的一侧表面印刷有面油层5。
23.具体的,热离型层3热离型层为热熔胶复合物,按比例计,热熔胶复合物包括成膜树脂:5%~25%;增粘树脂:5%~20%;润滑剂:0%~5%;助熔剂:5%~30%;溶剂:45%~60%。
24.具体的,基纸1为特种胶水原纸,特种胶水原纸的克重为150g/m2~200g/m2,厚度为180μm~200μm,热离型层3的厚度为25μm~50μm,基纸1包括各种纸张材料,如铜版纸、胶版纸、白卡纸、凸版纸、轻型纸、新闻纸、牛皮纸、特种纸、及其他合成纸等,当离型层3厚度过小时,剥离性能无法保证;当离型层厚度过大时,熔化时需要大量的热量熔化,导致转移性变差,而且容易导致图案坍塌失真。
25.具体的,成膜树脂为热塑性树脂,增粘树脂为为松香树脂或萜烯树脂,松香树脂或萜烯树脂的软化点区间为75℃~95℃,助熔剂为低熔点有机类物质,润滑剂为为可可脂、代可可脂、聚乙二醇的一种或多种混合物,有机溶剂为乙酸乙酯或乙酸丁酯; 成膜树脂为热塑性树脂,包括酚醛树脂、醇酸树脂、氨基树脂、聚酯树脂、聚氨酯树脂、丙烯酸树脂等,以提高热离型层的干燥强度,保证后续印刷过程中对图案的承载力,所使用的热塑性为丙烯酸树脂,所使用热塑性丙烯酸树脂酸值低于10 mgkoh/g,tg为45~75℃,分子量为wm 《 5000;增粘树脂用以提供热离型层一定的粘附力,使得图案层剥离后可以利用残留在图案底部的热熔胶的粘性,使得图案顺利附着至承载物体表面;助熔剂为低熔点有机类物质,用以降低热离型层的熔化温度,调节熔融粘度,包括但不限于矿物蜡石蜡、微晶蜡、氧化石蜡、改性石蜡、软蜡等;动物蜡虫蜡、鲸蜡、蜂蜡、紫胶蜡等;植物蜡棕榈蜡、树蜡、米糠蜡、月桂蜡、蓖麻子蜡、大豆蜡等;合成蜡聚乙烯蜡、聚丙烯蜡、费托蜡等;脂肪酸及脂肪酸酯类,如月桂酸、肉豆蔻酸、软脂酸、硬脂酸、花生酸、月桂酸甘油酯、单硬脂酸甘油酯等;润滑剂,用以改善图案层从热离型层上脱离的顺畅程度,增加其滑移性能;有机溶剂为常用有机溶剂,包括但不限于芳香烃类苯、甲苯、二甲苯等;酯类乙酸甲酯、乙酸乙酯、乙酸丁酯等;醇醚类二乙二醇单甲醚,二乙二醇单丁醚、丙二醇甲醚,二丙二醇二甲醚等、酮类丙酮、丁酮、环己酮、甲基丁酮等。
26.具体的,按比例计,隔离层2包括碳酸钙:15%;高岭土:20%;淀粉:25%;水:40%,隔离层2用于降低施胶面的孔隙率,提高平整度,减少后续纸面对热熔胶的吸收渗透,避免造成热离型层厚度的不稳定,可以使用高岭土、碳酸钙或二氧化钛,配合适当的粘结剂,如淀粉、聚乙烯醇、乳胶、聚醋酸乙烯酯和丙烯酸乳液等进行涂布。
27.一种自动贴花机用热转印贴花纸的制备方法,热转印贴花纸的制备方法如下:第一步,准备好基纸,分别按比例配置好隔离涂料和热熔胶混合物。
28.第二步,将隔离涂料涂抹到基纸1的表面,涂抹厚度为1μm~5μm,然后使用热风机干燥得到预涂布基纸。
29.第三步,将热熔胶混合物加入反应釜中加热到65℃~85℃,同时使用搅拌装置搅拌,得到均匀混合液;当图案层较厚时候,容易导致排胶不充分而发黑,而且图案中色料密集堆积处容易发生坍塌,造成图案失真,当熔点过高时候,热传递的敏感性明显降低,图案
的转移能力变差。
30.第四步,将均匀混合液涂抹在预涂布基纸上,涂抹厚度为35μm~40μm,干燥后得到热离型层基纸。
31.第五步,使用专用印花机印刷好图案,用热风机干燥后印刷封面油,得到热转印花纸。
32.具体的,第一步中配制隔离涂料时将隔离涂料的原料加热并搅拌得到胶状隔离涂料。
33.具体的,第四步中将均匀混合液涂抹在预涂布基纸上保持均匀混合液的温度为40℃~45℃。
34.具体的,第五步中印花机所有的印花用材料为耐蚀玻璃颜料和触变性调墨油,耐蚀玻璃颜料和触变性调墨油的料油比为10:5。
35.实施例二:请参阅图1-2,本发明提供的一种实施例:一种自动贴花机用热转印贴花纸,包括基纸1,基纸1的一侧表面粘贴有隔离层2,隔离层2远离基纸1的一侧表面连接有热离型层3,热离型层3远离隔离层2的一侧表面复合有图案层4,图案层4远离热离型层3的一侧表面印刷有面油层5。
36.具体的,热离型层3热离型层为热熔胶复合物,按比例计,热熔胶复合物包括热塑性丙烯酸树脂:18%;松香甘油酯:10%;聚乙二醇:1%;蜂蜡:15%;月桂酸:6%;乙酸丁酯:50%。
37.具体的,基纸1为特种胶水原纸,特种胶水原纸的克重为150g/m2~200g/m2,厚度为180μm~200μm,热离型层3的厚度为25μm~50μm;基纸1包括各种纸张材料,如铜版纸、胶版纸、白卡纸、凸版纸、轻型纸、新闻纸、牛皮纸、特种纸、及其他合成纸等,当离型层3厚度过小时,剥离性能无法保证;当离型层厚度过大时,熔化时需要大量的热量熔化,导致转移性变差,而且容易导致图案坍塌失真。
38.具体的,成膜树脂为热塑性树脂,增粘树脂为为松香树脂或萜烯树脂,松香树脂或萜烯树脂的软化点区间为75℃~95℃,助熔剂为低熔点有机类物质,润滑剂为为可可脂、代可可脂、聚乙二醇的一种或多种混合物,有机溶剂为乙酸乙酯或乙酸丁酯;成膜树脂为热塑性树脂,包括酚醛树脂、醇酸树脂、氨基树脂、聚酯树脂、聚氨酯树脂、丙烯酸树脂等,以提高热离型层的干燥强度,保证后续印刷过程中对图案的承载力,所使用的热塑性为丙烯酸树脂,所使用热塑性丙烯酸树脂酸值低于10 mgkoh/g,tg为45~75℃,分子量为wm 《 5000;增粘树脂用以提供热离型层一定的粘附力,使得图案层剥离后可以利用残留在图案底部的热熔胶的粘性,使得图案顺利附着至承载物体表面;助熔剂为低熔点有机类物质,用以降低热离型层的熔化温度,调节熔融粘度,包括但不限于矿物蜡石蜡、微晶蜡、氧化石蜡、改性石蜡、软蜡等;动物蜡虫蜡、鲸蜡、蜂蜡、紫胶蜡等;植物蜡棕榈蜡、树蜡、米糠蜡、月桂蜡、蓖麻子蜡、大豆蜡等;合成蜡聚乙烯蜡、聚丙烯蜡、费托蜡等;脂肪酸及脂肪酸酯类,如月桂酸、肉豆蔻酸、软脂酸、硬脂酸、花生酸、月桂酸甘油酯、单硬脂酸甘油酯等;润滑剂,用以改善图案层从热离型层上脱离的顺畅程度,增加其滑移性能;有机溶剂为常用有机溶剂,包括但不限于芳香烃类苯、甲苯、二甲苯等;酯类乙酸甲酯、乙酸乙酯、乙酸丁酯等;醇醚类二乙二醇单甲醚,二乙二醇单丁醚、丙二醇甲醚,二丙二醇二甲醚等、酮类丙酮、丁酮、环己酮、甲基丁酮等。
39.具体的,按比例计,隔离层2包括碳酸钙:15%;高岭土:20%;淀粉:25%;水:40%,隔离层2用于降低施胶面的孔隙率,提高平整度,减少后续纸面对热熔胶的吸收渗透,避免造成热离型层厚度的不稳定,可以使用高岭土、碳酸钙或二氧化钛,配合适当的粘结剂,如淀粉、聚乙烯醇、乳胶、聚醋酸乙烯酯和丙烯酸乳液等进行涂布。
40.一种自动贴花机用热转印贴花纸的制备方法,热转印贴花纸的制备方法如下:第一步,准备好基纸,分别按比例配置好隔离涂料和热熔胶混合物。
41.第二步,将隔离涂料涂抹到基纸1的表面,涂抹厚度为2μm,然后使用热风机干燥得到预涂布基纸。
42.第三步,将热熔胶混合物加入反应釜中加热到85℃,同时使用搅拌装置搅拌,得到均匀混合液;当图案层较厚时候,容易导致排胶不充分而发黑,而且图案中色料密集堆积处容易发生坍塌,造成图案失真,当熔点过高时候,热传递的敏感性明显降低,图案的转移能力变差。
43.第四步,将均匀混合液涂抹在预涂布基纸上,涂抹厚度为35μm~40μm,干燥后得到热离型层基纸。
44.第五步,使用专用印花机印刷好图案,用热风机干燥后印刷封面油,得到热转印花纸。
45.具体的,第一步中配制隔离涂料时将隔离涂料的原料加热并搅拌得到胶状隔离涂料。
46.具体的,第四步中将均匀混合液涂抹在预涂布基纸上保持均匀混合液的温度为45℃。
47.具体的,第五步中印花机所有的印花用材料为耐蚀玻璃颜料和触变性调墨油,耐蚀玻璃颜料和触变性调墨油的料油比为10:5,实际中可以在图案层4与面油层5之间印刷一层低温玻璃熔剂以形成罩层,增加烧结后图案的化学稳定性和机械强度。
48.以上为将热熔胶混合物加入反应釜中加热到85℃的实施例。
49.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
50.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。