1.本实用新型涉及板材生产设备的技术领域,尤其是指一种板材复合装置。
背景技术:
2.目前,复合板材是由2层或2层以上的板材复合在一起,通过预先在板材上涂覆黏合胶,再通过外部挤压作用力将各层板材压合在一起。现有的板材复合一般采用的单根压辊挤压的方式,这种方式对于挤压作用力的要求非常高,若挤压作用力过小,则会导致板材复合效果差,若挤压作用力过大,由于板材质地偏软,则很容易压坏或压裂板材,所形成的裂痕往往不易在表面观察到,此时的复合板材强度低,使用期间容易发生断折,存在有较大的安全隐患。因此,如何在满足复合要求的同时,提高板材复合的效率及质量,是当前各个厂家迫切需要解决的技术难点。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种板材复合装置。
4.为了实现上述的目的,本实用新型所提供的一种板材复合装置,包括输送通道、预压机构和复合机构,所述预压机构和复合机构沿输送方向依次布置于输送通道上方,所述预压机构包括预压支架、多个预压辊和预压驱动单元,每个所述预压辊通过导向杆与预压支架相连,各所述导向杆均竖向滑动连接于预压支架上,每个所述导向杆上套设有压簧;所述预压驱动单元的伸缩端与预压支架相连接以带动预压支架作竖向升降移动;所述复合机构包括三组依次并排布置的压紧辊,其中,三组压紧辊与输送通道之间的间隙逐级减小。
5.本实用新型采用上述的方案,其有益效果在于:通过预压机构对层叠在一起的板材进行弹性预压,使板材进行预结合,更便于后续的复合操作;其次,通过复合机构的逐级压紧的方式以使板材受到逐级递增的挤压作用力,采用多次滚压使板材更好地结合在一起,同时起到保护板材的作用,具有高效、可靠、稳定等特点,还可适应不同厚度的板材,通用性强。
附图说明
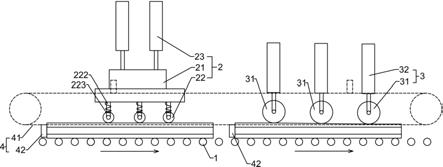
6.图1为复合装置的示意图。
7.其中,1-输送通道,2-预压机构,21-预压支架,22-预压辊,222-导向杆,223-压簧,23-预压驱动单元,3-复合机构,31-压紧辊,32-间隙驱动单元,4-推送机构,41-循环传送带,42-推掌。
具体实施方式
8.为了便于理解本实用新型,下面参照附图对本实用新型进行更全面地描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。提供这些实施方式的目的是使对本实用新型的公开内容理
解得更加透彻全面。
9.参见附图1所示,在本实施例中,一种板材复合装置,包括输送通道1、预压机构2、复合机构3和推送机构4,预压机构2和复合机构3沿输送方向依次布置于输送通道1上方。输送通道1由若干个等间距依次并排布置的承载辊组成,通过承载滚承载层叠的板材输送前移。
10.在本实施例中,预压机构2包括预压支架21、多个预压辊22和预压驱动单元23,其中,每个预压辊22通过导向杆222与预压支架21相连,导向杆222的下端部与预压辊22相旋转连接,各个导向杆222菌竖向滑动连接于预压支架21上,每个导向杆222上套设有压簧223,压簧223的两端分别抵触导向杆222的下端部及预压支架21的底部,由此,预压辊22借助于导向杆222可相对预压支架21作弹性升降移动。另外,预压驱动单元23的伸缩端与预压支架21相连接,通过预压驱动单元23的伸缩动作,从而带动预压支架21作竖向升降移动,由此,随着预压支架21的升降移动以令各个预压辊22同步作升降移动,从而可根据不同厚度和层数的板材进行适应性调节。
11.因此,预压驱动单元23预先驱动预压支架21下降至预定高度位置,层叠在一起的板材沿输送通道1前移经过预压机构2时,此时的板材会逐渐从各个预压辊22与输送通道1之间的间隙穿过,通过预压辊22对板材进行弹性预压,使层叠的板材进行预压紧结合,此时由于层叠在一起的板材厚度存在有一定的误差,因此采用弹性预压的方式,可令各个预压辊22可根据不同厚度进行自适应弹性升降,同时也避免预压作用力过大而压坏板材的情况。
12.在本实施例中,复合机构3包括三组依次并排布置的压紧辊31,每组压紧辊31的辊面与输送通道1之间均形成有供预压后的板材穿设通过的间隙。进一步,三组压紧辊31与输送通道1之间的间隙逐级减小,即,经预压机构2预压后的板材沿输送通道1前移至复合机构3时,板材依次从三组压紧辊31与输送通道1之间的间隙穿设通过,利用三组压紧辊31依次滚压层叠的板材且对板材的挤压作用逐级递增,最终完成对板材的滚压复合。
13.通过上述的逐级复合的方式,可使板材的复合效果更好,也可有效地避免挤压复合方式对辊对板材的挤压损伤。
14.进一步,为了防止复合机构3的压紧辊31对板材表面的刮花,本实施例的各个压紧辊31的辊面均为软质材料,如橡胶材料,通过起到对复合期间的板材表面的保护。
15.在本实施例中,每个压紧辊31均配置有驱动其升降动作的间隙驱动单元32,其中,间隙驱动单元32的伸缩端与压紧辊31的端部相连接,随着间隙驱动单元32的伸缩动作以带动压紧辊31的升降动作,从而使压紧辊31可根据板材的实际厚度和层数进行适应性的调节,提高了复合机构3的通用性,可用于不同厚度及层数的板材生产
16.为了更便于层叠板材沿输送通道1上穿设通过预压机构2和复合机构3,本实施例的推送机构4包括设于输送通道1上方的循环传送带41以及多个等间隔设于循环传送带41上的推掌42,通过循环传送带41的循环传送动作,以实现各个推掌42实现往复移动,由此,任一推掌42移动至输送通道1的入口位置,在循环传送带41的带动下,使得推掌42作用于输送通道1上的板材尾部,并逐渐推送板材依次经过预压机构2和复合机构3,以便于板材能够顺利地经过预压机构2和复合机构3。
17.在本实施例中,上述的预压驱动单元23及间隙驱动单元32均采用的是液压缸,液
压缸作为常用的伸缩驱动元件,其结构及原理属于公知常识,此处不再进行赘述。
18.以上所述之实施例仅为本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,利用上述揭示的技术内容对本实用新型技术方案作出更多可能的变动和润饰,或修改均为本实用新型的等效实施例。故凡未脱离本实用新型技术方案的内容,依据本实用新型之思路所做的等同等效变化,均应涵盖于本实用新型的保护范围内。
技术特征:
1.一种板材复合装置,其特征在于:包括输送通道(1)、预压机构(2)和复合机构(3),所述预压机构(2)和复合机构(3)沿输送方向依次布置于输送通道(1)上方,所述预压机构(2)包括预压支架(21)、多个预压辊(22)和预压驱动单元(23),每个所述预压辊(22)通过导向杆(222)与预压支架(21)相连,各所述导向杆(222)均竖向滑动连接于预压支架(21)上,每个所述导向杆(222)上套设有压簧(223);所述预压驱动单元(23)的伸缩端与预压支架(21)相连接以带动预压支架(21)作竖向升降移动;所述复合机构(3)包括三组依次并排布置的压紧辊(31),其中,三组压紧辊(31)与输送通道(1)之间的间隙逐级减小。2.根据权利要求1所述的一种板材复合装置,其特征在于:各个所述压紧辊(31)的辊面均为软质材料。3.根据权利要求1所述的一种板材复合装置,其特征在于:每个所述压紧辊(31)均配置有驱动其升降动作的间隙驱动单元(32)。4.根据权利要求1所述的一种板材复合装置,其特征在于:还包括推送机构(4),所述推送机构(4)包括设于输送通道(1)上方的循环传送带(41)以及多个等间隔设于循环传送带(41)上的推掌(42),通过推掌(42)作用于输送通道(1)上的板材尾部以推送板材依次经过预压机构(2)和复合机构(3)。
技术总结
本实用新型公开了一种板材复合装置,包括输送通道、预压机构和复合机构,所述预压机构和复合机构沿输送方向依次布置于输送通道上方,所述预压机构包括预压支架、多个预压辊和预压驱动单元,每个所述预压辊通过导向杆与预压支架相连,各所述导向杆均竖向滑动连接于预压支架上,每个所述导向杆上套设有压簧;所述预压驱动单元的伸缩端与预压支架相连接以带动预压支架作竖向升降移动;所述复合机构包括三组依次并排布置的压紧辊,其中,三组压紧辊与输送通道之间的间隙逐级减小。与输送通道之间的间隙逐级减小。与输送通道之间的间隙逐级减小。
技术研发人员:陈宝怡
受保护的技术使用者:广东益利安消防材料有限公司
技术研发日:2021.07.28
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。