1.本发明涉及电镀领域,更具体地说,涉及一种高密度多排框架电镀装置。
背景技术:
2.电镀过程简单来说,就是ic引线框架电镀装置内的电镀液在沿预定轨迹流动的过程中被附上电荷,随后,电镀液中的金属离子将电镀至工件上,从而在工件上形成电镀层。
3.国内现有流行的高密度多排ic引线框架电镀装置主要为压板式镀银装置及圆盘式镀银装置两种,虽然此两种电镀装置均有其特有的优势,但是其弊端亦是很明显。
4.压板式镀银装置电镀精度高,适用产品类型广,但是其为静态电镀,电镀效率低下;圆盘式镀银装置为动态电镀,其电镀效率较高,但是由于动态圆盘电镀,其电镀时工件呈弯曲状态,导致其适用产品的类型受限。
5.而多排高腿数集成电路引线框架坦克链镀银装置同样为动态电镀,但是其动态方式为水平电镀,在保证高电镀效率的同时,更扩大了其产品的适用类型。
技术实现要素:
6.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种高密度多排框架电镀装置。
7.本发明解决其技术问题所采用的技术方案是:构造一种高密度多排框架电镀装置,包括传送组件、水胆组件;
8.所述传送组件循环转动,以带动待镀件移动;
9.所述传送组件上沿周向分布有内外贯穿的电镀孔,以在所述待镀件放置到所述传送组件外时,所述待镀件的电镀区放置到所述电镀孔区域;
10.所述水胆组件包括电极组件,所述电极组件由所述电镀孔由内向外喷射电镀液,以在所述电镀区电镀。
11.优选地,所述传送组件包括封闭的履带状传送本体,所述传送本体包括沿传送方向并排连接的传送板,所述传送板上设有所述电镀孔。
12.优选地,所述电极组件包括电极本体、以及设置在所述电极本体上的喷水口,所述水胆组件包括用于存储电镀液的水胆腔,所述水胆腔设置在所述电极组件的下侧。
13.优选地,所述水胆腔的底部设有上水孔,以向所述水胆腔引入电镀液,所述水胆腔内设有至少一层分水板,所述分水板上分布有分水孔,以均衡引入的所述电镀液的流量。
14.优选地,所述水胆腔包括基座、以及在所述基座上向上层叠的至少一层框体,所述分水板夹设在所述基座、框体上下相邻的结合面之间。
15.优选地,所述水胆腔的上边设有用于支撑所述电极组件的电极座,所述电极座为导体,以和所述电极本体导通;
16.所述水胆组件的上侧还设有对所述传送组件进行导向的导轨。
17.优选地,所述水胆组件还包括位于所述水胆腔外的水胆底座,所述水胆底座和所
述水胆腔外壁面之间形成有回流腔,所述水胆腔的上侧形成有连通所述电极本体的上侧和所述回流腔的导流口,以让电镀后的镀液经所述导流口、回流腔流出。
18.优选地,所述电镀装置还包括设置在所述传送组件上方的驱动组件;
19.所述驱动组件包括在所述传送组件上侧沿传送方向并排间隔的两同步轮,以及绕设在两所述同步轮之间的同步带、绕设在所述同步带外的软胶带和设置在所述同步带内侧的压力板;
20.所述软胶带的下侧与所述传送组件的上侧贴合,所述压力板向下压合在所述同步带的内侧,以向所述软胶带施加压力压合所述待镀件在所述传送组件上,所述同步轮转动,带动所述传送组件转动以传送所述传送组件上的待镀件。
21.优选地,所述驱动组件还包括用于调节所述压力板的高低位置的调节机构,以调节所述软胶带向下的压力。
22.优选地,所述调节机构包括设置在所述压力板上侧的支撑板、调节板,所述调节板设置在所述支撑板下侧,所述支撑板上设有螺接的调节件、以及向下伸出的导向柱,所述调节件转动向下顶住所述调节板,所述导向柱穿过所述调节板,为所述调节板上下移动进行导向;
23.所述调节板和所述压力板之间设有弹性件,所述调节件转动向下顶住所述调节板,调节所述调节板的高度位置,以调节所述弹性件向所述压力板、软胶带施加的压力。
24.实施本发明的高密度多排框架电镀装置,具有以下有益效果:传送组件在转动时,速度更均匀,向电镀孔喷射的电镀液的流量也更加均匀稳定,方位更加准确,使得电镀件上的电镀的厚度分布也更均匀,使产品的生产过程更容易控制,提升了产品的良率,也减少了电镀液的浪费,节约了电镀液中金属物的用量。
附图说明
25.下面将结合附图及实施例对本发明作进一步说明,附图中:
26.图1是本发明实施例中的高密度多排框架电镀装置的立体结构示意图;
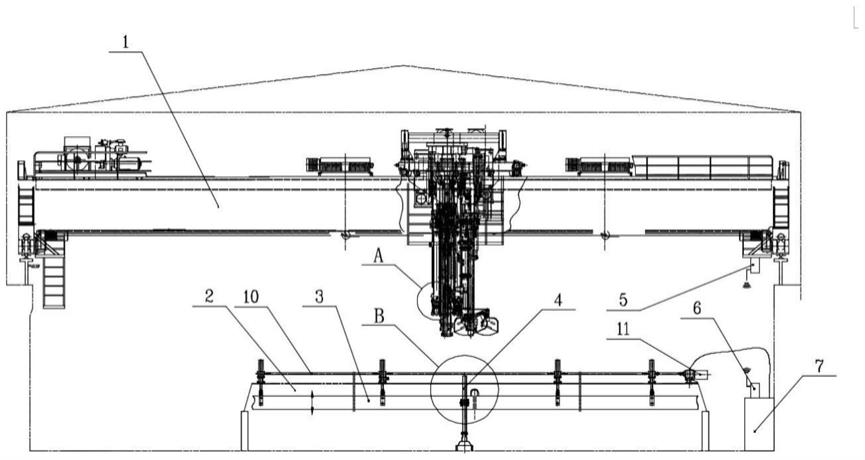
27.图2是图1中高密度多排框架电镀装置沿传送方向的剖面示意图;
28.图3是图1中高密度多排框架电镀装置沿宽度方向的剖面示意图。
具体实施方式
29.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
30.如图1至图3所示,本发明一个优选实施例中的高密度多排框架电镀装置包括传送组件1、水胆组件2,本实施例中,电镀装置用于镀银,该镀银装置用于对诸如高密度多排ic引线框架等电镀件进行电镀,也可用于电镀其他材料。
31.传送组件1循环转动,以带动待镀件移动;传送组件1上沿周向分布有内外贯穿的电镀孔a,以在待镀件放置到传送组件1外时,待镀件的电镀区放置到电镀孔a区域。
32.水胆组件2包括电极组件21,电极组件21由电镀孔a由内向外喷射电镀液,以在电镀区电镀。
33.传送组件1在转动时,速度更均匀,向电镀孔a喷射的电镀液的流量也更加均匀稳
定,方位更加准确,使得电镀件上的电镀的厚度分布也更均匀,使产品的生产过程更容易控制,提升了产品的良率,也减少了电镀液的浪费,节约了电镀液中金属物的用量。
34.传送组件1包括封闭的履带状传送本体11,传送本体11包括沿传送方向并排连接的传送板111、以及连接在两相邻传送板111之间起串联作用的耳圈、耳针,耳针穿过耳圈侧向插入到传送板111,还可起到转动轴的作用。传送板111上设有电镀孔a,电镀液从电镀孔a喷射到电镀件上需要电镀的区域。传送本体11可以作为承托电镀件及推动电镀件运行的载体,带动电镀件在水平方向上作直线运动,并引导电镀液喷射至电镀件上需要电镀的位置,决定了电镀件的电镀效果。
35.在一些实施例中,电极组件21包括电极本体211、以及设置在电极本体211上的喷水口212,水胆组件2还包括用于存储电镀液的水胆腔22,水胆腔22设置在电极组件21的下侧,通过泵体将水胆腔22内的电镀液经喷水口212向上喷向电镀孔a电镀到电镀件上。
36.为了向水胆腔22补充电镀液,水胆腔22的底部设有上水孔221,以向水胆腔22引入电镀液。水胆腔22内设有两层分水板23,分水板23上分布有分水孔231,以均衡引入的电镀液的流量,下部的电镀液向上流动时,速度和流量更均衡,电镀液中的电镀物质的含量分布也均匀。当然,水胆腔22内也可设置一层或多层分水板23来均衡电镀液的流量。
37.优选地,水胆腔22包括基座222、以及在基座222上向上层叠的两层框体223,分水板23夹设在基座222、框体223上下相邻的结合面之间,便于分水板23的拆装,根据需要,分水板23的数量也可为一层或多层,相应地,分水板23的数量和框体223的数量可以对应相同,便于将分水板23夹持固定。当然,水胆腔22的基座222、框体223也可为一体结构,水胆腔22在内壁设置支脚,将分水板23固定。
38.为了让电极本体211通电,在水胆腔22的上边设有用于支撑电极组件21的电极座224,电极座224为导体,以和电极本体211导通。
39.进一步地,基座222的上水孔221321与水胆腔22体及电极座224共同形成了上水腔b,为电镀液喷射区。
40.水胆组件2的上侧还设有对传送组件1进行导向的导轨24,可以限定传送组件1的传送方向,避免电镀孔a与电极组件21的喷水口212错位,造成电镀不良。
41.在一些实施例中,水胆组件2还包括位于水胆腔22外的水胆底座25,水胆底座25和水胆腔22外壁面之间形成有回流腔c,作为电镀后的镀液流出的排放区。
42.水胆腔22的上侧形成有连通电极本体211的上侧和回流腔c的导流口d,以让电镀后的镀液经导流口d、回流腔c流出。
43.可以理解地,电镀液从基座222中的上水孔221喷射到上水腔b,在经过两层分水板23分流后,流速更均衡的镀液再经块状电极本体211上的喷水孔喷射至在导轨24上循环转动的传送本体11上,传送组件1将电镀工件压至传送板111的表面,电镀后的电镀液经导流槽流入回水腔,最后由回流腔c排出电镀装置外。
44.电镀装置还包括设置在传送组件1上方的驱动组件3,驱动组件3包括在传送组件1上侧沿传送方向并排间隔的两同步轮31,以及绕设在两同步轮31之间的同步带32、绕设在同步带32外的软胶带33和设置在同步带32内侧的压力板34。
45.软胶带33的下侧与传送组件1的上侧贴合,压力板34向下压合在同步带32的内侧,以向软胶带33施加压力压合待镀件在传送组件1上,同步轮31转动,带动传送组件1转动以
传送传送组件1上的待镀件。
46.结合图2、3所示,驱动组件3还包括用于调节压力板34的高低位置的调节机构35,以调节软胶带33向下的压力,再电镀不同厚度的电镀件时,都可以保证电镀件上受的压力不会太大。
47.具体地,在一些实施例中,调节机构35包括设置在压力板34上侧的支撑板351、调节板352,调节板352设置在支撑板351下侧,支撑板351上设有螺接的调节件353、以及向下伸出的导向柱354,调节件353转动向下顶住调节板352,导向柱354穿过调节板352,为调节板352上下移动进行导向。
48.调节板352和压力板34之间设有弹性件355,比如弹簧,支撑住调节板352,并向压力板34提供向下的弹力,当调节调节件353的螺接位置,在弹性件355的弹力作用下,调节调节板352的高度位置,进而以调节弹性件355向压力板34、软胶带33施加的压力。在其他实施例中,也可将调节板352取消,弹性件355套设到调节件353上,并抵靠在调节件353和压力板34之间。
49.在实际电镀过程中,由于电镀件可以在水平方向上作连续性的运动,更有效的减小了电镀工件的变形,同时传送本体11在导轨24上的滑动速度决定了电镀件的运行速度,而履带状的传送本体11在导轨24上的滑动速度由软胶带33的运转速度决定,而软胶带33的运转速度最终由同步轮31决定,只需提高同步轮31的转速即可提高电镀工件的运行速度,在扩大了电镀适用范围的同时也保证了电镀的高效率。
50.电镀液在经过两层分水板23后,镀液的流量更均衡,可以更有效的保证电镀效果,电镀后的电镀液在水胆腔22内部能够得到及时的引导排除,减少了电镀液的大范围的飞溅及挥发,既提高了安全性也减少了贵金属的浪费。
51.本技术的电镀装置的电镀液在上水腔b内的流量更均匀稳定,电镀后的产品厚度分布更均匀。传送本体11在皮带推力作用下,在水平导轨24上滑动连续运行,速度更均匀,电镀更稳定。镀液在完成电镀后回流,减少液体在电极本体211上部停留期间导致的药水飞溅浪费和挥发,节约贵金属用量。
52.可以理解地,上述各技术特征可以任意组合使用而不受限制。
53.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。