1.本发明涉及一种行星轧管机连续轧制铜管的方法,属于有色金属管材加工工艺技术领域。
背景技术:
2.铜管行星轧制是一种采用单道次大变形率、通过变形热使变形区升温到701℃-850℃,从而使变形组织实现动态再结晶,最后得到等轴晶组织的高效轧制方法。
3.常规的行星轧管机主要有三辊行星轧机和四辊行星轧机,它们对铜管的轧制为间歇式工作。即每轧制完一根管坯,送料小车和芯棒退回,从储料架上将空心管坯翻运到送料架上,再将芯棒穿入,由送料小车将管坯送入行星轧机进行轧制。根与根之间相隔约2-3分钟,占净轧时间的比例15%-20%,同时还对成材率、产品质量有一些影响。由于每根管坯头部都要重新通过轧制变形热使变形区从室温升温到750℃左右,恶劣的工况对轧机的齿轮、轴承、电机及轧辊和芯棒等部件都带来了很大的问题,减少了它们的使用寿命。
4.为解决上述问题,sms德马格股份公司申请了《在行星斜辊穿轧机中轧制管坯的方法和送入管坯的装置》的专利,专利授权公告号为cn 1234475c。该专利使行星轧管机可以做到连续轧制。即当行星轧管机轧管时,轧机前台的送料装置可以一根根的头尾相连将被轧管坯连续的送入行星轧管机连续轧管,轧管时节省了轧机停顿时间,避免了管坯头部急剧升温对轧机寿命的影响,使轧管的稳定性和产量都有很大的提高。
5.有关行星轧管机连续轧制的管坯送进现有技术都是采用“两个芯杆夹持器” “两个管坯送机”完成的。专利cn102814331、cn106391709、cn107350296、cn108637024等都采用这种模式。两个芯杆夹持器一前一后固定布置,轧管时一个夹持一个张开,两者交替进行。在管坯的连续轧制过程中芯棒始终定位在轧机的变形区内。这个技术来源于皮尔格轧机的连续轧管,在上世纪70年代就已经开始应用,所以它成熟稳定,使用的效果令人满意。
6.对于行星轧管机连续轧制来说,其主要问题出现在“两个管坯送进机”上面。管坯送进机是用来完成管坯的连续送进动作的,送进速度和送进力需要恒定。现有技术两个管坯送进机一前一后布置在行星轧机之前,靠近行星轧管机的管坯送进机以外径抱紧方式给管坯施力,远离行星轧管机的管坯送进机可以外径抱紧或管头端部推管的方式给管坯施力。为了使行星轧管机组的长度尽量的短,两台管坯送进机的送进长度是不一样的。靠近行星轧管机的管坯送进机的送进长度比较短,送进长度4-8m,远离轧管机的管坯送进机的送进长度有可能超过20m。现有技术最大的问题是两台管坯送进机的同步问题,稳定的轧制要求两台管坯送进机要给管坯同样的送进速度和送进力。由于两台管坯送进机有各自的驱动系统,为保证同步性要求可以将两个驱动系统的参数设计成一样,如一样的电机功率,一样的减速机速比和一样的链条链轮参数,但由于送进长度差距很大,且两台管坯送进机的施力方式也不一样,所以作用在管坯上实际的送进力和速度是不一样的。两台管坯送进机在交接的时候由于送进参数的不同步会使轧制的状态发生变化,有可能会产生轧管质量问题,严重时会造成冲击扭曲铜管,使轧制状态失稳。另外长距离的链条送进也会产生很多实
际问题。链条传动本身就不属于精密传动技术,长时间运转会产生链轮和链条之间的磨损,会使节距变大,会产生链条变长和爬链等问题,送进精度变得更差。两台不同长度的管坯送进机的不同长度的链条磨损量也会差距很大,会造成使用一段时间后很大的设备维护问题。
技术实现要素:
7.本发明提供一种行星轧管机连续轧制铜管的方法。其目的:克服现有技术中的不足,提高生产效率和产品质量。
8.为实现上述目的,本发明采用以下技术方案:
9.一种行星轧管机连续轧制铜管的方法,其特征在于,管坯送进机置于行星轧管入口之前,所述管坯送进机可被行星轧管机轧制的管坯带动同步绕轧制中心线被动旋转,所述管坯送进机同步绕绕轧制中心线被动旋转的同时连续不断的给管坯提供送进力,将管坯头尾相接连续不断的送入行星轧管机进行轧制。
10.作为本发明的一种改进,所述管坯送进机为辊式送进机,所述辊式送进机为对辊结构或三辊结构,所述辊轮机架数是一架或多架。
11.作为本发明的一种改进,所述管坯送进机为履带式送进机.
12.作为本发明的一种改进,在铜管的轧制过程中,所述管坯送进机仅在第一根管头部和前后两根管坯在变形区内头尾相接时给管坯提供送进力;管坯中间轧制时,依靠所述行星轧管机的自咬入能力进行轧制。
13.作为本发明的一种改进,所述管坯送进机连续将空心管坯头尾相接送入行星轧管机的同时,在中间送料机或者中间送料台的辅助下,通过两个芯杆夹持器交替夹持芯杆实现管坯逐根交替穿入芯杆;轧后的铜管在两根管坯接头处自然分根进入预弯机在收卷工位收卷;收卷后的铜管转到开卷工位采用高速联合拉拔机快速拉伸清空开卷工位。
14.采用上述技术方案后的有益效果:
15.1、可以做到连续稳定的送料,送进力和送进速度连续可调。
16.辊式送进机或者履带式送进机都是孔型送进机,压下送进辊或履带压块可将管坯外表圆周紧密压紧,可提供足够的送进力。调节送进辊或履带压块的压下力或送进机的动力可以调节管坯送进力及送进速度,可以做到恒速、恒力送进。
17.2、单台送进机连续送料,无送料同步问题。
18.辊式送进机或履带式送进机都是连续送进机,可以做到一台管坯送进机连续送料。从原理上解决了两台管坯送进机交换送进时由于送进参数的不同步产生的轧制冲击、扭管等问题。
19.3、管坯的送进与停止送进切换非常方便。
20.有一种轧管方式是仅在第一根管头部和前后两根管坯在变形区内头尾交接时给管坯提供送进力;管坯中间轧制时,依靠所述行星轧管机的自咬入能力进行轧制。只要松开送进辊或履带压块的压下就可以停止管坯送进机对管坯的送进,或者将电机驱动力矩调小,就可以使管坯在行星轧机自咬入的工况下进行轧制。
21.4、可以方便的对现有设备进行技术改造。
22.现有技术行星轧管机大都不是所谓的连续轧制,在轧机的入口位置增加一个本发
明的管坯送进机,再对轧机原有的送料台做简单的改进,就可将原有的轧机改成连续轧机。轧机的产量可以增加20%。
附图说明
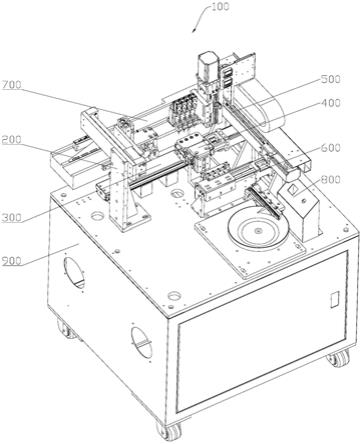
23.图1为本发明实施例一的行星轧管机连续轧制铜管俯视图原理简图,
24.图2为图1中a向视图,
25.图3为图2的b-b视图
26.图4为本发明实施例二的行星轧管机连续轧制铜管俯视图原理简图
27.图5为图4中a向视图,
28.图6为图5的c-c视图
29.图7为本发明的实施例三的三辊行星轧管机前台管坯连续送进示意图
30.图8为本发明实施例四的三辊行星轧管机铜管连续轧制连续拉伸示意图
31.图中:
32.1.轧管,2行星轧管机,3.芯棒,4.芯杆,5管坯,6轴承座,7.减速机,
33.8.辊轮旋转框架,9.电机,10.送进辊,11.齿轮,13.轴承,14.压下装置,
34.15.导电滑环,16辊轮机架。
35.41主链轮轴,42.轴承,43.辅链轮轴;
36.51.主链轮、52.压块,53.链条、54压下装置、55.辅链轮、
37.56.履带旋转框架,57.履带机架,
38.71.储料送料架,72.固定送料机,73.前芯杆夹持器,74.中间送料机,
39.75.后芯杆夹持器.
40.81.预弯机,82.自动打头机,83.收卷机,84.联合拉拔机。
41.831.收卷工位,832.打头工位,833.开卷工位。834.空置工位
42.701.辊式送进机,702.履带送进机。
43.p-p为行星轧管机轧制中心线(它与辊式送进机701、履带送进机702、前后芯杆夹持器73、75、固定送料机72、中间送料机74的中心线相同)
具体实施方式
44.实施例一
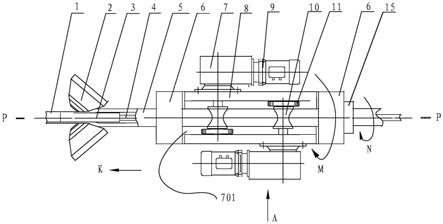
45.图1为为本发明实施例一的行星轧管机连续轧制铜管俯视图原理简图,图2为图1的a向视图,图3为图2的b-b视图。
46.实施例一采用辊式送进机做管坯送进机,图1中辊式送进机701置于行星轧机2的入口,其结构为两机架对辊送进结构。电机9和减速机7及齿轮11驱动各自的送进辊10转动,导电滑环15给电机9输送电力。送进辊10外径加工有半圆的孔型,使其可与管坯外径紧密的贴合。一组压下装置14将送进辊10与管坯5压紧,使辊式送进机701可将管坯5一根根地头尾相接连续送入行星轧机轧制。
47.行星轧管机2为一种通用的管材斜轧机,工业化生产的行星轧管机有三辊行星轧管机和四辊行星轧管机。单道次大压下量和可轧制超长的盘管是这种轧机最大的特点。轧制时调整好行星轧管机的主辅电机转速可以使轧机出口的轧管1不会产生绕轴线的旋转,
出口的轧管1可以收成盘管,单根轧管盘管重量可达1000kg以上。由于是斜轧管机,为了保证出口轧管1不产生绕轧机轴线的旋转,行星轧管机进口的管坯5就必须产生绕轴线旋转,图1中管坯按箭头n的方向绕轴线旋转。管坯绕轴线旋转的转速由轧速、轧机压下量、轧机进口管坯5和轧管1的具体尺寸等参数决定。现有三辊行星轧机轧制铜管时管坯5的断面尺寸是ф90x25mm,出口轧管的尺寸是ф52x2.6左右。
48.从上述叙述可知行星轧管机轧制时管坯的送进要做到边旋转边送进。为满足这种要求,本发明设计了一种送进方式,其中送进辊10即可对管坯5做轴向送进,同时又可被动的绕轧管机轧制中心线p-p旋转。送进辊10的驱动电机9驱动传动机构带动送进辊10转动,压下装置的压紧力使管坯5的外径与送进辊10的孔型之间压紧产生足够的摩擦力,这个摩擦力既可以将管坯5按箭头k的方向头尾相接连续送进,同时由行星轧管机轧管产生旋转的进口管坯5也能带动辊式送进机701被动的绕轧制中心线同步转动,辊式送进机701的转动方向为箭头m,m与n转动方向和转速均一样。
49.从图2中可以看出辊式送进机701安装在辊轮机架16上,辊轮机架16与基础相连固定不动,辊轮旋转框架8的两侧装有轴承13。辊轮旋转框架8将两组辊轮10及辊轮的驱动电机9、减速机7、齿轮11、辊轮的压下装置14固定在一起绕中心线p-p旋转。简单的设计即可将辊轮旋转框架8上的旋转部分重量控制在几百公斤内。管坯5的转速也不快,一般在60-120rpm范围内。轧管时管坯5的ф90x25mm的断面尺寸保证管坯5有足够的刚度带动701转动。行星轧管机足够的动力带动辊式送进机701被动旋转时完全不会影响管材的正常的轧制。
50.图1-图3所示的辊式送进机为两机架的对辊送进机,不同的设计可以给出多种形式的辊式送进结构满足本发明的要求。可以选用三辊结构的送进机,三辊结构送进辊孔型中心线为120
°
;送进辊机架数可以是一机架或多机架;多机架送进辊也可以交叉布置。如图2中一个机架水平布置,另一个垂直布置。
51.送进辊压下装置考虑到旋转件的问题可以采用弹簧压下,也可以采用气动压下,气动阀可以调节压下力的大小也可以控制压下动作的执行和取消。
52.行星轧管机是一种斜轧管机,它具有一定的自咬入能力。在正常轧制时调整好压下量和轧辊偏转角等参数行星轧管机可以做到不需要送进力就能进行轧制,做到所谓的自咬入轧制。但是在管坯的头尾处不是正常轧制状态,自咬入轧制是无法做到的。控制管坯送进机的压下动作,仅在第一根管头部和前后两根管坯在变形区内头尾相接时给管坯提供送进力;管坯中间轧制时,压下装置回退,送进辊10与管坯的外表面脱离,依靠行星轧管机的自咬入能力进行轧制。这种自咬入轧制可以降低轧机的受力,提高轧制的稳定性。
53.实施例二
54.图4为本发明实施例二的行星轧管机连续轧制铜管俯视图原理简图,图5为图4的a向视图,图6为图5的c-c视图。实施例二采用履带式送进机做管坯送进机,履带式送进机702与辊式送进机701起同样的作用,702既可以连续稳定的给管坯5提供送进力,又可以在管坯的带动下绕中心线p-p被动旋转。
55.首先履带式送进机702也置于轧机的入口位置,也是只有一台送进机。两条链条(履带)53、两主链轮51、两辅链轮55安装在履带旋转框架56上构成履带送进机的主要结构。两条链条有各自的驱动装置电机9和减速机7。每个链条节上装有压块52,压块52上开有与
管坯5接触良好的孔型。两条链条有各自的压下装置54,压下装置54通过履带53将压块52与管坯5压紧,压块52与管坯5外表面产生的摩擦力既可以使管坯5按k向送进,同时行星轧管时绕轧制中心线p-p旋转的管坯5也能带动整个送进机702被动的绕轧制中心线旋转。旋转方向为m。
56.实施例三
57.图7为本发明实施例三的三辊行星轧管机前台管坯连续送进示意图。其中包含储料送料架71,固定送料机72,前芯杆夹持器73,中间送料机74,后芯杆夹持器75,行星轧管机2和辊式送进机701。其中,辊式送进机采用双对辊结构,对辊间动力由齿轮传递,调节蝶形弹簧控制管坯的压紧力。送进机通过导电滑环15对电机9进行力矩控制,电机9经减速机7给送进辊10施加恒定的送进力,送进力在0-30kn内可调。
58.为方便的叙述,将图7中行星轧管机在长度方向的关键位置标记为d、e、f、g、h、i、j。
59.多根铸造好的管坯5存放在储料架71上,储料架上的翻料、推料机构可将管坯5送入固定送料机72的送料准备工位。此时,正在轧制的管坯在d-f之间。后芯杆夹持器75夹持芯杆4,管坯辊式送进机701将e-f之间的管坯5连续的送入行星轧管机2轧制。与此同时,前芯杆夹持器73的夹爪张开,固定送料机72和中间送料机74高速将待轧的第二根管坯穿过前芯杆夹持器73送入f-h之间。随后前芯杆夹持器73的夹爪夹持芯杆4,后芯杆夹持器75夹爪张开,管坯由前芯杆夹持器73夹持芯棒轧制。随后中间送料机74将在f-h之间的待轧的第二根管坯穿过后芯杆夹持器75与e-f之间还没轧完的管子头尾相接并一直将其送入管坯辊式送进机701,随后701连续的将待轧的第2根管坯送入行星轧管机2,到此,待轧的第2根管坯变成了正在轧制的管坯。701一直连续的送进管坯轧制,当这根管坯的管尾通过后芯杆夹持器75时,后芯杆夹持器75的夹爪启动夹持芯杆4,又到了前面叙述过的后芯杆夹持器75夹持芯杆,辊式送进机送进e-f之间管坯的状态,重复前述过程,完成一根根管坯的连续送进和连续轧制。
60.实施例四
61.图8为本发明实施例四的三辊行星轧管机铜管连续轧制连续拉伸示意图。其中三辊行星轧管机的前台送料部分与实施例三相同。在三辊行星轧管机后面设置了用于轧管弯管的预弯机81,用于打头的自动打头机82,轧管的收卷机83和用于铜管拉拔的联合拉拔机84.其中收卷机83为一个四工位的上收卷机,831为轧管收卷工位,832为打头工位,833为联合拉拔机的开卷工位,834为无铜管的无料工位。
62.从实施例三的描述可以得到通过管坯履带式式送料机702、前后芯杆夹持器73和75、固定和中间送料机72和74的联合作用,可以给行星轧管机2连续送料进行连续轧制。轧机轧后的轧管1经预弯机81弯管进入四工位的上收卷机83的收卷工位831进行收卷。在正常生产的工况下此时上收卷83的打头工位832和开卷工位833各有一盘轧后的盘管,832上的盘管进行拉拔的打头工作,给管内加拉拔油,放入芯头并打坑打头,打完头的管子存在832处等待拉拔。与此同时在开卷工位833处变为联合拉拔机84的开卷,从833连续的放出管子供联合拉拔机84拉拔。由于每根管子的拉拔时间小于每根轧管时间,将833上的管子拉完后还要等一段时间一根铜管才能轧完。铜管轧完时由于是连续轧制,第一根管尾和第二根的管头同时出轧机并可以自动分开。此时收卷机83转90
°
,轧完收卷好的管子转到打头工位,
无料工位转到轧机收卷工位对下一根轧管收卷,打好头的铜管转到联合拉拔机的开卷工位开卷拉拔,这样循环往复,完成铜管连轧连拉整个过程。
63.从上面叙述可以看到本发明实施例四是一种全连续的生产过程。在固定和中间送料机、管坯送进机的共同作用下连续的将空心管坯头尾相接送入行星轧管机,前后芯杆夹持器交替夹持芯杆实现管坯逐根交替穿入芯杆及实现芯杆的定位;轧后的铜管在两根管坯接头处自然分开进入预弯机在收卷工位收卷;收卷后的铜管转到开卷工位采用高速联合拉拔机快速拉伸清空开卷工位。
64.从实施例一到实施例四,对照附图仅对本发明的几个方案做了解释,不同的部件选配可以得出更多的技术方案。轧后铜管收卷除了单台预弯机 四工位收卷机的技术方案外,还可以采用:双预弯机 两个双工位收卷机,双预弯机 两个四工位收卷机,双预弯机 1个双工位收卷机 1个四工位收卷机等等技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。