1.本发明涉及舌侧托槽技术领域,具体涉及一种基于压模成型的个性化舌侧托槽及其制作方法。
背景技术:
2.随着经济的发展和文化的进步,患者对正畸的要求不仅仅停留在正畸完成后的美观上,还追求在正畸过程中的美观性,因此很多患者会追求类似于陶瓷托槽和透明托槽的美学正畸技术,但是不管使用哪种托槽都不能避免在唇侧使用固定矫治器,影响美观。
3.舌侧隐形矫正技术是国际上近些年来兴起的正畸技术,它是将矫治器全部安装于牙齿的舌侧面进行正畸治疗,从牙齿外观上看不到任何正畸治疗装置。舌侧矫正技术早在二十世纪七十年代就开始在日本和美国出现,经过多年的理论研究和技术完善,已经自成体系,并在日本和美国广为应用。舌侧隐形矫正技术目前在欧美和日本等国家相当成熟,但是在国内舌侧隐形矫正开展的范围却很少,因为它对医师操作的要求较高,技术难度较大,费用也较高。
4.传统的舌侧托槽一般为标准化产品,托槽底板为平面,槽沟中包含的数据,包括牙齿扭转、牙齿转矩、牙齿轴倾等都是按照牙齿牙列的平均数据设计出来的,但由于每个人的牙齿舌侧面的角度、形态具有很大的差异,通常通过使用胶体来填充网底与牙齿之间的空隙,从而弥补托槽与牙齿在舌侧上的差异,因此不是完全贴合的,这会造成托槽粘贴不准确,托槽易脱落,矫治效果不理想,患者舒适度差等问题。因此使用标准舌侧托槽时,在治疗初期患者容易感觉严重的不适,影响说话,矫治器还会刺激舌头的边缘产生疼痛,这些都需要病人渐渐适应,也有病人不能耐受矫治初期的痛苦,不得不拆除矫治器,使治疗半途而废。
5.近年来随着3d打印技术的发展,有人提出用金属3d打印技术直接整体打印个性化舌侧托槽,但3d打印的托槽槽沟在精度和粗糙度上并不能满足临床的要求。
技术实现要素:
6.本发明是为了克服上述现有技术中的缺陷,提供一种舌侧托槽与牙齿舌侧面贴合度高,可以满足不同患者对舌侧托槽的个性化需求的基于压模成型的个性化舌侧托槽及其制作方法。
7.为了实现上述发明目的,本发明采用以下技术方案:一种基于压模成型的个性化舌侧托槽,包括相连接的母体和网底;所述母体上形成有第一工作翼和第二工作翼,第一工作翼和第二工作翼之间形成槽沟;所述母体与网底之间焊接固定。
8.作为本发明的一种优选方案,所述网底由不锈钢板材和不锈钢钢网焊接成型。
9.一种基于压模成型的个性化舌侧托槽的制作方法,其特征在于,包括以下步骤:步骤a:通过ct扫描和口内激光扫描对患者的牙齿及颌骨进行扫描,获得患者牙列扫描数据;
步骤b:通过步骤a获取的扫描数据,利用医学图像处理和计算机辅助设计技术,在计算机软件中对患者牙齿进行模拟排牙,获得理想的牙列以及吻合牙列的弓形图;步骤c:采用3d技术将模拟排牙后的理想牙列模型进行打印;步骤d:根据步骤c打印的理想牙列模型为每一颗牙齿设计舌侧托槽母体和网底;步骤e:对母体进行设计并三维建模,采用线切割技术在线切割机床上切割得到母体;步骤f:选用不锈钢板材和不锈钢钢网焊接,并对焊接后的不锈钢板材和不锈钢钢网进行线切割得到网底毛坯;步骤g:采用焊接设备将网底毛坯与母体进行焊接;步骤h:将牙列模型导入三维软件中,运用曲线裁剪工具绘制出网底的轮廓,根据所需网底轮廓的上表面和下表面得到相应的凸模模仁和凹模模仁,并将凸模模仁和凹模模仁导入三维软件中得到凸模座和凹模座;步骤i:凸模座和凹模座组成模具,将网底毛坯放置于模具中,在凸模座和凹模座的作用下对网底毛坯进行冲压;步骤j:将冲压成型后的网底和母体进行抛光消毒,得到个性化舌侧托槽作为本发明的一种优选方案,所述步骤f中不锈钢板材厚度为0.3mm,不锈钢网为80目结构,不锈钢板材和不锈钢网之间采用真空焊接技术进行焊接固定。
10.作为本发明的一种优选方案,所述步骤g中采用治具将网底毛坯与母体预焊接,预焊接完成后采用激光焊接设备将网底毛坯与母体进行焊接,激光焊接设备的光斑直径不大于0.1mm。
11.作为本发明的一种优选方案,所述步骤i中将牙列模型导入geomagic软件中,运用曲线裁剪工具绘制出网底的轮廓,保存并导入到magics中,利用面转为实体命令分别得到凸模模仁和凹模模仁。
12.作为本发明的一种优选方案,所述步骤i中将凸模模仁导入到ug软件中,通过在上模板上进行布尔加运算得到凸模座,将凹模模仁导入到ug软件中,通过在下模板上布尔减运算得到凹模座。
13.作为本发明的一种优选方案,所述凸模模仁上开设与母体相适配的配合槽,并在凹模座上开设与母体相适配的配合槽。
14.作为本发明的一种优选方案,所述步骤j冲压完成后,继续向下移动凸模座和凹模座,实现在模具作用下对网底边缘进行裁剪。
15.作为本发明的一种优选方案,所述凸模座和凹模座采用不锈钢粉末通过3d打印成型。
16.与现有技术相比,本发明的有益效果是:1、本技术的舌侧托槽采用压模成型技术加工,使得舌侧托槽与牙齿舌侧面贴合度高,患者佩戴后更加舒适;2、网底根据患者牙列模型进行设计,可以满足不同患者对舌侧托槽的个性化需求,同时整体加工便捷,成本较低;3、母体在网底毛坯状态下进行焊接固定,平面结构的网底毛坯便于与母体进行紧密焊接固定;
4、凸模座和凹模座上形成有与母体相适配的配合槽,从而在网底毛坯的冲压过程中,不影响母体的结构。
附图说明
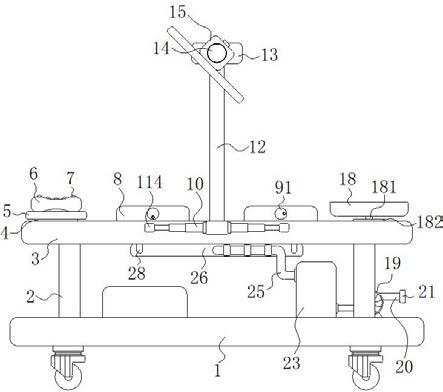
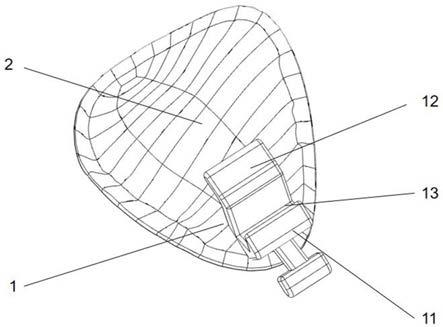
17.图1是本技术的结构示意图;图2是网底毛坯与母体的连接示意图;图3是凹模座的结构示意图;图4是凸模座的结构示意图;图5是网底毛坯的冲压示意图;图6是本技术的使用状态图;附图标记:母体1,网底2,网底毛坯4,凹模座5,凹模模仁6,凸模座7,凸模模仁8,上模板9,下模板10,第一工作翼11,第二工作翼12,槽沟13。
具体实施方式
18.下面结合附图对本发明实施例作详细说明。
19.如图1-6所示,一种基于压模成型的个性化舌侧托槽,包括相连接的母体1和网底2;其特征在于,所述母体1上形成有第一工作翼11和第二工作翼12,第一工作翼11和第二工作翼12之间形成槽沟13;所述母体1与网底2之间焊接固定,网底2由不锈钢板材和不锈钢钢网焊接成型。
20.第一工作翼11、第二工作翼12和母体1形成u型结构,槽沟13内可用于防止弓丝,弓丝用于连接多个舌侧托槽,且弓丝可对舌侧托槽进行支撑,舌侧托槽设置于牙齿内侧,对舌侧托槽进行支撑,从而实现牙齿的矫正。
21.一种基于压模成型的个性化舌侧托槽的制作方法,包括以下步骤:步骤a:通过ct扫描和口内激光扫描对患者的牙齿及颌骨进行扫描,获得患者牙列扫描数据,通过对不同患者进行ct扫描和口内激光扫描,得到不同的牙列扫描数据。
22.步骤b:通过步骤a获取的扫描数据,利用医学图像处理和计算机辅助设计技术,在计算机软件中对患者牙齿进行模拟排牙,获得理想的牙列以及吻合牙列的弓形图,不同患者对应不同的理想的牙列以及吻合牙列的弓形图。
23.步骤c:采用3d技术将模拟排牙后的理想牙列模型进行打印,选用光固化sla等3d打印机进行理想牙列模型的打印。
24.此处的理想牙列模型可根据患者的牙齿所需偏移量进行设计,当患者的牙齿所需偏移量较大时,可依次设计理想牙列模型,实现对患者牙齿的多阶段,多次矫正,而当患者的牙齿所需偏移量较小时,可直接设置一次的理想牙列模型,实现患者的一次矫正。
25.步骤d:根据步骤c打印的理想牙列模型为每一颗牙齿设计舌侧托槽母体1和网底2,不同的牙齿设计不同的舌侧托槽母体1和网底2,根据不同牙齿尺寸设计不同的网底2尺寸,确保网底2能与牙齿进行准确贴合,便于网底2对牙齿进行推动矫正。
26.步骤e:对母体1进行设计并三维建模,采用线切割技术在线切割机床上切割得到母体1,母体1可根据需要制成标准件,从而可实现扩产的同时,可供不同的牙齿使用,母体也可通过压铸或浇筑成型,可实现母体的扩产。
27.步骤f:选用不锈钢板材和不锈钢钢网焊接,并对焊接后的不锈钢板材和不锈钢钢网进行线切割得到网底毛坯4。
28.不锈钢板材厚度为0.3mm,不锈钢网为80目结构,不锈钢板材和不锈钢网之间采用真空焊接技术进行焊接固定,不锈钢板材选用sus304材质,不锈钢网选用sus316l材质。
29.通过线切割机床加工加工出网底毛坯4的外形,网底毛坯4的规格为10mmx10mm,网底毛坯4的尺寸需大于凸模座7和凹模座5的尺寸,在凸模座7和凹模座5的冲压过程中,确保网底毛坯4紧密贴合于凸模模仁8和凹模模仁6之间。
30.步骤g:采用焊接设备将网底毛坯4与母体1进行焊接,采用治具将网底毛坯4与母体1预焊接,预焊接完成后采用激光焊接设备将网底毛坯4与母体1进行焊接,激光焊接设备的光斑直径不大于0.1mm,治具可为焊枪或焊接机床。
31.步骤h:将牙列模型导入三维软件中,运用曲线裁剪工具绘制出网底2的轮廓,根据所需网底2轮廓的上表面和下表面得到相应的凸模模仁8和凹模模仁6,并将凸模模仁8和凹模模仁6导入三维软件中得到凸模座7和凹模座5。
32.将牙列模型导入geomagic软件中,运用曲线裁剪工具绘制出网底2的轮廓,保存并导入到magics中,利用面转为实体命令分别得到凸模模仁8和凹模模仁6,将凸模模仁8导入到ug软件中,通过在上模板9上进行布尔加运算得到凸模座7,将凹模模仁6导入到ug软件中,通过在下模板10上布尔减运算得到凹模座5。
33.凸模模仁8和凹模模仁6根据所需网底2的上下表面进行设置,凸模模仁8为凸模座7中部的凸起,凹模模仁6为凹模座5表面的凹槽。
34.凸模座7和凹模座5的水平截面尺寸相一致,在实际使用过程中,凸模模仁8和凹模模仁6位置相对应,且凸模座7的边缘与凹模座5边缘相接触,在冲压的作用下,凸模座7的边缘尽可能与凹模座5边缘靠近,从而凸模座7的边缘与凹模座5边缘处的网底毛坯4较薄,网底毛坯4中部在凸模模仁8和凹模模仁6的挤压作用下弯曲成型,得到所需的网底2。
35.步骤i:凸模座7和凹模座5组成模具,将网底毛坯4放置于模具中,在凸模座7和凹模座5的作用下对网底毛坯4进行冲压,凸模模仁8上开设与母体1相适配的配合槽,并在凹模座5上开设与母体1相适配的配合槽。
36.从而在冲压过程中,配合槽的存在,使得冲压过程不对母体1产生影响,而网底毛坯4初始状态为平面结构,便于与母体1之间的焊接固定,成型后的网底2表面形成有不规则弧度,难以实现与母体1之间的紧密焊接。
37.继续向下移动凸模座7和凹模座5,实现在模具作用下对网底2边缘进行裁剪,由于凸模座7的边缘与凹模座5边缘处的网底毛坯4较薄,在凸模座7和凹模座5向下移动过程中,网底毛坯4边缘在拉力作用下,较薄的网底毛坯4抗拉强度较差,便于网底毛坯4边缘处与形成后的网底2之间的脱离。
38.步骤j:将冲压成型后的网底2和母体1进行抛光消毒,得到个性化舌侧托槽。
39.凸模座7和凹模座5采用不锈钢粉末通过3d打印成型。
40.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一
致的最宽的范围。
41.尽管本文较多地使用了图中附图标记:母体1,网底2,网底毛坯4,凹模座5,凹模模仁6,凸模座7,凸模模仁8,上模板9,下模板10,第一工作翼11,第二工作翼12,槽沟13等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。