1.本发明涉及钻铣床技术领域,具体为一种工件免划线打眼和快速装夹的高精度钻铣床。
背景技术:
2.钻铣床是一种用于加工工件的机械设备,在使用钻铣床对工件进行加工之前,需要先在工件的表面确定加工位置,然后将工件固定在钻铣床的加工台上,即可对工件的进行加工。
3.现有工件在利用钻铣床进行加工时,需要先利用标记笔在工件的表面划线和打眼,以对工件表面加工的位置进行标记,工件表面加工位置标记操作麻烦,同时这种方式可能会使工件加工的位置出现偏差,影响工件表面的加工精度,现有钻铣床是采用手动的方式,利用丝杆的传动将工件夹紧固定在加工台的表面,这种工件装夹方式操作效率较低,会影响工件表面钻铣加工的效率。
技术实现要素:
4.为实现以上工件免划线打眼和快速装夹的高精度钻铣床目的,本发明通过以下技术方案予以实现:一种工件免划线打眼和快速装夹的高精度钻铣床,包括机体、钻铣机构、支撑台,所述机体的表面设置有标尺,机体的表面设置有传动螺杆,所述传动螺杆的表面螺纹连接有滑座,所述滑座的表面设置有支撑架,所述钻铣机构的表面设置有连接块,所述连接块的内部螺纹连接有传动丝杆,所述机体的表面设置有支撑台,所述支撑台的表面设置有夹紧机构,所述支撑台的侧表面设置有滑轨,所述滑轨的表面滑动连接有发射器一,所述支撑台远离发射器一的一侧设置有接收器一,所述支撑台远离发射器一和接收器一的一侧设置有发射器二,所述支撑台远离发射器二的一侧设置有接收器二。
5.进一步的,所述标尺分布在支撑台的横向侧边和纵向侧边。
6.进一步的,所述钻铣机构与支撑架滑动连接,传动丝杆与传动螺杆之间呈垂直分布。
7.进一步的,所述滑轨分布在支撑台侧边的周围,滑轨分别有两组,每组中有两个滑轨,一组滑轨与传动螺杆呈垂直分布,另一组滑轨与传动丝杆呈垂直分布。
8.进一步的,所述发射器一和接收器一为一组,分别位于同组中的两个滑轨的表面,接收器一与滑座固定连接,发射器一和接收器一与传动螺杆的驱动设备电连接。
9.进一步的,所述发射器二和接收器二为一组,分别位于另一组中的两个滑轨的表面,接收器二在横向方向上与钻铣机构固定连接,发射器二和接收器二与传动丝杆的驱动设备电连接。
10.进一步的,所述夹紧机构包括支板、下夹板、上夹板和导向杆,所述下夹板与上夹板呈上下平行分布,所述上夹板与支板滑动连接,所述导向杆与支板滑动连接。
11.进一步的,所述支撑台的下表面设置有调节机构,所述调节机构包括转轴、偏心
盘、套杆和拉杆。
12.进一步的,所述转轴的表面开设有轴向滑槽,偏心盘位于转轴的表面,与转轴滑动连接。
13.进一步的,所述套杆位于偏心盘的外表面,与偏心盘转动连接,套杆的上表面与拉杆转动连接,拉杆的上端与上夹板连接。
14.与现有技术相比,本发明具有以下有益效果:1、该工件免划线打眼和快速装夹的高精度钻铣床,通过传动螺杆与滑座配合,可在纵向方向上对钻铣机构的位置进行调节,传动丝杆与连接块的配合,可在横向方向上对钻铣机构的位置进行调节,滑座和接收器一与发射器一的配合以及钻铣机构和接收器二与发射器二的配合使用,可自动定位钻铣机构的位置,可实现对工件的免划线打眼加工,同时可有利于提高工件表面加工位置定位的精度。
15.2、该工件免划线打眼和快速装夹的高精度钻铣床,通过支板与导向杆的配合使用,可快速对支板的位置进行调节移动,转轴与偏心盘的配合以及套杆与拉杆的配合,可对上夹板的位置进行快速调节,以便利用下夹板和上夹板将工件固定在支撑台的表面,工件装夹操作方便,装夹操作效率高,可有利于提高工件表面钻铣加工的效率。
附图说明
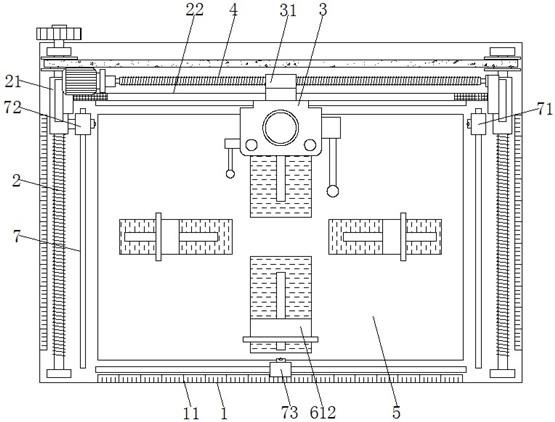
16.图1为本发明俯视结构示意图一;图2为本发明俯视结构示意图二;图3为本发明俯视结构示意图三;图4为本发明主视结构示意图;图5为本发明图4中a处结构示意图;图6为本发明夹紧机构侧视结构示意图。
17.图中:1、机体;11、标尺;2、传动螺杆;21、滑座;22、支撑架;3、钻铣机构;31、连接块;4、传动丝杆;5、支撑台;6、夹紧机构;61、支板;611、下夹板;612、上夹板;62、导向杆;7、滑轨;71、发射器一;72、接收器一;73、发射器二;74、接收器二;8、调节机构;81、转轴;82、偏心盘;83、套杆;84、拉杆。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.该工件免划线打眼和快速装夹的高精度钻铣床的实施例如下:请参阅图1-图6,一种工件免划线打眼和快速装夹的高精度钻铣床,包括机体1、钻铣机构3、支撑台5,机体1的表面设置有标尺11,用于作为确定工件表面加工位置的参考物,机体1的表面设置有传动螺杆2,与滑座21螺纹啮合,带动滑座21移动,传动螺杆2的表面螺纹连接有滑座21,用于带动支撑架22移动,滑座21的表面设置有支撑架22,用于带动钻铣机构3移动,钻铣机构3的表面设置有连接块31,用于带动钻铣机构3移动。
20.连接块31的内部螺纹连接有传动丝杆4,与连接块31螺纹啮合,带动钻铣机构3移动,机体1的表面设置有支撑台5,用于工件的固定,支撑台5的表面设置有夹紧机构6,用于将工件装夹在支撑台5的表面,支撑台5的侧表面设置有滑轨7,用于发射器一71、接收器一72、发射器二73和接收器二74的移动。
21.滑轨7的表面滑动连接有发射器一71,支撑台5远离发射器一71的一侧设置有接收器一72,接收器一72与发射器一71配合,用于控制关闭传动螺杆2的驱动设备,支撑台5远离发射器一71和接收器一72的一侧设置有发射器二73,支撑台5远离发射器二73的一侧设置有接收器二74,接收器二74与发射器二73配合,用于控制关闭传动丝杆4的驱动设备。
22.通过传动螺杆2与滑座21配合,可在纵向方向上对钻铣机构3的位置进行调节,传动丝杆4与连接块31的配合,可在横向方向上对钻铣机构3的位置进行调节,滑座21和接收器一72与发射器一71的配合以及钻铣机构3和接收器二74与发射器二73的配合使用,可自动定位钻铣机构3的位置,可实现对工件的免划线打眼加工,同时可有利于提高工件表面加工位置定位的精度。
23.标尺11分布在支撑台5的横向侧边和纵向侧边,用于作为确定工件表面加工位置的参考物。
24.钻铣机构3与支撑架22滑动连接,传动丝杆4与传动螺杆2之间呈垂直分布,传动螺杆2和滑座21与传动丝杆4和连接块31配合,用于对钻铣机构3的位置进行调节。
25.滑轨7分布在支撑台5侧边的周围,滑轨7分别有两组,每组中有两个滑轨7,一组滑轨7与传动螺杆2呈垂直分布,另一组滑轨7与传动丝杆4呈垂直分布,用于发射器一71、接收器一72、发射器二73和接收器二74的移动。
26.发射器一71和接收器一72为一组,分别位于同组中的两个滑轨7的表面,接收器一72与滑座21固定连接,发射器一71和接收器一72与传动螺杆2的驱动设备电连接,接收器一72与发射器一71配合,用于控制关闭传动螺杆2的驱动设备。
27.发射器二73和接收器二74为一组,分别位于另一组中的两个滑轨7的表面,接收器二74在横向方向上与钻铣机构3固定连接,发射器二73和接收器二74与传动丝杆4的驱动设备电连接,接收器二74与发射器二73配合,用于控制关闭传动丝杆4的驱动设备。
28.夹紧机构6包括支板61、下夹板611、上夹板612和导向杆62,下夹板611与上夹板612呈上下平行分布,上夹板612与支板61滑动连接,导向杆62与支板61滑动连接,导向杆62与支板61配合,可快速下夹板611和上夹板612的位置,下夹板611与上夹板612配合,用于对工件进行装夹。
29.支撑台5的下表面设置有调节机构8,调节机构8包括转轴81、偏心盘82、套杆83和拉杆84,用于驱动上夹板612移动。
30.转轴81的表面开设有轴向滑槽,偏心盘82位于转轴81的表面,与转轴81滑动连接,通过驱动转轴81,可带动偏心盘82转动。
31.套杆83位于偏心盘82的外表面,与偏心盘82转动连接,套杆83的上表面与拉杆84转动连接,拉杆84的上端与上夹板612连接,偏心盘82的转动会带动套杆83移动,套杆83带动拉杆84移动,利用拉杆84可带动上夹板612移动。
32.在使用时,将工件放置在支撑台5的表面,利用夹紧机构6将工件固定在支撑台5的表面,移动支板61,将下夹板611和上夹板612移动到工件的上下表面,通过相关驱动设备使
转轴81转动,转轴81带动偏心盘82,偏心盘82会带动套杆83移动,套杆83带动拉杆84移动,拉杆84带动上夹板612向下移动,使上夹板612与工件的表面接触,以此对工件的表面进行夹紧,将工件固定在支撑台5的表面。
33.在确定工件表面的加工位置之后,调节发射器一71和发射器二73的位置,使发射器一71所在的直线与发射器二73所在直线的交点与工件表面待加工的位置重合,通过相关驱动设备使传动螺杆2转动,传动螺杆2通过与滑座21螺纹啮合,带动滑座21移动,滑座21带动支撑架22移动,支撑架22带动钻铣机构3在纵向方向上移动。
34.通过相关驱动设备使传动丝杆4转动,传动丝杆4通过与连接块31螺纹啮合,带动钻铣机构3在横向方向上移动,滑座21的移动会带动接收器一72一起移动,钻铣机构3的移动会带动接收器二74一起移动,当接收器一72与发射器一71位于同一直线上时,此时发射器一71与接收器一72配合,关闭传动螺杆2的驱动设备。
35.当接收器二74与发射器二73位于同一直线上时,此时发射器二73与接收器二74配合,关闭传动丝杆4的驱动设备,此时钻铣机构3刚好位于工件表面加工位置的正上方,以此即可利用钻铣机构3对工件的表面进行钻铣加工。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
