1.本实用新型涉及冲压设备技术领域,尤其涉及一种可自动脱模的金属路由器壳体生产用冲压装置。
背景技术:
2.冲压,是在室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.在现有的冲压装置中,在冲压结束后,多为人工脱模,在人工脱模的过程中,容易对零件表面造成磕碰、损伤等,为此需要设计一种可以自动脱模的冲压装置,代替人工脱模,保证冲压件品质并提高生产效率。
技术实现要素:
4.本实用新型的目的在于提出一种可自动脱模的金属路由器壳体生产用冲压装置,能够使得装置自动脱模,省去人工脱模流程,节省人力和时间成本,提高生产效率。
5.为达此目的,本实用新型采用以下技术方案:一种可自动脱模的金属路由器壳体生产用冲压装置,包括装置本体,所述装置本体主要由冲压装置和脱模装置两部分组成,所述脱模装置包含有底座,所述底座中央位置处开设有凹槽一,且所述底座上设置有下模具,所述下模具中央处开设有通孔,所述凹槽一内放置有电动伸缩杆二,所述电动伸缩杆二贯穿所述通孔,且所述电动伸缩杆二固定连接有将成型件推出的推板二。
6.优选的,所述下模具内开设有成型腔,所述推板二放置于所述成型腔的底部,所述下模具上表面左侧的前后位置处均固定设置有固定块二,两块所述固定块二之间设置有固定杆一。
7.优选的,所述下模具上表面右侧的前后位置处均固定设置有固定块三,两块所述固定块三之间设置有固定杆二,所述固定杆一和所述固定杆二贯穿推板一的左右两端,所述推板一与电动伸缩杆一相连接,所述电动伸缩杆一设置于所述下模具的上表面。
8.优选的,所述冲压装置包含有液压缸,所述液压缸设置于所述装置本体的顶部,且所述液压缸下方设置有连接板,所述连接板的下方固定连接有上模具。
9.优选的,所述连接板的左右两端均固定连接有滑块,两个所述滑块分别套设于两根滑杆上,每根所述滑杆的顶端均固定设置于所述装置本体的顶部,且两根所述滑杆分别固定设置于两个固定块一上,两个所述固定块一分别设置于所述装置本体的左右两内壁上。
10.优选的,所述下模具前方开设有凹槽二,所述凹槽二内设置有收集箱,所述收集箱放置于所述底座上。
11.本实用新型的有益效果为:本实用新型的一种可自动脱模的金属路由器壳体生产用冲压装置,通过液压缸、连接板、滑块和滑杆之间的相互配合,可保证液压缸在冲压过程中不会发生位置的偏移,实现精准冲压,保证成型件的合格率,提升生产精度;
12.通过电动伸缩杆一和电动伸缩杆二及其相关件的配合,实现自动脱模,省去了人工脱模的流程,且设置有收集箱,成型件会通过推板一自动进入收集箱内,省去了人工取走成型件的流程,节省了时间和人力,提高了生产效率。
附图说明
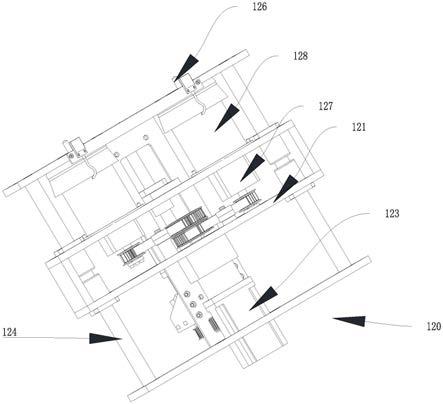
13.图1是本实用新型的正面示意图。
14.图2为本实用新型中脱模装置的俯视示意图;
15.图3为本实用新型中脱膜装置的侧视示意图;
16.图中:1、装置本体;2、冲压装置;201、液压缸;202、上模具;203、连接板;204、滑块;205、滑杆;206、固定块一;207、下模具;208、成型腔;3、脱模装置;301、电动伸缩杆一;302、推板一;303、固定块二;304、固定杆一;305、固定块三;306、固定杆二;307、凹槽一;308、通孔;309、电动伸缩杆二;310、推板二;4、底座;5、凹槽二;6、收集箱。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
18.请参阅图1-3,本实用新型提供一种技术方案:一种可自动脱模的金属路由器壳体生产用冲压装置,包括装置本体1,装置本体1主要由冲压装置2和脱模装置3两部分组成,脱模装置3包含有底座4,底座4中央位置处开设有凹槽一307,且底座4上设置有下模具207,下模具207中央处开设有通孔308,凹槽一307内放置有电动伸缩杆二309,电动伸缩杆二309贯穿通孔308,且电动伸缩杆二309固定连接有将成型件推出的推板二310。
19.进一步,下模具207内开设有成型腔208,推板二310放置于成型腔208的底部,下模具207上表面左侧的前后位置处均固定设置有固定块二303,两块固定块二303之间设置有固定杆一304。
20.具体的是,下模具207上表面右侧的前后位置处均固定设置有固定块三305,两块固定块三305之间设置有固定杆二306,固定杆一304和固定杆二306贯穿推板一302的左右两端,推板一302与电动伸缩杆一301相连接,电动伸缩杆一301设置于下模具207的上表面。
21.待成型件冲压结束后,电动伸缩杆二309工作,推动推板二310向上移动,成型件随之向上移动至下模具207的上表面,电动伸缩杆一301工作,推动推板一302沿着固定杆一304和固定杆二306移动,将成型件推至收集箱6内。
22.通常,冲压装置2包含有液压缸201,液压缸201设置于装置本体1的顶部,且液压缸201下方设置有连接板203,连接板203的下方固定连接有上模具202。
23.另外,连接板203的左右两端均固定连接有滑块204,两个滑块204分别套设于两根滑杆205上,每根滑杆205的顶端均固定设置于装置本体1的顶部,且两根滑杆205分别固定设置于两个固定块一206上,两个固定块一206分别设置于装置本体1的左右两内壁上。
24.将待冲压件放置成型腔208内,液压缸201工作,带动连接板203和上模具202沿着左右两侧的滑杆205向下移动,对放置于成型腔208内的待冲压件进行冲压。
25.此外,下模具207前方开设有凹槽二5,凹槽二5内设置有收集箱6,收集箱6放置于
底座4上。
26.本实用新型的工作原理及使用流程:本实用新型安装好过后,工人将待冲压件放置于成型腔208内,液压缸201开始工作,带动连接板203和上模具202沿着左右两侧的滑杆205向下移动,对放置于成型腔208内的待冲压件进行冲压;
27.待冲压结束后,电动伸缩杆二309工作,推动推板二310向上移动,成型件随之向上移动至下模具207的上表面,电动伸缩杆一301工作,推动推板一302沿着固定杆一304和固定杆二306移动,将成型件推至收集箱6内,实现自动脱模和取件。
28.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:包括装置本体(1),所述装置本体(1)主要由冲压装置(2)和脱模装置(3)两部分组成,所述脱模装置(3)包含有底座(4),所述底座(4)中央位置处开设有凹槽一(307),且所述底座(4)上设置有下模具(207),所述下模具(207)中央处开设有通孔(308),所述凹槽一(307)内放置有电动伸缩杆二(309),所述电动伸缩杆二(309)贯穿所述通孔(308),且所述电动伸缩杆二(309)固定连接有将成型件推出的推板二(310)。2.如权利要求1所述的一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:所述下模具(207)内开设有成型腔(208),所述推板二(310)放置于所述成型腔(208)的底部,所述下模具(207)上表面左侧的前后位置处均固定设置有固定块二(303),两块所述固定块二(303)之间设置有固定杆一(304)。3.如权利要求2所述的一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:所述下模具(207)上表面右侧的前后位置处均固定设置有固定块三(305),两块所述固定块三(305)之间设置有固定杆二(306),所述固定杆一(304)和所述固定杆二(306)贯穿推板一(302)的左右两端,所述推板一(302)与电动伸缩杆一(301)相连接,所述电动伸缩杆一(301)设置于所述下模具(207)的上表面。4.如权利要求1所述的一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:所述冲压装置(2)包含有液压缸(201),所述液压缸(201)设置于所述装置本体(1)的顶部,且所述液压缸(201)下方设置有连接板(203),所述连接板(203)的下方固定连接有上模具(202)。5.如权利要求4所述的一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:所述连接板(203)的左右两端均固定连接有滑块(204),两个所述滑块(204)分别套设于两根滑杆(205)上,每根所述滑杆(205)的顶端均固定设置于所述装置本体(1)的顶部,且两根所述滑杆(205)分别固定设置于两个固定块一(206)上,两个所述固定块一(206)分别设置于所述装置本体(1)的左右两内壁上。6.如权利要求1所述的一种可自动脱模的金属路由器壳体生产用冲压装置,其特征在于:所述下模具(207)前方开设有凹槽二(5),所述凹槽二(5)内设置有收集箱(6),所述收集箱(6)放置于所述底座(4)上。
技术总结
本实用新型适用于冲压设备技术领域,提供了一种可自动脱模的金属路由器壳体生产用冲压装置,包括装置本体,所述装置本体主要由冲压装置和脱模装置两部分组成,所述脱模装置包含有底座,所述底座中央位置处开设有凹槽一,且所述底座上设置有下模具,所述下模具中央处开设有通孔,所述凹槽一内放置有电动伸缩杆二,所述电动伸缩杆二贯穿所述通孔,且所述电动伸缩杆二固定连接有将成型件推出的推板二;通过电动伸缩杆一和电动伸缩杆二及其相关件的配合,实现自动脱模,省去了人工脱模的流程,且设置有收集箱,成型件会通过推板一自动进入收集箱内,省去了人工取走成型件的流程,节省了时间和人力,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:赵丰杰
受保护的技术使用者:昆山市珍和模具五金机械有限公司
技术研发日:2021.09.08
技术公布日:2022/1/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。