1.本发明涉及偏振膜的制造方法及聚乙烯醇系膜。
背景技术:
2.偏振膜如专利文献1、2中记载所示,通过对聚乙烯醇系膜实施例如溶胀、染色、交联、拉伸、清洗、干燥等处理而制造。在上述对聚乙烯醇系膜的处理中,有时将聚乙烯醇系膜浸渍于处理液中。例如,溶胀处理中,将聚乙烯醇系膜浸渍于作为处理液的水中。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016-48382号公报
6.专利文献2:日本特开2017-102438号公报
技术实现要素:
7.发明所要解决的问题
8.以往的偏振膜的制造中,有时发生膜的断裂等,有生产工序不稳定的情况。
9.因而,本发明的目的在于,提供能够利用稳定的工序制造偏振膜的偏振膜的制造方法及聚乙烯醇系膜。
10.用于解决问题的手段
11.本技术发明人等发现,在偏振膜的制造时,若上述浸渍的前后的宽度变化率的变动幅度过大,则产生膜的断裂。因而,完成了以下的偏振膜的制造方法。
12.本发明的一个方面的偏振膜的制造方法是一边运送聚乙烯醇系膜一边制造偏振膜的方法,具备将长条的聚乙烯醇系膜浸渍于处理液中的浸渍工序,在上述浸渍工序中,在上述处理液中浸渍上述聚乙烯醇系膜前后的上述聚乙烯醇系膜的宽度方向的宽度变化率(%)的变动幅度(%)为0.5%以下。
13.上述制造方法中,在上述浸渍工序中聚乙烯醇系膜的宽度方向的宽度变化率(%)的变动幅度(%)为0.5%以下。该情况下,由于上述变动幅度小,因此在偏振膜的制造中不易在膜中产生断裂,能够以稳定的工序制造偏振膜。
14.上述浸渍工序中,可以一边利用在上述处理液中的浸渍前后的夹持辊赋予恒定的张力,一边将上述聚乙烯醇系膜浸渍于上述处理液中。
15.上述浸渍工序中,可以一边将在上述处理液中的浸渍前后的夹持辊的转速比维持恒定,一边将上述聚乙烯醇系膜浸渍于上述处理液中。
16.上述浸渍工序也可以在对上述聚乙烯醇系膜的溶胀处理中进行。溶胀处理在偏振膜的制造的初始阶段实施。由此,聚乙烯醇系膜的宽度在溶胀处理中容易变化。因而,在上述浸渍工序中实施溶胀处理是有效的。
17.上述宽度变化率可以利用式(1)算出,上述变动幅度可以利用式(2)算出。
18.宽度变化率=|(w2-w1)/w1|
×
100
···
(1)
19.变动幅度=宽度变化率的最大值-宽度变化率的最小值
···
(2)
20.(式(1)中,w1[mm]表示在上述处理液中浸渍前的上述聚乙烯醇系膜的宽度,w2[mm]表示在上述处理液中浸渍后的上述聚乙烯醇系膜的宽度。式(2)中,宽度变化率的最大值和宽度变化率的最小值分别是连续60秒以上地算出上述宽度变化率时的值。)
[0021]
对于本发明的另一个方面的聚乙烯醇系膜,在一边运送长条的聚乙烯醇系膜、一边基于包括规定温度及规定浸渍时间的条件使之浸渍于水中的情况下,上述浸渍的前后的上述聚乙烯醇系膜的宽度方向的宽度变化率(%)的变动幅度(%)为0.5%以下,上述规定温度为选自15℃~40℃的范围中的温度,上述规定浸渍时间为选自20秒~120秒的范围中的浸渍时间,上述变动幅度(%)是连续60秒以上地取得上述宽度变化率时的上述宽度变化率的最大值与宽度变化率的最小值的差。
[0022]
上述聚乙烯醇系膜例如用于偏振膜的制造。制造偏振膜的方法具有将长条的聚乙烯醇系膜浸渍于处理液中的浸渍工序。在使用上述聚乙烯醇系膜进行上述浸渍工序的情况下,在上述处理液中浸渍上述聚乙烯醇系膜前后的上述聚乙烯醇系膜的宽度方向的宽度变化率(%)的变动幅度(%)容易达到0.5%以下。该情况下,由于上述变动幅度小,因此在偏振膜的制造中不易在膜中产生断裂,能够以稳定的工序制造偏振膜。
[0023]
上述变动幅度(%)可以是如下所示的情况下的变动幅度,即,一边在维持选自5n/m~100n/m的范围中的张力的状态下运送上述聚乙烯醇系膜,一边基于包括上述规定温度及上述规定浸渍时间的条件使之浸渍于上述水中。
[0024]
上述变动幅度(%)也可以是如下所示的情况下的变动幅度,即,一边在将在上述水中的浸渍前后的夹持辊的转速比维持为在1.1~4.0的范围内选择的转速比的状态下运送上述聚乙烯醇系膜,一边基于包括上述规定温度及上述规定浸渍时间的条件使之浸渍于上述水中。
[0025]
上述变动幅度(%)可以为0.3%以下。
[0026]
上述聚乙烯醇系膜的长度方向的长度例如为1000m以上。
[0027]
发明效果
[0028]
根据本发明,能够以稳定的工序制造偏振膜。
附图说明
[0029]
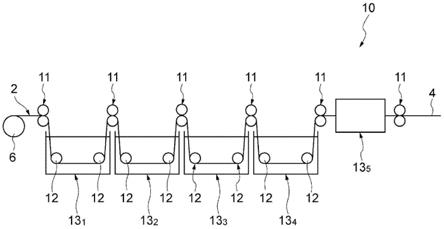
图1是用于说明一个实施方式的偏振膜的制造方法的示意图。
[0030]
图2是用于说明偏振膜的制造方法所具备的浸渍工序的图。
[0031]
图3是用于说明宽度变化率及变动幅度的取得方法的一例的图。
[0032]
附图标记说明
[0033]
2膜(聚乙烯醇系膜),4偏振膜,8处理液,11夹持辊。
具体实施方式
[0034]
以下,参照附图对本发明的实施方式进行说明。图中对于相同或相当的部分使用相同的符号,省略重复的说明。附图的尺寸比率未必与说明的尺寸比率一致。
[0035]
(第1实施方式)
[0036]
作为第1实施方式,对偏振膜的制造方法进行说明。图1是说明本发明的一个实施
方式的偏振膜的制造方法的一例的示意图。
[0037]
第1实施方式中,一边运送长条的聚乙烯醇系膜2(以下简称为“膜2”),一边对运送中的膜2实施溶胀处理、染色处理、交联处理、拉伸处理及干燥处理,由此制造偏振膜4。拉伸处理可以在任一处理(例如交联处理)中实施,或者一边实施多个处理一边并行地对膜2实施。
[0038]
膜2的材料只要是偏振膜的制造中使用的公知的聚乙烯醇系树脂即可,优选为经过皂化的聚乙烯醇系树脂。皂化度的范围优选为80.0~100.0摩尔%,更优选为90.0~99.5摩尔%,进一步优选为93.0~99.5摩尔%。所谓皂化度,是以式:皂化度(摩尔%)=(羟基的个数)/(羟基的个数 乙酸基的个数)
×
100定义的数值,可以利用jis k 6726(1994)中规定的方法求出。聚乙烯醇系树脂的平均聚合度优选为100~10000,更优选为1000~10000。平均聚合度是利用由jis k 6726(1994)规定的方法求出的数值。
[0039]
膜2的长度方向的长度例如为1000m以上。在膜2的长度方向的长度为1000m以上的情况下,膜2的长度方向的长度例如为30000m以下,优选为20000m以下。膜2的宽度方向(与长度方向正交的方向)的长度的例子为1300mm~5000mm。膜2的厚度的例子为10μm~100μm。
[0040]
膜2没有特别限定,可以利用熔融挤出法、溶剂流延法等公知的方法制造。例如,膜2可以通过如下操作获得,即,向由热塑性树脂(聚烯烃系树脂、(甲基)丙烯酸系树脂等)形成的基材膜上涂布聚乙烯醇系树脂溶液,使该树脂溶液干燥,由此进行膜成形,将所得的膜2从基材膜剥离。
[0041]
上述基材膜根据需要可以设置底漆层。基材膜的厚度可以适当地确定,优选为1μm~500μm,更优选为1μm~300μm。基材膜的宽度及长度可以根据作为目标的膜2的尺寸适当地确定。
[0042]
聚乙烯醇系树脂溶液可以通过将上述的聚乙烯醇系树脂用水、醇等溶解而得到。该溶液的粘度优选为500cps~10000cps,更优选为1000cps~7000cps,进一步优选为1000cps~5000cps。
[0043]
聚乙烯醇系树脂溶液的涂布可以从凹版涂布等辊涂法、模涂法等公知的方法中适当地选择。进行涂布的聚乙烯醇系树脂的溶液的膜厚例如可以设为50μm~1000μm。
[0044]
上述干燥可以在树脂的温度通常为30℃~200℃、干燥时间为2分钟~24小时的条件下实施。在进行涂布的聚乙烯醇系树脂溶液的膜厚大的情况下,也可以在利用80℃以上的热风使之干燥1分钟~10分钟而先除去一定程度的水分后、再利用30℃~低于50℃的热风使之干燥。
[0045]
可以一边运送基材膜,一边连续地进行上述聚乙烯醇系树脂溶液的涂布、干燥及膜2从基材膜的剥离。
[0046]
在上述干燥中,可以对基材膜沿基材膜的运送方向(基材膜的长度方向)施加基材膜的宽度方向的每1m长度为45n以上的张力。在上述干燥中,可以使干燥前后的基材膜的长度方向的尺寸变化率大于0%地进行拉伸,即,可以以发生塑性变形的方式沿长度方向施加张力。尺寸变化率可以为0.01%以上,也可以为0.1%以上。另外,干燥工序中的尺寸变化率优选为5%以下,更优选为1%以下。
[0047]
所得的膜2的厚度可以为5μm~100μm。另外,干燥后的聚乙烯醇系树脂层(膜2)的宽度可以为400mm~5000mm。
[0048]
图1中,图示出以原材卷筒6的形式准备膜2、并对从原材卷筒6拉出的膜2实施各处理而得到偏振膜4的情况。在利用上述方法(熔融挤出法、溶剂流延法等)制造膜2的情况下,例如可以连续地运送利用上述方法(熔融挤出法、溶剂流延法等)制造的膜2,在其运送中实施上述的各处理。
[0049]
基于图1所示的方式,对偏振膜4的制造方法的一例进行说明。首先,对偏振膜4的制造装置10的概略进行说明。制造装置10具备:多个夹持辊11、多个导辊12、溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134、和干燥处理部135。
[0050]
多个夹持辊11及多个导辊12构成膜2的运送机构。通过适当地配置多个夹持辊11及多个导辊12,构成膜2的运送路径。
[0051]
溶胀处理部131是对膜2进行溶胀处理的部分。溶胀处理部131具有存留用于溶胀处理的处理液的处理槽。通过在溶胀处理部131所具有的处理液中浸渍膜2,对膜2进行溶胀处理。第1实施方式中,利用配置于在处理液中浸渍膜2之前及之后的夹持辊11及2个导辊12,形成在处理液中浸渍膜2的膜的运送路径。
[0052]
上述溶胀处理是出于膜2的表面的异物除去、膜2中的增塑剂除去、后面工序中的易染色性的赋予、膜2的增塑化等目的而进行的。溶胀处理的条件可以在能够达成这些目的的范围中、并且在不产生膜2的极端的溶解、失透等不佳状况的范围中确定。溶胀处理部131中,通过将膜2浸渍于例如温度10℃~50℃、优选为15℃~40℃的处理液中来进行溶胀处理。溶胀处理的时间(浸渍时间)为5秒~300秒左右,优选为20秒~120秒左右。溶胀处理部131的处理液的例子为水。因此,溶胀处理也可以兼作膜2的水洗处理。
[0053]
染色处理部132是对膜2进行染色处理的部分。染色处理部132具有存留有用于染色处理的处理液的处理槽。通过将膜2浸渍于染色处理部132所具有的处理液中,对膜2进行染色处理。第1实施方式中,利用配置于在处理液中浸渍膜2之前及之后的夹持辊11及2个导辊12,形成在处理液中浸渍膜2的膜的运送路径。
[0054]
第1实施方式的染色处理部132所具有的处理液是二色性色素的水溶液,在染色处理中,用二色性色素将膜2染色。通常的利用二色性色素的染色处理是出于使二色性色素吸附于膜2等目的而进行的。在能够达成此种目的的范围中、并且在不产生膜2的极端的溶解、失透等不佳状况的范围中根据所期望的光学特性来确定处理条件。染色中使用的二色性色素的例子为碘及二色性染料。
[0055]
在使用碘作为二色性色素的情况下,例如在10℃~50℃、优选在15℃~40℃的温度、并且在相对于100重量份的水包含0.003重量份~0.2重量份的碘及0.1重量份~10重量份的碘化钾的水溶液中将膜2浸渍10秒~600秒、优选30秒~300秒,由此来进行染色处理。也可以取代碘化钾而使用其他碘化物,例如碘化锌。也可以将其他碘化物与碘化钾并用。此外,也可以共存碘化物以外的化合物、硼酸、氯化锌、氯化钴等。若为相对于水100重量份包含0.003重量份以上的碘的处理液,则可以视为染色用的处理液。
[0056]
在使用二色性染料作为二色性色素的情况下,例如在20℃~80℃、优选在30℃~60℃的温度、并且在相对于100重量份的水包含0.001重量份~0.1重量份的二色性染料的水溶液中将膜2浸渍10秒~600秒、优选20秒~300秒,由此来进行染色处理。所使用的二色性染料的水溶液可以含有染色助剂等,也可以含有硫酸钠之类的无机盐、表面活性剂等。二色性染料可以仅使用1种,也可以根据所期望的色调并用2种以上的二色性染料。
[0057]
交联处理部133是对膜2进行交联处理的部分。交联处理部133具有存留有用于交联处理的处理液的处理槽。通过将膜2浸渍于交联处理部133所具有的处理液中,对膜2进行交联处理。第1实施方式中,利用配置于在处理液中浸渍膜2之前及之后的夹持辊11及2个导辊12,形成在处理液中浸渍膜2的膜的运送路径。
[0058]
交联处理是出于利用交联的耐水化、色调调整(防止膜2发蓝等)等目的进行的处理。
[0059]
交联处理部133中使用的处理液例如为相对于100重量份的水含有1重量份~10重量份的硼酸的水溶液。在染色处理中使用的二色性色素为碘的情况下,交联处理部133中使用的处理液优选在硼酸的基础上还含有碘化物,其量相对于100重量份的水例如为1重量份~30重量份。作为碘化物,可以举出碘化钾、碘化锌等。也可以共存碘化物以外的化合物、氯化锌、氯化钴、氯化锆、硫代硫酸钠、亚硫酸钾、硫酸钠等。
[0060]
在交联处理部133中的交联处理中,根据其目的,可以适当地变更硼酸及碘化物的浓度、以及处理液的温度。
[0061]
例如,在交联处理的目的为利用交联的耐水化、并对聚乙烯醇系树脂膜依次实施溶胀处理、染色处理及交联处理的情况下,作为处理液的含有交联剂的溶液例如为浓度以重量比计为硼酸/碘化物/水=3~10/1~20/100的水溶液。根据需要,可以取代硼酸而使用乙二醛或戊二醛等其他交联剂,也可以并用硼酸与其他的交联剂。浸渍膜2时的处理液的温度通常为50℃~70℃左右,优选为53℃~65℃,膜2的浸渍时间通常为10秒~600秒左右,优选为20秒~300秒,更优选为20秒~200秒。在对溶胀处理前预先进行了拉伸的膜2依次实施染色处理及交联处理的情况下,处理液的温度通常为50℃~85℃左右,优选为55℃~80℃。
[0062]
在交联处理的目的为色调调整、且例如使用碘作为二色性色素的情况下,可以使用浓度以重量比计为硼酸/碘化物/水=1~5/3~30/100的含有交联剂的溶液作为处理液。浸渍膜2时的处理液的温度通常为10~45℃左右,膜2的浸渍时间通常为1~300秒左右,优选为2~100秒。
[0063]
清洗处理部134是对交联处理后的膜2进行清洗处理的部分。清洗处理部134具有存留有用于清洗处理的处理液的处理槽。通过将膜2浸渍于清洗处理部134所具有的处理液中,对膜2进行清洗处理。第1实施方式中,利用配置于在处理液中浸渍膜2之前及之后的夹持辊11及2个导辊12,形成在处理液中浸渍膜2的膜的运送路径。作为清洗处理中的处理液,可以举出水、包含碘化钾的水溶液、包含硼酸的水溶液。处理液的温度通常为2℃~40℃左右,处理时间(浸渍时间)通常为2秒~120秒左右。
[0064]
干燥处理部135是对膜2进行干燥处理的部分。在第1实施方式中,干燥处理部135为干燥装置。向干燥处理部135搬入在清洗处理部134中进行了清洗处理的膜2,在膜2通过干燥处理部135内的期间,使膜2干燥。第1实施方式中,利用配置于干燥处理部135的前后的夹持辊11,形成在干燥装置中将膜2干燥的膜的运送路径。在干燥处理部135内,为了支承及运送膜2,可以适当地配置导辊12。在例如保持为40℃~100℃的温度的干燥处理部135中进行例如30秒~600秒的利用干燥处理部135的干燥。图1中,示意性地表示出干燥处理部135。干燥处理部135只要可以将附着于膜2的水分干燥,就没有特别限定,可以是偏振膜的制造中通常使用的公知的干燥处理部。
[0065]
在制造装置10中,利用多个夹持辊11中的至少2个夹持辊11(上游侧的夹持辊11和
下游侧的夹持辊11)的转速差来实施对膜2进行单轴拉伸处理的拉伸处理。该情况下,参与上述单轴拉伸处理的2个夹持辊11作为拉伸处理部发挥作用。
[0066]
例如,可以利用配置于交联处理部133之前的夹持辊11与配置于交联处理部133之后的夹持辊11的转速差来实施进行单轴拉伸处理的拉伸处理。该情况下,由于与交联处理并行地进行拉伸处理,因此交联处理部133也作为拉伸处理部发挥作用。拉伸处理对于用于抑制膜2中的褶皱的产生而言,也是有效的。
[0067]
也可以在利用配置于一个处理部(例如上述的交联处理部133)的前后的2个夹持辊11主要进行拉伸处理的基础上,还利用其他的夹持辊11慢慢地进一步实施拉伸处理。
[0068]
制造装置10也可以具有另外的用于进行拉伸处理的拉伸处理部。该情况下,拉伸处理部例如配置于交联处理部133的后段(例如交联处理部133与清洗处理部134之间)。
[0069]
制造装置10也可以具有多个溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134及干燥处理部135中的至少一种处理部。例如,制造装置10可以具备多个交联处理部133。制造装置10也可以具备拉伸处理部。
[0070]
对使用了上述制造装置10的偏振膜4的制造方法的一例进行说明。首先,从原材卷筒6中拉出膜2。将拉出的膜2沿着由多个夹持辊11及多个导辊12形成的运送路径、沿膜2的长度方向运送。运送速度的例子可以为1m/分钟~60m/分钟,也可以为1.5m/分钟~50m/分钟。在膜2的运送路径中,从原材卷筒6侧起,设有溶胀处理部131、染色处理部132、交联处理部133、清洗处理部134及干燥处理部135。此外,如前所述,至少2个夹持辊11还具有作为拉伸处理部的功能。因此,通过沿着运送路径运送膜2,对膜2实施溶胀处理、染色处理、交联处理、清洗处理及干燥处理,并且实施拉伸处理。由此,对膜2赋予直线偏振特性,得到偏振膜4。
[0071]
通过使膜2浸渍于处理液中来实施上述溶胀处理、染色处理、交联处理及清洗处理。因而,偏振膜4的制造方法具有多个浸渍工序(将膜2浸渍于处理液中的工序)。换言之,在上述多个浸渍工序中,实施溶胀处理、染色处理、交联处理及清洗处理。第1实施方式的偏振膜4的制造方法中,以利用图2说明的浸渍工序(以下,为了说明的方便,称作“浸渍工序a”)的形式来实施与溶胀处理、染色处理、交联处理及清洗处理对应的多个浸渍工序中的至少一个浸渍工序。
[0072]
图2是用于说明浸渍工序a的示意图。图2中,示意性地表示出在处理槽内存留有处理液8、且一边运送膜2一边将其浸渍于处理液8中的状态。处理液8是与溶胀处理、染色处理、交联处理及清洗处理当中的在浸渍工序a中实施的处理对应的处理液。与图1所示的各处理部相同,膜2的运送路由处理液8的前后的夹持辊11和2个导辊12形成。在运送路径中,也将在处理液8中浸渍之前的膜2所通过的夹持辊11称作夹持辊11
up
,将在处理液8中浸渍膜2之后的膜2所通过的夹持辊11称作夹持辊11
down
。
[0073]
浸渍工序a中,可以一边保持向膜2赋予的张力,一边将膜2浸渍于处理液中。
[0074]
浸渍工序a中的张力通常为3n/m~2000n/m,优选为5n/m~1500n/m。在浸渍工序为溶胀工序的情况下,更优选为3n/m~200n/m,进一步优选为5n/m~100n/m。
[0075]
浸渍工序a中,例如可以使用图2所示的夹持辊11
up
及夹持辊11
down
对膜2赋予恒定的张力。例如,可以通过调整夹持辊11
up
的转速和夹持辊11
down
的转速来赋予恒定的张力。通过如此所述地赋予恒定的张力,可以一边保持张力一边将膜2浸渍于处理液8中。
[0076]
为了调整张力,例如也可以利用张力检测器来检测张力。作为张力检测器可以使用通常市售的张力检测器。例如,基于差动变压器方式、应变仪式等原理检测张力。利用张力检测器连续地监测张力。检测出的张力值例如被送向控制系统。控制系统中,在检测出的张力值偏离设定值的情况下测定该量,向驱动夹持辊11
down
的驱动装置(例如伺服电机等)发送信号而控制驱动,将张力值保持恒定。
[0077]
浸渍工序a中,可以一边将在处理液8中的浸渍前后的夹持辊的转速比维持恒定,一边使膜2浸渍于处理液中。上述转速比是在处理液8中浸渍之前的夹持辊11
up
的转速与在处理液8中浸渍之后的夹持辊11
down
的转速的比。如此所述,一边将上述转速比维持恒定,一边使膜2浸渍于处理液中,由此可以一边保持张力一边将膜2浸渍于处理液中。
[0078]
浸渍工序a中,满足下面的条件α。
[0079]
<条件α>
[0080]
在处理液8中浸渍膜2前后的膜2的宽度方向的宽度变化率(%)的变动幅度(%)为0.5%以下。
[0081]
在一个实施方式中,利用式(1)及式(2)算出宽度变化率及变动幅度。
[0082]
宽度变化率=|(w2-w1)/w1|
×
100
···
(1)
[0083]
变动幅度=宽度变化率的最大值-宽度变化率的最小值
···
(2)
[0084]
式(1)中,w1[mm]表示在处理液8中浸渍前的膜2的宽度,w2[mm]表示在处理液8中浸渍后的膜2的宽度。
[0085]
式(2)中,宽度变化率的最大值和宽度变化率的最小值分别是例如连续一定期间取得宽度变化率时的值。
[0086]
上述一定期间例如为60秒以上,优选为1小时以上,更优选为24小时以上。一定期间的上限是对膜2的全长实施浸渍工序a时的时间,可以由膜2的全长及运送速度来确定。例如,上限为200小时。
[0087]
在处理液8中浸渍膜2前的膜2的宽度w1例如如图2所示,是位置x1处的膜2的宽度。图2中,位置x1是膜2通过夹持辊11
up
后的位置。在处理液8中浸渍膜2后的膜2的宽度w2例如是图2所示的位置x2处的膜2的宽度。位置x2表示出膜2通过夹持辊11
down
后的位置。
[0088]
为了取得(或算出)上述宽度变化率及变动幅度,对于实施浸渍工序a的处理槽,制造装置10可以具有图3所示的2个宽度测定器30、和算出部40。
[0089]
对使用了宽度测定器30和算出部40的宽度变化率及变动幅度的取得方法的一例进行说明。以下,有时将从宽度w1及宽度w2的测定到宽度变化率及变动幅度的取得的一连串的工序总称为“监视工序”。
[0090]
2个宽度测定器30分别是连续地测定膜2的宽度的装置。2个宽度测定器30中的一方是测定在处理液8中浸渍膜2前的膜2的宽度w1的宽度测定器(以下称作“宽度测定器30
up”),2个宽度测定器30中的另一方是测定在处理液8中浸渍膜2后的膜2的宽度w2的测定器(以下称作“宽度测定器30
down”)。
[0091]
宽度测定器30
up
及宽度测定器30
down
各自具有2个端部检测部31。2个端部检测部31的一方是检测膜2的宽度方向上的一个端部2a的检测部,另一方是检测膜2的宽度方向上的另一个端部2b(与上述端部2a相反的一侧的端部)的检测部。各端部检测部31例如以光学方式并且非接触地检测膜2的端部。各端部检测部31只要能够取得欲检测的端部及其附近的
图像地构成即可。例如,端部检测部31可以具有照相机等摄像部。
[0092]
算出部40基于宽度测定器30
up
所具有的2个端部检测部31的检测结果算出宽度w1,并且基于宽度测定器30
down
所具有的2个端部检测部31的检测结果算出宽度w2。例如,算出部40基于宽度测定器30
up
所具有的2个端部检测部31的检测结果(例如图像数据),确定端部2a、2b的位置,由此算出宽度w1及宽度w2。
[0093]
算出部40根据宽度w1、宽度w2及式(1)算出宽度变化率,并且根据式(2)算出变动幅度。
[0094]
第1实施方式中,可以在位置x1测定宽度w1,其后,在测定出宽度w1的膜部位被运送至位置x2的时间点测定宽度w2,也可以在相同的时刻(即同时地)进行位置x1处的宽度w1的测定和位置x2处的宽度w2的测定。“相同的时刻”可以在不脱离本发明的主旨的范围中产生少许的错移。虽然也要根据运送速度而定,没有特别限定,然而上述位置x1处的测定时与位置x2处的测定时的时间差可以为1分钟以内左右,也可以为30秒以内,也可以为20秒以内,也可以为10秒以内。
[0095]
监视工序优选自动化(automatically)地实施。第1实施方式中,从高效地实施自动化的方面考虑,优选在相同的时刻进行位置x1处的宽度w1的测定和位置x2处的宽度w2的测定。
[0096]
上述条件α例如可以通过调整处理液8的温度、浸渍时间(处理时间)、对膜2赋予的张力等来实现。
[0097]
在监视工序的监视中,在变动幅度大于0.5%的情况下,通过根据正在实施监视工序的处理来调节各处理条件等,可以以满足上述条件α的方式调整宽度变化率。例如,可以以满足上述条件α的方式,调整处理液8的温度、浸渍时间(处理时间)、对膜2赋予的张力等,或者也可以更换偏振膜4的制造中使用的膜2。更具体而言,溶胀处理时的监视工序中,在宽度变化率小的情况下,可以利用升高处理液的温度、降低张力、延长处理时间等方法来减小变动幅度,另一方面,在宽度变化率大的情况下,可以利用降低处理液的温度、提高张力、缩短处理时间等方法来减小变动幅度。在作为浸渍工序a实施交联工序中的膜2在处理液中的浸渍并且实施监视工序的情况下,可以在上述的制造条件(温度、张力、处理时间)的基础上,还利用交联剂的含量、导辊的配置等,来调整变动幅度。
[0098]
偏振膜4的制造方法具有满足上述条件α的浸渍工序a。因此,在浸渍工序a中,即使膜2被浸渍于处理液8中,膜2的宽度变化率的变动幅度也为0.5%以下。该情况下,由于膜2的变动幅度小,因此例如在浸渍工序a中或浸渍工序a后的工序中,膜2不易断裂。其结果是,可以稳定地制造偏振膜4。由于膜2的变动幅度小,因此可以减少由宽度变化引起的缺陷、外观不良。其结果是,可以制造品质优良的偏振膜4。
[0099]
在溶胀处理中实施浸渍工序a是有效的。溶胀处理如图1所示,是对膜2依次实施的多个处理当中、在上游侧(制造工序的初始阶段)实施的处理。由此,在溶胀处理中,膜2的宽度容易发生变化,因此通过在溶胀处理中实施上述浸渍工序a,可以实现所制造的偏振膜4的品质的提高。此外,在溶胀处理中及其以后的处理中,膜2不易断裂。在溶胀处理中实施浸渍工序a的情况下,处理液(例如水)的温度例如优选为15℃~40℃,浸渍时间优选为20秒~120秒。
[0100]
如前所述,满足条件α的浸渍工序a只要在与溶胀处理、染色处理、交联处理及清洗
处理对应的多个浸渍工序当中的至少一个浸渍工序中实施即可。
[0101]
(第2实施方式)
[0102]
作为第2实施方式,对长条的聚乙烯醇系膜2进行说明。第2实施方式中也将聚乙烯醇系膜2简称为“膜2”。第2实施方式的膜2的材料、长度及厚度的例子与第1实施方式的情况相同。
[0103]
膜2为满足以下的条件β的膜。
[0104]
<条件β>
[0105]
在一边运送所述聚乙烯醇系膜、一边以规定温度及规定浸渍时间将膜2浸渍于水中的情况下,是浸渍的前后的膜2的宽度方向的宽度变化率(%)的变动幅度(%)为0.5%以下的膜。
[0106]
从进一步抑制使用膜2制造的偏振膜的颜色不均的观点出发,条件β中的上述变动幅度(%)优选为0.3%以下。
[0107]
上述规定温度为选自15℃~40℃的范围中的温度,上述规定浸渍时间为选自20秒~120秒的范围中的浸渍时间。
[0108]
上述宽度变化率(%)例如可以与上述式(1)同样地算出。关于上述条件β的记载中的水相当于第1实施方式的浸渍工序a中的处理液8。
[0109]
上述变动幅度(%)是连续60秒以上地取得上述宽度变化率时的宽度变化率的最大值与宽度变化率的最小值的差。
[0110]
在上述条件β中,所述聚乙烯醇系膜通常在使张力恒定的状态下或在使在水中的浸渍前后的夹持辊的转速比恒定的状态下运送。在使张力恒定的状态下运送上述聚乙烯醇系膜时,通常设为维持选自5n/m~100n/m的范围中的张力的状态。在使在水中的浸渍前后的转速比恒定的状态下运送上述聚乙烯醇系膜时,通常设为维持为在1.1~4.0的范围内选择的转速比的状态。上述转速比是在水中浸渍之前的夹持辊的转速与在水中浸渍之后的夹持辊的转速的比。
[0111]
在例如使用图2说明的浸渍工序a中,将处理液8设为水,以上述规定温度及规定浸渍时间将膜2浸渍于处理液8中,与浸渍工序a的情况同样地算出宽度变化率(%)的变动幅度(%),由此可以验证膜2是否为满足条件β的膜。如前所述,在使张力恒定的状态下或在使在水中的浸渍前后的上述转速比恒定的状态下运送膜2时,使张力恒定的方法或使在水中的浸渍前后的上述转速比恒定的方法可以设为与浸渍工序a的情况相同。
[0112]
上述膜2例如可以通过以满足上述条件β的方式调整制造条件,而利用例如熔融挤出法、溶剂流延法等来制造。需要说明的是,在利用包括涂布上述的聚乙烯醇系树脂溶液及进行干燥的工序的方法制备上述膜2的情况下,从易于制备满足上述条件β的膜的方面考虑,优选在30℃以上且低于50℃的温度干燥30分钟以上的期间。
[0113]
在使用满足条件β的膜2制造偏振膜4的情况下,例如若通过进行满足条件α的浸渍工序(浸渍工序a)来进行溶胀处理,则可以得到品质优良的偏振膜。此外,由于在偏振膜4的制造中膜2不易断裂,因此可以稳定地制造偏振膜4。
[0114]
基于实施例1、实施例2及比较例1,对这一点进行具体的说明。实施例1、实施例2及比较例1中制造聚乙烯醇系膜。为了说明的方便,不仅在实施例1中,而且在实施例2及比较例1中也将所制造的聚乙烯醇系膜称作“膜2”。
[0115]
[实施例1]
[0116]
<膜2的制造>
[0117]
(基材膜的制作)
[0118]
向作为丙烯的均聚物的均聚丙烯(住友化学株式会社制“住友noblen(注册商标)flx80e4”、熔点tm=163℃)中,配合1重量%的包含高密度聚乙烯的成核剂,制作出加入有成核剂的聚丙烯。由该加入有成核剂的聚丙烯、和包含约5重量%的乙烯单元的丙烯/乙烯的无规共聚物“住友noblen(注册商标)w151”,利用使用了多层挤出成形机的共挤出成形,制作在包含“住友noblen(注册商标)w151”的树脂层的两侧配置有包含上述的加入有成核剂的聚丙烯的树脂层的3层结构的长条的聚丙烯系层叠膜,作为基材膜。该基材膜的合计厚度为100μm,各层的厚度比(加入有成核剂的聚丙烯/w151/加入有成核剂的聚丙烯)为3/4/3。
[0119]
(涂布液的制备)
[0120]
将聚乙烯醇粉末(日本合成化学工业株式会社制“z-200”、平均分子量1100、平均皂化度99.5摩尔%)溶解于95℃的热水中,制备出浓度3重量%的聚乙烯醇水溶液。向所得的水溶液中相对于2重量份的聚乙烯醇混合1重量份的交联剂(住友化学株式会社制“sumirez resin(注册商标)650”)而制备出底漆层形成用的涂布液。
[0121]
另外,将聚乙烯醇粉末(株式会社kuraray制“pva124”、平均聚合度2400、平均皂化度98.0~99.0摩尔%)溶解于95℃的热水中,制备出作为浓度8重量%的聚乙烯醇水溶液的聚乙烯醇系树脂层形成用的涂布液。
[0122]
(涂布及干燥)
[0123]
一边将基材膜沿长度方向连续地运送,一边对其一面实施电晕处理。然后向经过电晕处理的面使用微型凹版涂布机连续地涂布上述底漆层用涂布液,在60℃干燥3分钟,由此在一面形成厚度0.2μm的底漆层。接下来一边将膜沿长度方向运送,一边向各底漆层上使用逗点型刮刀涂布机连续地涂布上述聚乙烯醇系树脂层形成用的涂布液,使用80℃的热风干燥5分钟。其后,使用30℃的热风使之完全干燥,由此在底漆层上形成平均厚度30μm的聚乙烯醇系树脂层,卷绕于轴上,得到具有基材膜和层叠于基材膜的膜2的层叠膜的原材卷筒。卷绕成原材卷筒的层叠膜的长度为5000m,层叠膜的宽度为800mm。构成原材卷筒的层叠膜通过在基材膜层叠膜2而形成。因此,如表1所示,得到宽度800mm、厚度(平均厚度)30μm及长度5000m的膜2。
[0124]
【表1】
[0125] 宽度(mm)厚度(μm)长度(m)实施例1800305000实施例2800305000比较例1800305000
[0126]
《偏振膜的制造》
[0127]
一边从上述层叠膜剥离基材膜一边拉出膜2,作为溶胀处理(溶胀工序),一边施加10n/m的张力,一边在加入了30℃的纯水的溶胀处理槽中浸渍30秒。然后,作为染色处理,在加入了包含碘和碘化钾的30℃的水溶液的染色处理槽中浸渍60秒的同时,进行单轴拉伸,直至2.2倍为止,在浸渍于加入了碘化钾/硼酸/水以重量比计为12/4.4/100的55℃的水溶
液的硼酸处理槽中而进行耐水化处理的同时,进行单轴拉伸,直至相对于原材卷筒的累积拉伸倍率达到5.5倍为止。接下来,在浸渍于加入了40℃的硼酸水溶液的槽中后,浸渍于加入了12℃的纯水的清洗处理槽中,其后,在干燥炉中在70℃干燥3分钟而制造出偏振膜。
[0128]
实施例1中,一边运送膜2,一边在上述溶胀工序的前后遍及膜2的全长地连续测定膜2的宽度。膜2的宽度如下算出,即,对于在设于上述溶胀处理槽的前后的夹持辊所具有的辊上运送的膜2(图2的例子中是在位置x1及位置x2的位置处),向膜两端部照射led光,根据膜2及上述辊的反射光的亮度差测定膜两端部的位置,根据该测定出的位置算出。上述溶胀处理槽的前后的宽度的测定时刻相同。需要说明的是,图2中,由于是用于浸渍工序的说明的示意图,因此在位置x2的位置处膜2与辊分离,然而在实施例1中,由于如上所述接在溶胀处理后实施染色处理,因此在位置x2处膜也有一部分挂于辊上。此外,作为根据像这样连续地测定出的膜2的宽度依次算出的宽度变化率中的最大值与最小值的差,算出变动幅度。变动幅度的算出结果如表2所示。表2中,还表示出溶胀工序中的条件。利用式(1)及式(2)算出宽度变化率及变动幅度。
[0129]
在实施例1的上述偏振膜的制造中,如表2所示,没有产生膜2的断裂。
[0130]
<颜色不均的评价>
[0131]
将所制造的偏振膜在暗室内相对于直线偏振光滤光片配置为正交尼科尔棱镜状态。其后,经由上述直线偏振光滤光片向偏振膜照射6000cd/m2的背光,目视观察偏振膜的颜色不均。此后,利用基于目视的感官检查对颜色不均的水平(强度)以“1”、“2”、“3”的3个等级进行了判定。评价“1”表示不均最弱,评价“3”表示不均最强,评价“2”表示评价“1”与评价“3”的中间。上述感官检查中,通过与根据颜色不均的水平(强度)确定的水平典型样本进行比较,如上所述地以3个等级评价了颜色不均。实施例1中制造的偏振膜为评价“1”。
[0132]
[实施例2]
[0133]
实施例2中,与实施例1的情况同样地制造出具有基材膜和层叠于基材膜的膜2的层叠膜的原材卷筒。实施例2中得到的膜2的宽度、厚度及长度如上述表1所示,与实施例1的膜2的宽度、厚度及长度相同。实施例2中,一边从上述层叠膜剥离基材膜一边拉出膜2,作为溶胀处理(溶胀工序),一边施加15n/m的张力,一边在加入了35℃的纯水的溶胀处理槽中浸渍20秒,除此以外,与实施例1同样地制造出偏振膜。
[0134]
在实施例2的上述偏振膜的制造中,如表2所示,没有产生膜2的断裂。
[0135]
<颜色不均的评价>
[0136]
与实施例1同样地评价了所制造的偏振膜的颜色不均。实施例2中制造的偏振膜的评价结果为“2”。
[0137]
实施例2中,也与实施例1同样地在溶胀工序的前后测定膜2的宽度,算出变动幅度。变动幅度的算出结果如表2所示。
[0138]
[比较例1]
[0139]
比较例1中,使用100℃的热风使上述聚乙烯醇系树脂层形成用的涂布液干燥15分钟,除此以外,与实施例1同样地制造出膜2。具体而言,制造出具有基材膜和层叠于基材膜的膜2的层叠膜的原材卷筒。比较例1中得到的膜2的宽度、厚度及长度如上述表1所示,与实施例1的膜2的宽度、厚度及长度相同。一边从如此所述地制造的原材卷筒剥离基材膜一边拉出膜2,与实施例1同样地制造出偏振膜。
[0140]
在比较例1的上述偏振膜的制造中,如表2所示,产生了膜2的断裂。比较例1中,在膜2一旦产生断裂后,一边从相同的原材卷筒再次拉出膜2,一边进行偏振膜的制造。比较例2中,在直至使用2000m的膜2之前产生了2次的断裂。
[0141]
<颜色不均的评价>
[0142]
与实施例1同样地评价了所制造的偏振膜的颜色不均。比较例1中制造的偏振膜的评价结果为“3”。
[0143]
比较例1中,也与实施例1同样地在溶胀工序的前后测定膜2的宽度,算出变动幅度。变动幅度的算出结果如表2所示。表2中,还表示出溶胀工序中的条件。表2的0.69(%)是直至产生第1次的断裂为止的变动幅度,0.75%是直至产生第2次的断裂为止的变动幅度。
[0144]
【表2】
[0145][0146]
实施例1及实施例2中,如前所述,遍及膜2的全长地连续测定溶胀处理的前后的膜2的宽度,算出变动幅度。因而,实施例1及实施例2的变动幅度是连续60秒以上地取得宽度变化率时的宽度变化率的最大值与宽度变化率的最小值的差。如前所述,在溶胀处理中使用纯水。因此,上述溶胀处理中的膜2在纯水中的浸渍相当于条件β中的膜2的浸渍。如表2所示,根据实施例1及实施例2的溶胀工序的条件及由宽度的测定结果算出的变动幅度(%),实施例1及实施例2中制造的膜2满足条件β。此外,实施例1及实施例2的溶胀工序相当于满足条件α的浸渍工序a。另一方面,根据比较例1的溶胀工序的条件及由宽度的测定结果算出的变动幅度(%),比较例1中制造的膜2不满足条件β,并且比较例1的溶胀工序没有满足条件α。
[0147]
此外,由于在通过进行满足条件α的浸渍工序a而进行了溶胀处理的实施例1及实施例2中,在偏振膜的制造中膜2不易断裂,因此能够稳定地制造偏振膜。实施例1及实施例2中,由于膜2满足条件β,因此容易实施浸渍工序a。
[0148]
根据表2所示的实施例1、2的结果可以理解,通过使变动幅度(%)为0.3%以下,颜色不均得到进一步抑制。
[0149]
以上,对本发明的实施方式进行了说明。然而,本发明并不限定于上述实施方式,意图包含由请求保护的技术方案的范围给出的范围,并且意图包含与请求保护的技术方案的范围等同的含义及范围内的所有变更。
[0150]
在偏振膜的制造方法如图1所示具有清洗处理部134的清洗处理的情况下,清洗处理中,也可以利用以喷淋的形式喷雾处理液的方法、或并用浸渍和喷雾的方法等来进行膜2的清洗。
[0151]
膜2的宽度的测定方法并不特别限定于所例示的方法。例如,也可以利用激光式位移计、led式位移计等测定设备来测定宽度。也可以利用照相机等拍摄整个膜2,根据所得的图像算出宽度。如图3所示,在取得膜2的端部2a、2b的位置的方法中,只要在膜2的端部2a、
2b分别配置测定端部2a、2b的位置的装置即可,因此从设置空间、设备管理(保养检查等)观点出发优选。
[0152]
拉伸处理部的拉伸处理并不限于湿式的拉伸方法,也可以采用干式的拉伸方法。在上述的实施方式中,为了制造偏振膜而例示的处理的顺序可以在不脱离本发明的主旨的范围中适当地变更或组合。各处理部所具有的处理槽的个数可以是一个,也可以是多个。
[0153]
上述实施方式及各种变形例可以在不脱离本发明的主旨的范围中适当地组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。