1.本发明属于机械加工设备技术领域,具体地说是涉及一种专用打钢印装置。
背景技术:
2.市面上固定字符的钢印,大多采用手工敲击,也有采用气缸,端头固定字符打号机构,但往往连接安装附件较多,相同的缸径情况下,标准气缸活塞质量小,在有效的运动行程内气缸的运动速度较慢,动能不足,传递给字头刚模的能量不足,打印出的痕迹不清晰。
技术实现要素:
3.本发明的目的是提供一种专用打钢印装置,其意在解决背景技术中存在的技术问题。
4.为解决上述技术问题,本发明的目的是这样实现的:
5.一种专用打号装置,包括气缸和字头,所述气缸包括外筒体以及活塞,所述外筒体一端设有后固定件,所述后固定件为铁磁性材料;所述活塞朝向所述后固定件所在侧设有磁铁,背离所述磁铁所在侧设有撞针;所述磁铁与所述后固定件常保持吸合,当且仅当通入气缸的气体压力克服所述磁铁与所述后固定件的吸合力时,所述活塞带动所述撞针向所述字头所在侧移动后,所述撞针与所述字头接触。
6.在上述方案的基础上并作为上述方案的优选方案:所述外筒体为非铁磁性材料。
7.在上述方案的基础上并作为上述方案的优选方案:还包括前固定件,所述前固定件设于所述外筒体上远离所述后固定件所在端;所述前固定件开设有字头安装孔,所述字头一端嵌入所述字头安装孔内,且所述字头安装孔将所述字头的该端向所述撞针暴露。
8.在上述方案的基础上并作为上述方案的优选方案:所述字头安装孔在临近所述撞针所在侧还具有撞针避让孔,且所述撞针避让孔与所述撞针间隙配合。
9.在上述方案的基础上并作为上述方案的优选方案:所述后固定件和所述前固定件上开设有第一气体通路和第二气体通路,所述第一气体通路与所述第二气体通路分别与所述外筒体内的活塞的前端和后端空间连通。
10.在上述方案的基础上并作为上述方案的优选方案:还包括磁环传感器,所述磁环传感器对磁铁的位置进行检测。
11.在上述方案的基础上并作为上述方案的优选方案:还包括字头限位组件,其包括限位螺丝以及开设于所述字头的本体上的限位槽,所述前固定件开设有一螺纹孔,所述限位螺丝旋入所述螺纹孔内且部分位于所述限位槽内。
12.在上述方案的基础上并作为上述方案的优选方案:所述活塞为铁磁性材料。
13.在上述方案的基础上并作为上述方案的优选方案:所述活塞为碳钢材质且经过淬火处理,且表面镀铬。
14.在上述方案的基础上并作为上述方案的优选方案:所述一螺栓将所述磁铁固定于所述活塞上,所述后固定件朝向所述螺栓一侧开设有避让孔,所述避让孔内径大于所述螺
栓的外径且可将所述螺栓完全接纳。
15.本发明相比现有技术突出且有益的技术效果是:本发明设计一种专用打号装置,采用巧妙结构辅助强力磁铁,使得在打号时,活塞前进和后退可以以不同的速度运行,打号时具有足够的冲击力。该打号气缸制造体积小巧,设计结构简单,安装使用便利,零部件持久耐用,内部活塞向前运动时冲击力大,打号字迹清晰。
附图说明
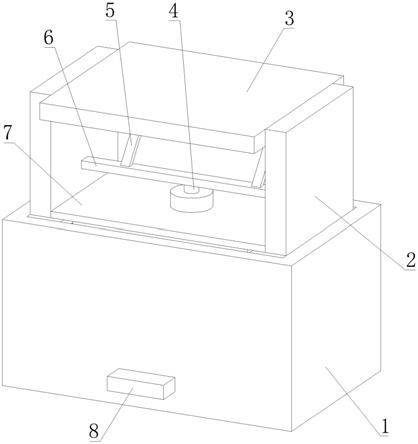
16.图1是本发明的整体结构立体示意图;
17.图2是本发明拆解图;
18.图3是本发明的半剖图。
具体实施方式
19.为使本技术的目的、技术方案和优点更加清楚,下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部实施例。基于已给出的实施例,本领域普通技术人员在未做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
20.在本技术的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
21.在本技术的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
22.打钢印要求字迹清晰,必须要有充足的动能作用到字头上,这就要求冲击锤有相对大的质量或速度,一般采用手动锤击或气动锤击字头来实现。
23.在自动化设备或要求高效往复运动的打钢印场合,通常采用气动冲击打号的方法。目前大多采用在标准气缸前面装字头扩展成打号气缸的功能,或者采用自制的气动冲击机构来实现。这些改装设备的通常的缺点是机构大而笨重,安装使用不便;活塞运动速度低,对打字字模钢印冲击力弱,打出的字体痕迹模糊;同时都是特制元件,配件通用性差,还要专门制造特定形状的字模,造价偏高。
24.一般的气冲打号机构,从充气开始,当活塞两面的压力差大于静摩擦力,活塞就会开始运动,因此气缸充气过程,也是活塞运动过程,活塞两侧气压力差始终比较低,活塞运动过程的加速度也很小,到打号行程结束活塞速度都不够高。
25.为此,本技术公开了一种专用打号装置,包括气缸和字头7,气缸包括外筒体1以及活塞4,外筒体1一端设有后固定件3,后固定件3为铁磁性材料;还包括前固定件2,前固定件2设于外筒体1上远离后固定件3所在端,后固定件3和前固定件2上开设有第一气体通路和第二气体通路,第一气体通路与第二气体通路分别与外筒体1内的活塞4的前端和后端空间连通,从而在工作的过程中可以通过切换第一气体通路和第二气体通路切换进气和排气从而实现活塞往复运动;需要说明的是,外筒体1为非铁磁性材料,如不锈钢、铝等材料,从而防止内部磁铁和外筒体之间产生磁性吸合影响速度。进一步的,本实施方式中前固定件2和
后固定件3通过螺纹连接的方式与外筒体1连接从而组成整个缸筒,为了防止松动和漏气,前固定件2和后固定件3与外筒体1的连接端加入密封垫圈10,由此来提高整个缸筒的密封性。进一步优选本实施方式中,前固定件2开设有字头安装孔2.3,字头7一端嵌入字头安装孔2.3内,且字头安装孔2.3将字头7的该端向撞针5暴露。本实施方式优选字头7为标准方形字头,字头安装孔2.3在临近撞针5所在侧还具有撞针避让孔,且撞针避让孔与撞针间隙配合,字头安装孔的内轮廓与字头7的本体适配,也就是第一字头安装孔为方形孔;第二字头安装孔临近撞针5所在侧,且第二字头安装孔的与撞针5间隙配合,本实施方式中优选撞针5截面为圆形,那么第二字头安装孔的截面也为圆形,且第二字头安装孔的内径大于撞针5的外径,第二字头安装孔用于避让开撞针5,让撞针6能直接冲击到字头7。
26.本实施方式中活塞4位于缸筒内,活塞4为铁磁性材料。活塞4为碳钢材质且经过淬火处理,且表面镀铬,具体可以优选为标准淬火镀铬光轴,其外表光滑并坚硬耐磨,运动阻力小;活塞4朝向后固定件3所在侧设有磁铁6,背离磁铁6所在侧设有撞针5,优选撞针5材质为硬合金;一螺栓12将磁铁6固定于活塞4上,组成的整个活塞组件可以在外筒体1内前后滑动,向前固定件2所在端运动可撞击字头7,向后固定件3所在端运动到底部时,依靠磁铁6和后端堵盖3吸合在一起;本实施方式中,当且仅当通入气缸的气体压力克服磁铁6与后固定件3的吸合力时,活塞4带动撞针5向字头7所在侧移动后,撞针5与字头7接触。本实施方式优选后固定件3采用普通钢材,活塞4在末端时,磁铁6和后固定件3吸合在一起,在打号时,通过第一气体通路通入压缩空气,由于磁铁6与后固定件3的吸合作用,刚开始充气活塞4并不运动,当随着气缸体内的充气压力继续增加,足以克服二者磁性吸合力以后活塞4才脱离尾端向前运动,此时使活塞4受气压推力的力面积陡增,并在高气压下有较大的加速度,从而使活塞4能在有限的行程内获得较快的末端速度,。本实施方式中为了避免螺栓12干涉磁铁6与后固定件3的吸合,优选后固定件3朝向螺栓12一侧开设有避让孔3.1,避让孔3.1内径大于螺栓12的外径且可将螺栓12完全接纳,保证磁铁6的端面和后固定件3端面充分贴合在一起。
27.当然,为了防止字头7在运动过程中脱出,本实施方式中还包括字头限位组件,其包括限位螺丝9以及开设于字头7的本体上的限位槽7.1,前固定件2开设有一螺纹孔2.2,限位螺丝9旋入螺纹孔2.2内且部分位于限位槽7.1内。调节限位螺丝9能够使得字头7能够灵活活动,并且限定字头7的前后活动间距,字头7在限定的范围内可前后自由滑动,具体的滑动行程由限位槽7.1的长度决定;如此,打号时字头7在撞针5的冲击下朝气缸外运动,撞向贴合的工件,使得工件表面产生局部塑性变形,从而完成对工件表面的打号。并且本实施方式中优选字头7采用市面采购的标准方形字头改制,不需另外制造要特定形状的字模,制造成本低.
28.还包括磁环传感器11,磁环传感器11对磁铁6的位置进行检测,用于感知和确认活塞4的位置,便于实现自动控制。由于内部磁铁的存在,在自动化设备的运用中,在气缸体外面增加磁感应开关11,便可以知道活塞4的前后位置,配合外部电磁阀,接压缩空气管于气缸的前后接气口,从而实现对该打号气缸的自动控制。
29.本技术的工作原理:根据运动学原理,活塞获得的最终速度最终接触到钢印字头之前滑动距离s,运动部件获得的动能等于受力f和位
移s的乘积。对于非恒定力作用下的变加速运动,活塞在气压推力f的作用力下运动s距离后最终获得的动能e,可知,在行程s一定的情况下,最终能量e和作用力f成正比,运动过程活塞受到的作用力越大,最终积聚的动能也越大。
30.本发明所记载的装置,在活塞4尾部加上强力磁铁5,打号动作初始状态活塞4通过磁铁6和后固定件3吸合在一起,就使得在打号开始时,通过第一气体通路向气缸内部通入压缩气时,活塞4并不会马上运动,直到充气管路中气压达到足够大时,活塞受到的气压力大于吸合磁力时,才会迫使活塞4和后固定件3分离开,活塞4向前运动,而此时外筒体1内后端气压一直处于高压状态,活塞4向前运动时一直具有较大的加速度,从而在有效的运动距离内获得足够高的动能,撞针打在字头7上的能量才足够高,从而在工件上得到更清晰的钢印。
31.在活塞4返回时,外部气阀切换方向,从打号气缸前端(也就是第二气体通路)充入压缩空气,把活塞4正常速推回到后位,磁铁6和后固定件3吸合在一起,为下一次打号做准备。
32.由此,该打号气缸结构紧凑,体积小,需要的安装空间小,安装方向任意,应用更广泛。并且气缸整体造价成本低,优先采用标准外购件,不用特殊制造钢印字模,备件更容易获得。并且在第一气体通路和第二气体通路都接入气管,这样,便可以配合外界电磁阀和磁环传感器实现自动控制功能,易于控制。
33.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。