1.本实用新型涉及窑炉技术领域,特别涉及一种陶瓷砖加热窑炉。
背景技术:
2.现有的陶瓷砖生产中常使用梭式窑进行烧成,梭式窑是一种以窑车做窑底的间歇式生产的热工设备,因其占地小,投资少以及操作方便,是国内近几年发展较快的窑炉产品。
3.梭式窑通常用来烧制色料,熔块以及进行小批量的瓷砖生产,尽管梭式窑可以烧大型样品,但其在烧制样品时,样品静止平放在窑炉内部烧制,由于烧成温度较高,瓷砖在高温下处于软化状态,静止放置在窑炉内的辊棒时,容易软化形变,陶瓷砖样品的平整度较差;冷却时也存在上下表面冷却不均匀的情况,导致瓷砖容易开裂,整个瓷砖样品的生产周期较长。
技术实现要素:
4.本实用新型的主要目的是提出一种陶瓷砖加热窑炉,旨在解决现有技术中的窑炉陶瓷砖烧制时容易出现出现形变,降低产品质量的技术问题。
5.为实现上述目的,本实用新型提出一种陶瓷砖加热窑炉,包括:
6.炉体,其内部设有若干个可绕轴心转动的辊棒,所述辊棒用于传输陶瓷砖,且位于起始端的所述辊棒和位于最末端的所述辊棒均设有压力传感器,使得所述压力传感器感应到陶瓷砖传输至起始端的所述辊棒或最末端的所述辊棒时,所述辊棒开始反向转动,从而陶瓷砖可沿所述辊棒不断做往复运动,直至达到额定烧成时间;
7.加热件,其位于所述炉体内,所述加热件用于加热所述陶瓷砖;
8.控制系统,其分别与所述加热件、所述辊棒和所述压力传感器电性连接。
9.加热件持续提供热源用于陶瓷砖的烧制,此时辊棒不断转动,并带动其上方的陶瓷砖移动,由于起始端的辊棒和最末端的辊棒均设置有压力传感器,因此在压力传感器的作用下陶瓷砖可以沿辊棒做循环往复运动,使得陶瓷砖烧制时一直处于动态环境下,加热较为均匀,提高了瓷砖的平整度,而加热件、辊棒。
10.优选地,所述炉体还设有送风管道和排风管道,所述送风管道用于将所述炉体外部的低温气体输入所述炉体内,所述排风管道用于将所述炉体内部的高温气体排出至所述炉体外;
11.所述送风管道和所述排风管道均设有阀门,所述阀门与所述控制系统电性连接。
12.送风管道将低温气体送入炉体内,可以降低炉体内的温度,同时还可以通过空气的引入量来调节炉内的烧成气氛,以控制陶瓷砖的质量;排风管道的主要作用是进一步降温的作用,将高温气体从炉体内排出的同时也可以调节炉内的气氛。送风管道和排风管道的阀门均通过控制系统开闭。
13.优选地,所述送风管道和所述排风管道沿所述炉体的长度方向均设有多个支管,
多个所述支管之间相互连通,且所述送风管道的所述支管的出风端设有喷嘴,所述喷嘴正对所述辊棒的下方。
14.多个支管可以同步进行送风,以便于对辊棒上的多块陶瓷砖进行吹风,支管的末端有喷嘴,喷嘴可以将冷风直接吹送至辊棒处,实现精准降温。
15.优选地,所述炉体包括由内至外依次设置的莫来石砖体层、耐火保温棉层和金属板。炉体通过三层结构使其具有更好的保温效果,节约成本。
16.优选地,所述金属板的外侧还设有固定架,所述炉体的一端设有炉门,所述炉门铰接在所述固定架上。通过炉门的开闭,便于陶瓷砖进入或离开炉体,炉门通过固定架连接,不破坏原有的三层保温结构。
17.优选地,所述炉体内设有分隔板,所述分隔板将所述炉体分为上下设置的第一加热区域和第二加热区域;
18.若干个并排设置的辊棒形成辊棒组,所述第一加热区域和所述第二加热区域内均设有若干组辊棒组,每组所述辊棒组之间平行设置。分隔板将炉体划分为独立的第一加热区域和第二加热区域,可以同时对两组陶瓷砖进行烧制,第一加热区域和第二加热区域均设有对应的辊棒,陶瓷砖可通过每组独立的辊棒循环往复移动。
19.优选地,还包括用于带动所述辊棒转动的电机,所述电机的输出端与所述辊棒传动连接,所述电机与所述控制系统电性连接。辊棒通过电机的带动自由转动。
20.优选地,所述加热件为电热丝。
21.优选地,所述炉体的底端设有若干个用于支撑所述炉体的支腿。支腿用于支撑炉体,以提高炉体的高度。
22.本实用新型的陶瓷砖加热窑炉具有如下有益效果:加热烧成时辊棒不断带动陶瓷砖在炉体内移动,从而使陶瓷砖在加热至软化点前快速移动,有效的减少陶瓷砖的变形幅度。辊棒组中起始端的辊棒和最末端的辊棒均设有压力传感器,当任一个压力传感器感应到上方有陶瓷砖时,辊棒便开始反向转动,从而陶瓷砖在辊棒上做反向移动,由此实现陶瓷砖在炉内的往复移动。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
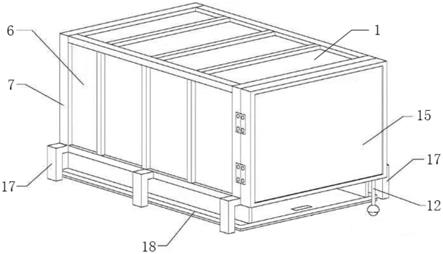
24.图1为本实用新型陶瓷砖加热窑炉的结构示意图;
25.图2为本实用新型陶瓷砖加热窑炉的内部结构示意图;
26.图3为本实用新型陶瓷砖加热窑炉的连接框图。
27.附图中:1-炉体、11-辊棒、12-压力传感器、13-送风管道、131-阀门、14-排风管道、15-炉门、16-分隔板、161-第一加热区域、162-第二加热区域、17-支腿、18-线槽、2-加热件、3-控制系统、4-莫来石砖体层、5-耐火保温棉层、6-金属板、7-固定架、8-电机。
28.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.需要说明,若本实用新型实施例中有涉及方向性指示,则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
31.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
32.如图1至图3所示,一种陶瓷砖加热窑炉,包括:
33.炉体1,其内部设有若干个可绕轴心转动的辊棒11,所述辊棒11用于传输陶瓷砖,且位于起始端的所述辊棒11和位于最末端的所述辊棒11均设有压力传感器12,使得所述压力传感器12感应到陶瓷砖传输至起始端的所述辊棒11或最末端的所述辊棒11时,所述辊棒11开始反向转动,从而陶瓷砖可沿所述辊棒11不断做往复运动,直至达到额定烧成时间;
34.加热件2,其位于所述炉体1内,所述加热件2用于加热所述陶瓷砖;
35.控制系统3,其分别与所述加热件2、所述辊棒11和所述压力传感器12电性连接。
36.现有的窑炉在烧制陶瓷砖时炉内的温度较高,陶瓷砖处于软化状态,当陶瓷砖以静止状态放置在辊棒11上时,待烧成完毕由辊棒11带动陶瓷砖输送至窑炉外,并排的多个辊棒组成辊棒组,辊棒11与辊棒11之间有一定的间隔,静止放置在辊棒11上的陶瓷砖软化后会在间隔处出现下垂的现象,从而极大的影响了陶瓷砖的平整度,降低了陶瓷砖成品质量。
37.在本实施例中,加热件2不断提高炉体1内的温度以进行陶瓷砖的烧成,加热烧成时辊棒11不断带动陶瓷砖在炉体1内移动,从而使陶瓷砖在移动的过程中烧成,在陶瓷砖加热至软化点前快速移动,有效的减少陶瓷砖的变形幅度。辊棒组中起始端的辊棒11和最末端的辊棒11均设有压力传感器12,当任一个压力传感器12感应到上方有陶瓷砖时,辊棒11便开始反向转动,从而陶瓷砖在辊棒11上做反向移动,由此实现陶瓷砖在炉内的往复移动,当达到烧成时间时辊棒11控制系统3控制加热件2不再加热、辊棒11不再继续运动,当然,辊棒11的运动也由控制系统3所控制。
38.在一些具体实施例中,所述炉体1还设有送风管道13和排风管道14,所述送风管道13用于将所述炉体1外部的低温气体输入所述炉体1内,所述排风管道14用于将所述炉体1内部的高温气体排出至所述炉体1外;
39.所述送风管道13和所述排风管道14均设有阀门131,所述阀门131与所述控制系统3电性连接。
40.由于炉体1内有加热件2不断地提高温度,因此炉内的温度远高于外界温度,当需
要对炉内进行降温时,通过送风管道13输送外界的温度较低的空气至炉体1内,由于空气内含有氧气组分,因此降温的同时可以调节炉内的烧成气氛,以获得需要的陶瓷砖产品;同样的,炉内的高温气体也通过排风管道14输送至外界,可以进一步加快炉体1内的降温过程。送风管道13和排风管道14均通过阀门131实现开闭,控制系统3控制阀门131的转动,由此实现风量大小的调节和开合,自动化程度更高。
41.在一些具体实施例中,所述送风管道13和所述排风管道14沿所述炉体1的长度方向均设有多个支管,多个所述支管之间相互连通,且所述送风管道13的所述支管的出风端设有喷嘴,所述喷嘴正对所述辊棒11的下方。
42.由于炉体1内有多根辊道,辊道上有多块同时烧制的陶瓷砖,设置多个支管可对应多块陶瓷砖,由于支管上设有喷嘴,由送风管道13吹送至炉体1内的冷风可以对陶瓷砖实现精准降温,使陶瓷砖不容易软化形变。排风管道14也设有多个支管,可以通过支管同时排放出大量的高温气体至外界,提高送风和排风效率。
43.在一些实施例中,所述炉体1包括由内至外依次设置的莫来石砖体层4、耐火保温棉层5和金属板6。炉体1由三层结构组成,起到了耐火及保温作用。最内层为莫来石砖体层4,其耐火度较高,可达1790℃以上,高于常规陶瓷砖的烧成温度,并且莫来石砖体层4的抗热震性也较好,可长期使用;中间层为耐火保温棉层5,由于保温棉的纤维较长,导热系数较低,在起到保温效果的同时还能减噪消音,因此应用在中间层能起到较好的保温隔热效果;最外层为金属板6,金属板6用于隔绝炉体1与外界,由于耐火保温棉层5已将大部分热量隔绝在内,因此使用时金属板6的温度不会太高,且能保持炉体1的硬度和强度,便于炉体1的运输,在本实施例金属板6可采用不锈钢等,在其他实施例中也可任选上述两层结构实现保温。
44.在一些具体实施例中,所述金属板6的外侧还设有固定架7,所述炉体1的一端设有炉门15,所述炉门15铰接在所述固定架7上。若炉门15直接铰接在金属板6上,容易破坏三层保温隔热结构,降低炉体1的保温效果,因此本实施例在金属板6的外侧设置固定架7,炉门15铰接在固定架7上实现自由开合,以便于陶瓷砖的自由输送。金属板6的外侧还设有线槽18,各个组件与控制系统3的连接线均集成在线槽18内,集成化程度更高。
45.在一些具体实施例中,所述炉体1内设有分隔板16,所述分隔板16将所述炉体1分为上下设置的第一加热区域161和第二加热区域162;
46.若干个并排设置的辊棒11形成辊棒组,所述第一加热区域161和所述第二加热区域162内均设有若干组辊棒组,每组所述辊棒组之间平行设置。
47.分隔板16将炉体1划分为两个相对独立的第一加热区域161和第二加热区域162,两个加热区域均有对应的可移动辊棒11、加热件2、送风管道13和排风管道14,可以同时进行陶瓷砖的烧成。由于两个区域相对独立,因此可以分别控制炉内的烧成气氛,得到不同的陶瓷砖产品。在其他实施例中还可以划分为3个,4个或者更多的加热区域,能保证陶瓷砖的正常烧成即可。
48.进一步地,还包括用于带动所述辊棒11转动的电机8,所述电机8的输出端与所述辊棒11传动连接。电机8的传动效率较高,可以通过电机8实现辊棒11的快速转动,促使陶瓷砖在辊棒11上快速移动,使得陶瓷砖的软化变形量进一步减小。
49.进一步地,所述加热件2为电热丝。电热丝的升温速率较快,且来源较为广泛,最高
最高运行温度可到1400℃左右,保证了较长使用寿命的同时生产成本较低。在本方案的其他实施例中加热件2也可为电热片或加热管等。
50.进一步地,所述炉体1的底端设有若干个用于支撑所述炉体1的支腿17。支腿17提高炉体1的高度,并使炉体1不与地面直接接触,便于炉体1的移动和运输,在本方案的其他实施例中,支腿17可以设置为四组滚轮,分别位于炉体1的四个边角处,以便于炉体1的自由移动。
51.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。