1.本实用新型涉及机床技术领域,具体涉及一种旋转式挤压成型刀具。
背景技术:
2.在机械加工中,对于航空航天,汽车,电子产品,家电等诸多领域产品,都需要加工内六角孔,在加工过程中有众多工艺,比如有冲压,车削,放电,慢走丝等,但需要精密加工内六角孔时只有高端设备才能完成,类如放电加工,慢走丝加工等,但这些设备又有一个缺点,可以保证尺寸公差,但是效率极低,如果需要大批量生产无法满足供货需求,所以整个制造行业也在积极开发新的设备以及工艺来应对批量高效率的生产,例如日本等国家,一些大型知名工具企业研制的成型冲压刀具,效率虽然能够比慢走丝和放电高几十倍,甚至百倍,需要做出来的产品还是有很多废品率,造成公差寸法不稳定现象;
3.传统的工艺为一个六角孔需要刀具六次加工才能完成,需要机床转动定位角度精度来控制六角孔的形状以及精度,而且加工方式是工件固定,刀具做高速位移以冲压形式来获得需要的六角孔形状,加工时容易出现六角孔不对称,由于冲压力不均匀,容易产生工件松动,也对机床的精度等造成了很大的影响,刀具折断,六角面加工光洁度差,检测通止规不合格,加工深度不统一等诸多问题;
4.由此,研发一种旋转挤压式成型刀具用于解决上述问题。
技术实现要素:
5.本实用新型为了解决上述存在的问题,设计了一种旋转式挤压成型刀具。
6.为了实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:
7.一种旋转式挤压成型刀具,包括主轴卡钳、夹持刀柄、成型六角冲刀、工件、主轴卡盘、顶丝和高速轴承随动装置,所述主轴卡钳螺纹连接于主轴卡盘的外壁上,所述工件通过主轴卡钳装夹于主轴卡盘上,所述夹持刀柄位于工件右侧,所述成型六角冲刀插接于夹持刀柄中心插孔内,所述成型六角冲刀通过顶丝锁紧于夹持刀柄上,所述高速轴承随动装置设于夹持刀柄上。
8.优选的,所述成型六角冲刀侧面倾斜1.5度。
9.优选的,所述成型六角冲刀采用六角成型刀具,且六面为圆形凹面式前角和倒锥式后角。
10.本实用新型的有益效果是:
11.通过采用一次成型六角孔的旋转式挤压成型刀具,刀具为一次加工完成,刀具加工精度和跳动更稳定,提高加工效率,加工稳定性更高,减少工件的废品率,延长刀具的使用寿命,切削力减少从而保护机床加工精度,只需保证挤压成型刀具尺寸,工件尺寸即可保证,通过在六角成型刀具的六方面加工特殊的圆形凹面式前角,增加刀具的锋利度,六角型柱面加工倒锥式后角,避免与已加工表面接触,提高光洁度,整体六角形柱面提高刀具的强
度,避免刀具过载时容易折断或者崩口等现象,并且在各加工刃部,为了提高刀具寿命和加工光洁度要求,刃部做了特殊工艺处理,取代了目前的刀具冲压式加工方式。
附图说明
12.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
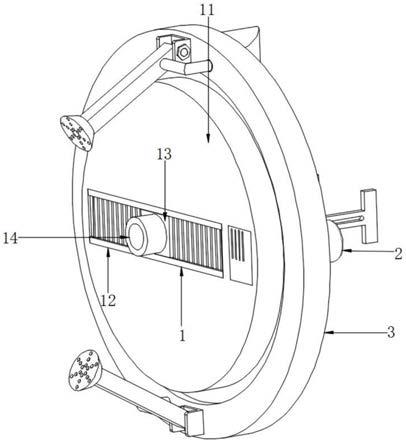
13.图1为本实用新型结构示意图;
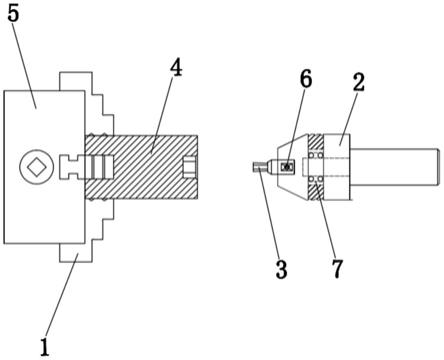
14.图2为本实用新型的成型六角冲刀结构示意图。
15.附图中,各标号所代表的部件列表如下:
16.1、主轴卡钳,2、夹持刀柄,3、成型六角冲刀,4、工件,5、主轴卡盘,6、顶丝,7、高速轴承随动装置。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
18.参阅图1—2所示,一种旋转式挤压成型刀具,包括主轴卡钳1、夹持刀柄2、成型六角冲刀3、工件4、主轴卡盘5、顶丝6和高速轴承随动装置7,所述主轴卡钳1螺纹连接于主轴卡盘5的外壁上,所述工件4通过主轴卡钳1装夹于主轴卡盘5上,所述夹持刀柄2位于工件4右侧,所述成型六角冲刀3插接于夹持刀柄2中心插孔内,所述成型六角冲刀3通过顶丝6锁紧于夹持刀柄2上,所述高速轴承随动装置7设于夹持刀柄2上。
19.优选的,所述成型六角冲刀3侧面倾斜1.5度,增加刀具的锋利度。
20.优选的,所述成型六角冲刀3采用六角成型刀具,且六面为圆形凹面式前角和倒锥式后角,避免与已加工表面接触,提高光洁度。
21.其详细连接手段,为本领域公知技术,本方案中所有部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
22.本实施例的一个具体应用为:
23.将工件4装夹在主轴卡盘5上,通过主轴卡钳1将工件4固定转动主轴上,同时将成型六角冲刀3装夹在夹持刀柄2孔内,通过顶丝6拧紧固定,靠近工件4,成型六角冲刀3接触工件4时高速轴承随动装置7会随着工件4一起转动,成型六角冲刀3和工件4做同向转动,逆向位移运动,由于转动离心力的作用使得减少一定的刀具挤压阻力,成型六角冲刀3以挤压的方式进入工件4底孔中,加工形成所需要的六角孔。
24.当然,上述说明并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的普通技术人员,在本实用新型的实质范围内,作出的变化、改变、添加或替换,都应属于本实用新型的保护范围。
技术特征:
1.一种旋转式挤压成型刀具,其特征在于:包括主轴卡钳(1)、夹持刀柄(2)、成型六角冲刀(3)、工件(4)、主轴卡盘(5)、顶丝(6)和高速轴承随动装置(7),所述主轴卡钳(1)螺纹连接于主轴卡盘(5)的外壁上,所述工件(4)通过主轴卡钳(1)装夹于主轴卡盘(5)上,所述夹持刀柄(2)位于工件(4)右侧,所述成型六角冲刀(3)插接于夹持刀柄(2)中心插孔内,所述成型六角冲刀(3)通过顶丝(6)锁紧于夹持刀柄(2)上,所述高速轴承随动装置(7)设于夹持刀柄(2)上。2.根据权利要求1所述的一种旋转式挤压成型刀具,其特征在于:所述成型六角冲刀(3)侧面倾斜1.5度。3.根据权利要求1所述的一种旋转式挤压成型刀具,其特征在于:所述成型六角冲刀(3)采用六角成型刀具,且六面为圆形凹面式前角和倒锥式后角。
技术总结
本实用新型涉及机床加工技术领域,具体涉及一种旋转式挤压成型刀具,包括主轴卡钳、夹持刀柄、成型六角冲刀、工件、主轴卡盘、顶丝和高速轴承随动装置,所述主轴卡钳螺纹连接于主轴卡盘的外壁上,所述工件通过主轴卡钳装夹于主轴卡盘上,所述夹持刀柄位于工件右侧,所述成型六角冲刀插接于夹持刀柄中心插孔内,所述成型六角冲刀通过顶丝锁紧于夹持刀柄上,所述高速轴承随动装置设于夹持刀柄上。通过在六角成型刀具的六方面加工特殊的圆形凹面式前角,增加刀具的锋利度,六角型柱面加工倒锥式后角,避免与已加工表面接触,提高光洁度,整体六角形柱面提高刀具的强度,避免刀具过载时容易折断或者崩口等现象。折断或者崩口等现象。折断或者崩口等现象。
技术研发人员:唐超 宋维业
受保护的技术使用者:大连杰超工具有限公司
技术研发日:2021.09.27
技术公布日:2022/1/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。