1.本实用新型涉及一种绕线机的工作台。
背景技术:
2.电感器作为一种主要的电子元件,在各种电子电路设计中得到广泛应用,是实现许多电路功能不可缺少的元器件。现有技术中,电感器是以磁芯为主体,在磁芯上绕制导线圈而形成电感元件,以线圈上的导通电流产生电磁,是实现振荡、调谐、滤波等功能的主要元件之一。
3.目前,在贴片电感生产过程中,大多数厂家还在沿用较传统的纯人工作业方式,特别是电感线圈的绕制工序,需要消耗大量的人力资源,而且效率低下。随着技术的发展,研发自动绕线设备替代人工作业已是必然趋势。与传统的人工作业相比,自动化绕线设备不仅可以降低人力资源成本,而且可以大大提升生产效率,同时有效保证产品质量。现有的电感器绕线机,自动化程度较低,生产效率低。
4.而且,现有的绕线机的工作台不具有产品压紧机构,在绕线过程中,产品易发生位移,造成产品质量不合格。
技术实现要素:
5.为解决上述技术问题,本实用新型提供了一种绕线机的工作台,以达到可自动压紧产品、提高绕线效率和产品合格率的目的。
6.为达到上述目的,本实用新型的技术方案如下:
7.一种绕线机的工作台,包括底板,所述底板上分为缓冲区域和绕线区域,所述缓冲区域安装有摆线组件、夹线组件和剪线组件,所述绕线区域安装有支撑板和产品压紧机构,所述支撑板顶部安装有用于放置产品工装的载板;
8.所述产品压紧机构包括安装于底板上的气缸和立板,所述气缸的输出端连接水平活动板,所述水平活动板位于所述载板下方且与载板之间存在间隙,所述水平活动板底部固定有压钩安装板,所述压钩安装板上竖直安装有数个穿过水平活动板、载板以及产品工装的压钩;所述水平活动板两侧分别安装于活动竖板上,所述活动竖板中心通过销轴安装于两块立板之间,所述活动竖板底部与底板之间设置弹簧一;所述立板上倾斜开设椭圆孔,所述销轴两端位于椭圆孔内。
9.上述方案中,所述缓冲区域安装有缓冲平台,摆线组件包括固定摆线轮和活动摆线轮,所述活动摆线轮通过连杆和弹簧二安装于所述缓冲平台上。
10.上述方案中,所述夹线组件为气动夹钳,所述剪线组件为气动剪钳,所述气动夹钳和气动剪钳的动作端位于缓冲平台上。
11.上述方案中,所述夹线组件位于摆线组件和剪线组件之间,所述剪线组件靠近绕线区域设置。
12.上述方案中,所述摆线组件、夹线组件和剪线组件设置有多组。
13.通过上述技术方案,本实用新型提供的绕线机的工作台具有如下有益效果:
14.1、本实用新型设置了产品压紧机构,通过气缸带动水平活动板上下升降,从而带动压钩上下升降,并且立板上椭圆孔的设置,可以使得压钩沿着倾斜的方向运动,实现对产品的压紧和脱离,防止在绕线过程中,产品发生移位。
15.2、本实用新型设置了摆线组件,可以在金属线被剪线组件剪断后,将金属线自动拨动到远离绕线区域,避免金属线对绕线区域的干扰。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
17.图1为本实用新型实施例所公开的一种全自动绕线机整体示意图;
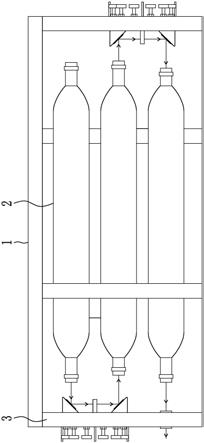
18.图2为本实用新型实施例所公开的工作台示意图;
19.图3为本实用新型实施例所公开的缓冲平台示意图;
20.图4为本实用新型实施例所公开的产品工装示意图;
21.图5为本实用新型实施例所公开的绕线区域示意图;
22.图6为本实用新型实施例所公开的活动竖板和立板连接部分示意图;
23.图7为本发明实施例所公开的活动竖板与底板连接部分示意图;
24.图8为本发明实施例所公开的销轴示意图。
25.图中,201、底板;202、缓冲平台;203、固定摆线轮;204、活动摆线轮;205、连杆;206、弹簧二;207、气动夹钳;208、气动剪钳;209、支撑板;210、产品工装;211、载板;212、气缸;213、立板;214、水平活动板;215、压钩安装板;216、压钩;217、活动竖板;218、销轴;219、椭圆孔;220、定位柱;221、绕线柱;222、弹簧一;223、卡槽;
26.301、机台;302、门型框架;303、x轴线性模组;304、y轴线性模组;305、绕线机构;306、z轴线性模组;307、工作台;308、控制屏;309、上料架;310、张力器。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
28.本实用新型提供了一种绕线机的工作台,如图1所示,绕线机包括机台301,机台301上安装有门型框架302,门型框架302上水平安装有x轴线性模组303,x轴线性模组303上滑动安装有y轴线性模组304,y轴线性模组304上滑动安装有绕线机构305,由x轴线性模组303和y轴线性模组304带动绕线机构305实现x轴和y轴的运动。门型框架302下方的机台301上安装有z轴线性模组306,z轴线性模组306上滑动安装有工作台307,由z轴线性模组306带动工作台307实现z轴的运动。
29.机台301后面安装有上料架309,上料架309上安装有张力器310。金属线通过上料架309上的张力器310到达机台301上的绕线机构,由导线针出来的金属线对工作台307上的产品进行绕线。
30.如图2所示,工作台307包括底板201,底板201上分为缓冲区域和绕线区域。缓冲区域安装有摆线组件、夹线组件和剪线组件;缓冲区域安装有缓冲平台202,摆线组件安装于
缓冲平台202上,摆线组件包括固定摆线轮203和活动摆线轮204,活动摆线轮204通过连杆205和弹簧二206安装于缓冲平台202上。
31.本实施例中,夹线组件为气动夹钳207,剪线组件为气动剪钳208,气动夹钳207和气动剪钳208底部安装于底板201上,动作端伸出位于缓冲平台202上。
32.如图3所示,本实施例中,夹线组件位于摆线组件和剪线组件之间,剪线组件靠近绕线区域设置。
33.绕线区域安装有支撑板209和产品压紧机构,支撑板209顶部安装有用于放置产品工装210的载板211,如图4所示。
34.具体地,如图5所示,产品压紧机构包括安装于底板201上的气缸212和立板213,气缸212的输出端连接水平活动板214,水平活动板214位于载板211下方且与载板211之间存在间隙,水平活动板214底部固定有压钩安装板215,压钩安装板215上竖直安装有数个穿过水平活动板214、载板211以及产品工装210的压钩216;水平活动板214两侧分别安装于活动竖板217上,如图6和图7所示,活动竖板217中心通过销轴218安装于两块立板213之间,活动竖板217底部与底板201之间设置弹簧一222;立板213上倾斜开设椭圆孔219,销轴218两端位于椭圆孔219内,如图8所示,销轴218中部开卡槽223,可卡住活动竖板217。
35.气缸212动作时,可带动水平活动板214和压钩安装板215上下升降,由于水平活动板214两侧分别安装于活动竖板217上,因此,可带动两侧的活动竖板217上下升降,活动竖板217的运动轨迹由其中心的销轴218在立板213上的椭圆孔219内的运动轨迹所决定。由于椭圆孔219倾斜设置,因此,销轴218只能带动立板213倾斜上升或下降,从而可以实现压钩216对产品的压紧与释放。
36.本实用新型的绕线机的整体工作过程如下:
37.(1)首先,通过控制屏308选择对应的产品型号,选择对应的程序,点开始按钮,绕线机自动开始工作。x轴线性模组303和z轴线性模组304带动绕线机构实现x轴和z轴的运动,y轴线性模组306带动工作台307实现y轴的运动,使得导线针对准工作台307的缓冲区域。
38.(2)工作台307和绕线机构同步动作,将从导线针出来的金属线穿过气动夹钳207,气动夹钳207钳住金属线,到图2中的起始点e准备(以最左侧的导线针为例)。
39.(3)按下启动后,金属线绕过活动摆线轮204、固定摆线轮203,将金属线在产品工装210上的定位柱220a上进行预绕几圈定位,然后开始产品每个绕线柱221的绕线工作。在绕线过程中,绕线机构带动导线针上下动作以及旋转动作,实现金属线在绕线柱221上的上下绕线,并控制每圈绕线的间距和密度。一个绕线柱221绕线结束后,工作台307会向前移动,导线针将金属线压在产品底边的卡片里,然后进行下一绕线柱221的绕线工作。
40.第一排绕线柱221绕线结束时气动夹钳207松开,多余的金属线在活动摆线轮204的作用下被弹开,远离绕线区域。与此同时,绕线机构在定位柱220b和定位柱220c上分别缠绕后,继续进行第二排绕线柱221的绕线,最后在定位柱220d上缠绕后,金属线穿过气动剪钳208和气动夹钳207,气动夹钳207闭合,气动剪钳208剪断金属线。导线针回到起始点准备。
41.(4)更换产品后,重复步骤(3)进行下一产品的绕线工作。
42.每个导线针一次可以绕两排绕线柱221,同侧的两个导线针绕四排绕线柱221,本
实施例中有四个导线针,可以同时绕八排绕线柱221。
43.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。