1.本实用新型涉及汽车检具技术领域,尤其是一种汽车前舱焊接总成检具。
背景技术:
2.检具是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具,如光滑塞规、螺纹塞规、外径卡规等。汽车零件检具是为检测汽车冲压零件而生的,作用是检测,操作者是人,因此检具的设计应首先考虑人的操作方便,工作场地灵活,运输转移快捷。检具是汽车冲压零件检测的一种三维立体量具,它力求理想的冲压零件的再现,可以甩掉卡尺、深度尺、块规等常规量具的使用,仅需通止规或间隙尺就可以达到汽车冲压零件的准确、直观、快速的检测。
技术实现要素:
3.本实用新型提出了一种汽车前舱焊接总成检具,该检具针对前舱焊接总成设计,通过优化翻转机构和夹持机构的位置使安装更加牢固,通过设置滑移机构使安装更加方便,通过设置异形手持检测件,对前舱焊接总成上孔位集中的位置进行集中检测,能够有效简化辅助支架的设置,提高检测效率,同时测试效果精确,能够保证出品质量。
4.一种汽车前舱焊接总成检具,包括滑动架、底板、立架、仿形架、滑移组件、定位销、翻转机构、夹持机构及异形手持检测件,所述底板固定在滑动架上,所述立架垂直安装在底板上,所述仿形架固定于底板和立架上,所述滑移组件对称设置在立架的两侧,包括定位板、伸缩支架及仿形滑动座,所述定位板垂直安装在底板上,所述仿形滑动座通过伸缩支架与定位板连接,所述仿形滑动座与前舱焊接总成两侧凹槽位置匹配,所述定位销有三组,其中两组定位销对称设置,通过伸缩支架安装于定位板上,另一组定位销设于立架正投影面的正中央,所述翻转机构对称固定在定位板上,所述夹持机构包括顶部夹持机构和底部夹持机构,所述顶部夹持机构安装在立架上,底部夹持机构固定在底板上,所述异形手持检测件与固定于底板的检测支座配合使用,异形手持检测件上设有与前舱焊接总成孔位对应的检测孔。
5.作为上述技术方案的优选,还包括仿形条,所述仿形条安装在顶部夹持机构上,仿形条与前舱焊接总成前侧的弧形部形状匹配。
6.作为上述技术方案的优选,所述顶部夹持机构的上端安装有把手。
7.作为上述技术方案的优选,所述底板的四个角对称安装有吊环。
8.本实用新型的有益效果在于:
9.该检具针对前舱焊接总成设计,通过优化翻转机构和夹持机构的位置使安装更加牢固,通过设置滑移机构使安装更加方便,通过设置异形手持检测件,对前舱焊接总成上孔位集中的位置进行集中检测,能够有效简化辅助支架的设置,提高检测效率,同时测试效果精确,能够保证出品质量。
附图说明
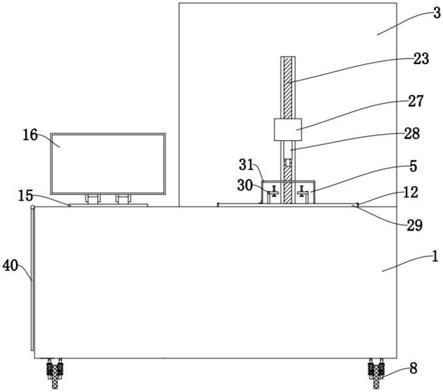
10.图1为本实用新型的结构示意图。
11.图2为本实用新型的主视图。
12.图3为异形手持检测件的结构示意图。
13.图4为前舱焊接总成装配于该检具上的结构示意图。
14.附图标记如下:1
‑
滑动架、2
‑
底板、3
‑
立架、4
‑
仿形架、5
‑
滑移组件、501
‑
定位板、502
‑
伸缩支架、503
‑
仿形滑动座、6
‑
定位销、7
‑
翻转机构、8
‑
夹持机构、801
‑‑
顶部夹持机构、802
‑‑
底部夹持机构、9
‑
异形手持检测件、10
‑
检测支座、11
‑
仿形条、12
‑
把手、13
‑
吊环、14
‑
前舱焊接总成。
具体实施方式
15.下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.如图3所示的一种汽车前舱焊接总成检具,包括滑动架1、底板2、立架3、仿形架4、滑移组件5、定位销6、翻转机构7、夹持机构8及异形手持检测件9,所述底板2固定在滑动架1上,所述立架3垂直安装在底板2上,所述仿形架4固定于底板2和立架3上,所述滑移组件5对称设置在立架3的两侧,包括定位板501、伸缩支架502及仿形滑动座503,所述定位板501垂直安装在底板2上,所述仿形滑动座503通过伸缩支架502与定位板501连接,所述仿形滑动座503与前舱焊接总成14两侧凹槽位置匹配,所述定位销6有三组,其中两组定位销6对称设置,通过伸缩支架502安装于定位板501上,另一组定位销6设于立架3正投影面的正中央,所述翻转机构7对称固定在定位板501上,所述夹持机构8包括顶部夹持机构801和底部夹持机构802,所述顶部夹持机构801安装在立架3上,底部夹持机构802固定在底板2上,所述异形手持检测件9与固定于底板2的检测支座10配合使用,异形手持检测件9上设有与前舱焊接总成14孔位对应的检测孔。
17.在本实施例中,还包括仿形条11,所述仿形条11安装在顶部夹持机构801上,仿形条11与前舱焊接总成14前侧的弧形部形状匹配。
18.在本实施例中,所述顶部夹持机构801的上端安装有把手12。
19.在本实施例中,所述底板2的四个角对称安装有吊环13。
20.本实施例的具体工作原理如下。
21.第一步,把检具上的所有工作部件调整为非工作状态,为前舱焊接总成14的装配做准备。
22.第二步,装配前舱焊接总成14,通过与定位销6以及滑移组件5上的仿形滑动座503配合使用,将前舱焊接总成14初步装配于检具上,然后操作夹持机构8,将前舱焊接总成进行定位,如图4所示。
23.第三步,翻下翻转机构7,利用检测销与翻转机构7、夹持机构8以及安装于立架3或者底板2上检测孔位进行检测,若能顺利通过则产品为合格,否则产品不合格。
24.第四步,将异形手持检测件9通过检测支座10安装在检具上,利用检测销与异形手持检测件9上的检测孔位进行检测,若能顺利通过则产品合格,否则产品为不合格。
25.第五步,用通止规对仿形架4、仿形条11及检具上其他对应部位与产品之间的间隙进行检测,用齐平规检测产品的面轮廓度,若在公差范围内则为合格,否则为不合格。
26.第五步,检测完毕,打开夹持机构8和翻转机构7,取下定位销6,退出仿形滑动座803,取下被测产品。
27.本实施例中,滑移组件的伸缩支架、翻转机构、夹持机构均为检具技术领域的常规技术,其结构和具体工作原理再次不做具体描述。该检具针对前舱焊接总成设计,通过优化翻转机构和夹持机构的位置使安装更加牢固,通过设置滑移机构使安装更加方便,通过设置异形手持检测件,对前舱焊接总成上孔位集中的位置进行集中检测,能够有效简化辅助支架的设置,提高检测效率,同时测试效果精确,能够保证出品质量。
28.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。