1.本实用新型涉及铅酸蓄电池制造技术领域,尤其涉及铅酸蓄电池极群的自动夹具。
背景技术:
2.目前铅酸蓄电池的制作过程大致包括有极群的抓取、极群组整理、极耳的整理、极耳铣屑、刷耳、蘸锡、铸焊、冷却、入电池槽等过程。
3.铸焊机转盘需配四付夹具,在第一工位夹具打开,放入极群并进行整理后夹紧;夹具随转盘旋转至第二工位,铣极耳、刷极耳、蘸锡;再继续旋转至第三工位的模具正上方,进行汇流排及极柱的铸焊,铸焊完毕进行通水冷却定型;夹具再旋转至第四工位,夹具松开,机械手或人工取出铸焊好的极群,再放入入槽的夹具,顶压机构压入电池壳内。四付夹具打开或夹紧的准确性和快捷性,直接影响铸焊的效率和质量,是铸焊机的关键部件。
4.目前市面上大部分的夹具夹板都是由超薄气缸拉开或夹紧,由于气缸行程是固定的,一种夹具只能适用一种电池。电池换型时,为了速度快捷,需要同是配四付夹具,但四付夹具在铸焊机上也需要拆下来,再装上配套的夹具,也需要较长时间,四付夹具成本很高,电池品种多时,夹具需配很多种,不用时还需要妥善保管,造成人力物力的巨大浪费。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的铅酸蓄电池极群的自动夹具。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.铅酸蓄电池极群的自动夹具,包括固定框架,固定框架由两个筋板和两个端板拼接而成,两侧的端板的中部垂直安装固定有端轴,且一侧的端轴上插设安装有齿轮;
8.两侧所述筋板之间安装有两个过渡板,两个过渡板之间垂直安装有连接板,且过渡板和连接板形成运动机构的骨架,骨架的一侧插设安装有齿轴,齿轴一端的锥齿轮与垂直的锥齿啮合传动,且锥齿插设安装在丝杠上,丝杠上安装有正螺母和反螺母,正螺母与推板a连接固定,反螺母与推板b连接固定,推板a上装有两根短导轴,短导轴上分别装有夹板a及对应的定距套a,推板b上装有四根长导轴,长导轴上分别有夹板b以及对应的定距套b。
9.优选的,所述齿轮与铸焊机上的齿条啮合传动。
10.优选的,所述丝杠上设置有正、反螺纹,且正、反螺纹上分别对应安装有正螺母和反螺母。
11.优选的,所述齿轴与伺服电机的输出端连接固定。
12.优选的,所述端轴上安装有挡圈。
13.优选的,所述固定框架内安装有配重块。
14.本实用新型的有益效果是:
15.本实用新型能够便捷的高效的对集群进行夹紧固定,且能够满足对不同大小的集
群进行夹紧固定,不仅便捷、高效,大大提高设备的自动化程度,而且稳定性好,重复精度高,与缓存机械手配合,能轻松组成自动化生产线。
附图说明
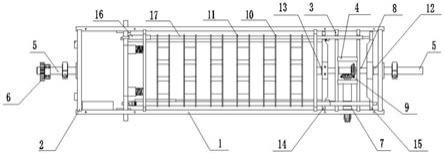
16.图1为本实用新型提出的铅酸蓄电池极群的自动夹具的俯视结构示意图;
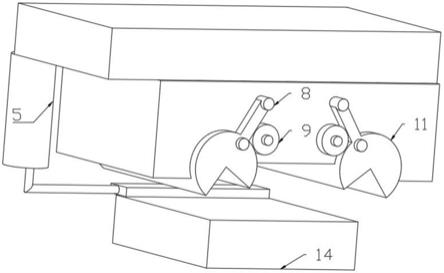
17.图2为本实用新型提出的铅酸蓄电池极群的自动夹具的主视结构示意图。
18.图中:1筋板、2端板、3过渡板、4连接板、5端轴、6齿轮、7齿轴、8丝杠、9锥齿、10夹板a、11夹板b、12正螺母、13反螺母、14推板a、15推板b、16定距套a、17定距套b。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.参照图1
‑
2,铅酸蓄电池极群的自动夹具,包括固定框架,固定框架由两个筋板1和两个端板2拼接而成,固定框架内安装有配重块。
21.两侧的端板2的中部垂直安装固定有端轴5,端轴5上安装有挡圈,且一侧的端轴5上插设安装有齿轮6,齿轮6与铸焊机上的齿条啮合传动。
22.两侧所述筋板1之间安装有两个过渡板3,两个过渡板3之间垂直安装有连接板4,且过渡板3和连接板4形成运动机构的骨架,骨架的一侧插设安装有齿轴7,齿轴7一端的锥齿轮与垂直的锥齿9啮合传动,齿轴7的另一端与伺服电机的输出端连接固定。
23.锥齿9插设安装在丝杠8上,丝杠8上设置有正、反螺纹,且正、反螺纹上分别对应安装有正螺母12和反螺母13,正螺母12与推板a14连接固定,反螺母13与推板b15连接固定,推板a14上装有两根短导轴,短导轴上分别装有夹板a10及对应的定距套a16,推板b 15上装有四根长导轴,长导轴上分别有夹板b11以及对应的定距套b17。
24.本实施例中,两个筋板1和两个端板2组成了自动夹具的固定框架,端轴5固定在端板2上,齿轮6装在端轴5上,铸焊机上的齿条与齿轮啮合,当齿条平移时,带动齿轮旋转,齿轮与端轴固定在一起,可实现整个夹具180度的翻转动作。
25.过渡板3与连接板4分别镶嵌在筋板1上,形成运动机构的骨架。齿轴7在伺服电机的驱动下传动锥齿9,将动力转向90度方向传递,锥齿9带动丝杆8转动,丝杆8带动正螺母12往左运动,反螺母13往右移动,使得推板a14往左平移,推板b15往右平移,从而使得夹板a10和夹板b11同时相向运动,实现极群的夹紧。
26.当整个铸焊过程完毕,伺服电机反向转动,此时夹板a10和夹板b11松开集群,可便捷取出极群装入电池壳。
27.同时根据极群大小调整夹板a10和夹板b11的距离,只需要调整伺服电机的转动圈数即可,从而能够对不同大小的集群夹紧固定。
28.本实用新型能够便捷的高效的对集群进行夹紧固定,且能够满足对不同大小的集群进行夹紧固定,不仅便捷、高效,大大提高设备的自动化程度,而且稳定性好,重复精度高,与缓存机械手配合,能轻松组成自动化生产线。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.铅酸蓄电池极群的自动夹具,包括固定框架,其特征在于,所述固定框架由两个筋板(1)和两个端板(2)拼接而成,两侧的端板(2)的中部垂直安装固定有端轴(5),且一侧的端轴(5)上插设安装有齿轮(6);两侧所述筋板(1)之间安装有两个过渡板(3),两个过渡板(3)之间垂直安装有连接板(4),且过渡板(3)和连接板(4)形成运动机构的骨架,骨架的一侧插设安装有齿轴(7),齿轴(7)一端的锥齿轮与垂直的锥齿(9)啮合传动,且锥齿(9)插设安装在丝杠(8)上,丝杠(8)上安装有正螺母(12)和反螺母(13),正螺母(12)与推板a(14)连接固定,反螺母(13)与推板b(15)连接固定,推板a(14)上装有两根短导轴,短导轴上分别装有夹板a(10)及对应的定距套a(16),推板b(15)上装有四根长导轴,长导轴上分别有夹板b(11)以及对应的定距套b(17)。2.根据权利要求1所述的铅酸蓄电池极群的自动夹具,其特征在于,所述齿轮(6)与铸焊机上的齿条啮合传动。3.根据权利要求1所述的铅酸蓄电池极群的自动夹具,其特征在于,所述丝杠(8)上设置有正、反螺纹,且正、反螺纹上分别对应安装有正螺母(12)和反螺母(13)。4.根据权利要求1所述的铅酸蓄电池极群的自动夹具,其特征在于,所述齿轴(7)与伺服电机的输出端连接固定。5.根据权利要求1所述的铅酸蓄电池极群的自动夹具,其特征在于,所述端轴(5)上安装有挡圈。6.根据权利要求1所述的铅酸蓄电池极群的自动夹具,其特征在于,所述固定框架内安装有配重块。
技术总结
本实用新型涉及铅酸蓄电池制造技术领域,尤其涉及铅酸蓄电池极群的自动夹具,包括固定框架,固定框架由两个筋板和两个端板拼接而成,两侧的端板上安装固定有端轴,两侧筋板之间安装有两个过渡板和连接板,骨架的一侧插设安装有齿轴,齿轴一端的锥齿轮与垂直的锥齿啮合传动,且锥齿插设安装在丝杠上,丝杠上安装有正螺母和反螺母,正螺母与推板A连接固定,反螺母与推板B连接固定,推板A上装有两根短导轴,短导轴上分别装有夹板A及对应的定距套A,推板B上装有四根长导轴,长导轴上分别有夹板B以及对应的定距套B。本实用新型能够便捷的高效的对集群进行夹紧固定,且能够满足对不同大小的集群进行夹紧固定。小的集群进行夹紧固定。小的集群进行夹紧固定。
技术研发人员:冉启军 张杰 许金贵
受保护的技术使用者:武汉深蓝自动化设备股份有限公司
技术研发日:2021.07.28
技术公布日:2021/12/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。