1.本实用新型涉及自动化加工技术领域,尤其是指一种锯片自动加工系统。
背景技术:
2.锯片的加工通常需要对其一侧进行锯齿动作以后,还需要对锯齿侧进行去毛刺以保证其质量。现有技术中通常把这锯齿和去毛刺分开进行,然后通过人工的方式进行锯片的运输,导致效率较低。
技术实现要素:
3.本实用新型针对现有技术的问题提供一种锯片自动加工系统,能够实现自动化完成对于锯片的锯齿以及去毛刺动作。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型提供的一种锯片自动加工系统,包括移送装置、锯齿装置以及去毛刺装置,所述锯齿装置用于对锯片进行锯齿,所述移送装置用于把锯齿后的锯片自所述锯齿装置移送至所述去毛刺装置,所述去毛刺装置用于对锯齿后的锯片进行去毛刺。
6.进一步的,还包括上料单元和下料单元,所述上料单元具有磁性分离器,所述上料单元用于容置待加工的锯片,所述下料单元用于容置经去毛刺后的锯片;所述移送装置还用于把锯片自所述上料单元移送至所述锯齿装置以及用于把经去毛刺后的锯片移送至所述下料单元。
7.进一步的,所述移送装置包括至少一个移送机械手,所述移送机械手包括移送驱动机构、移送升降机构、顶件以及若干个拾起件,所述顶件位于若干个拾起件之间,所述移送驱动机构用于驱动所述顶件以及若干个拾起件移动,拾起件用于拾起锯片,所述移送升降机构用于驱动所述顶件相对于若干个拾起件发生移动,所述顶件用于在拾起件拾起锯片时顶住锯片以迫使锯片弯曲。
8.更进一步的,所述升降机构包括安装座以及升降气缸,所述升降气缸装设于所述安装座,所述驱动机构驱动连接所述安装座,所述升降气缸用于驱动若干个拾起件相对于所述顶件升降,所述顶件安装于所述安装座。
9.优选的,拾起件与所述升降气缸之间设置有转动件,拾起件安装于转动件,转动件的一端转动连接于所述升降气缸的活塞杆,转动件与所述安装座之间设置有转动轴;拾起件为吸盘,拾起件用于外接气源以及用于抵触并吸住锯片。
10.进一步的,所述锯齿装置包括锯齿基座、均设置于所述锯齿基座的锯齿定位机构、锯齿压紧机构、锯齿机构以及锯齿驱动机构,所述锯齿基座用于承载锯片,所述锯齿定位机构用于所述锯齿基座上的物品进行定位,所述锯齿压紧机构用于对定位后的锯片进行压紧,所述锯齿驱动机构用于驱动所述锯齿机构沿着锯片的长度方向移动,所述锯齿机构用于对锯片进行锯齿。
11.更进一步的,所述锯齿机构包括锯齿平移件、锯齿驱动件以及锯齿刀,所述锯齿平
移件用于驱动所述锯齿刀靠近或远离物品,所述锯齿驱动件用于驱动所述锯齿刀转动,所述锯齿刀用于与物品接触以进行锯齿。
12.更进一步的,所述锯齿定位机构包括若干个定位组件,所述基座设置有定位工位,若干个定位组件位于所述定位工位的外围;定位组件包括定位驱动件以及定位件,定位驱动件用于驱动定位件靠近或者远离物品,定位件用于与物品抵触以实现对物品的定位;
13.所述定位机构还包括限位组件,所述限位组件包括限位升降件、限位座以及设置于所述限位座顶部的若干个限位件,所述限位升降件用于驱动所述限位座升降,所述限位件用于上升至所述定位工位的侧边并防止物品掉出定位工位。
14.更进一步的,所述锯齿压紧机构包括压紧平移组件、压紧升降组件以及押若干个压紧件,所述压紧平移组件用于驱动若干个压紧件来回移动,所述压紧升降组件用于驱动若干个压紧件升降,若干个压紧件均用于把物品压至所述基座。
15.进一步的,所述去毛刺装置包括去毛刺基座、均设置于所述去毛刺基座的去毛刺定位机构、去毛刺压紧机构、去毛刺机构以及去毛刺驱动机构,所述去毛刺基座用于承载锯片,所述去毛刺定位机构用于对所述去毛刺基座上的锯片进行定位,所述去毛刺压紧机构用于对定位后的锯片进行压紧,所述去毛刺驱动机构用于驱动所述去毛刺机构来回移动,所述去毛刺机构用于对经压紧后的锯片表面进行去毛刺。
16.本实用新型的有益效果:本实用新型通过锯齿装置对锯片进行锯齿,由移送装置把锯齿后的锯片移送至去毛刺装置,再由去毛刺装置对锯片的锯齿位置进行去毛刺,实现了自动化对锯片加工的功能,提升了效率。
附图说明
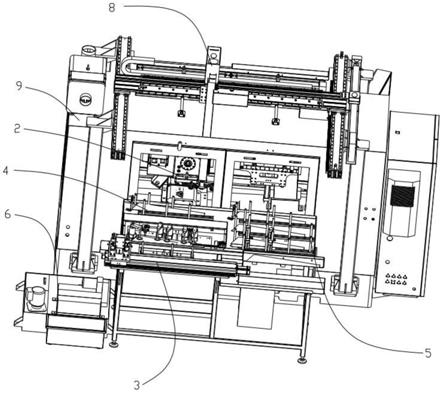
17.图1为本实用新型的另一视角示意图。
18.图2为本实用新型的移送机械手的示意图。
19.图3为本实用新型的移送机械手隐去驱动机构后的示意图。
20.图4为图3的分解示意图。
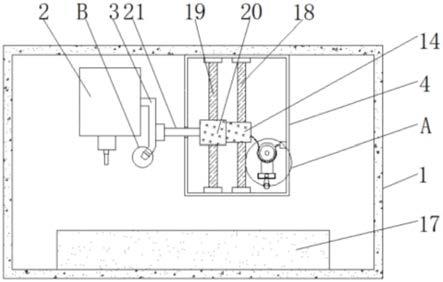
21.图5为本实用新型的锯齿装置的示意图。
22.图6为本实用新型的的锯齿基座、锯齿定位机构和锯齿压紧机构的示意图。
23.图7为图6隐去锯片后的a处放大图。
24.图8为本实用新型的锯齿机构和锯齿驱动机构的示意图。
25.图9为本实用新型的去毛刺装置的示意图。
26.图10为本实用新型的去毛刺机构和去毛刺驱动机构的示意图。
27.附图标记:1—移送装置,2—锯齿装置,3—去毛刺装置,4—上料单元,5—下料单元,6—磁性分离器,7—锯片,8—移送机械手,9—机壳,21—锯齿基座,22—锯齿定位机构,23—锯齿压紧机构,24—锯齿机构,25—锯齿驱动机构,31—去毛刺基座,32—去毛刺定位机构,33—去毛刺压紧机构,34—去毛刺机构,35—去毛刺驱动机构,81—驱动机构,82—升降机构,83—顶件,84—拾起件,211—定位工位,212—定位槽,221—定位组件,222—定位驱动件,223—定位件,224—限位部,225—限位组件,226—限位升降件,227—限位座,228—限位件,231—压紧平移组件,232—压紧升降组件,233—压紧件,234—平移架,235—压紧导向件,236—压紧平移驱动件,237—压紧油缸,238—压紧滑块,241—锯齿平移件,
242—锯齿驱动件,243—锯齿刀,244—锯齿调节件,245—锯齿座,341—去毛刺座,342—去毛刺爪,344—气动手指,345—去毛刺件,821—安装座,822—升降气缸,831—抵触部,832—安装部,833—加强部,841—转动件,842—转动轴,843—调节槽,844—固定结构。
具体实施方式
28.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
29.如图1至图10所示,本实用新型提供的一种锯片自动加工系统,包括移送装置1、锯齿装置2以及去毛刺装置3,所述锯齿装置2用于对锯片7进行锯齿,所述移送装置1用于把锯齿后的锯片7自所述锯齿装置2移送至所述去毛刺装置3,所述去毛刺装置3用于对锯齿后的锯片7进行去毛刺。
30.实际使用时,本实用新型还包括上料单元4和下料单元5,所述上料单元4具有磁性分离器6,所述上料单元4用于容置待加工的锯片7,所述下料单元5用于容置经去毛刺后的锯片7;所述移送装置1还用于把锯片7自所述上料单元4移送至所述锯齿装置2以及用于把经去毛刺后的锯片7移送至所述下料单元5。
31.即由外界传输机构把叠放好的锯片7放入磁性分离器6进行去杂后,由移送装置1把锯片7放入锯齿装置2内,由锯齿装置2对锯片7的一侧进行锯齿动作以制作齿部;然后移送装置1把锯片7移送至去毛刺装置3,经去毛刺装置3对制作齿部而形成的毛刺进行去除;最后移送装置1把锯片7放入下料单元5内进行叠放收纳,从而实现了自动化对锯片7进行加工的效果。
32.在本实施中,所述移送装置1包括至少一个移送机械手8,所述移送机械手8包括移送驱动机构81、移送升降机构82、顶件83以及若干个拾起件84,所述顶件83位于若干个拾起件84之间,所述移送驱动机构81用于驱动所述顶件83以及若干个拾起件84移动,拾起件84用于拾起锯片7,所述移送升降机构82用于驱动所述顶件83相对于若干个拾起件84发生移动,所述顶件83用于在拾起件84拾起锯片7时顶住锯片7以迫使锯片7弯曲。
33.实际使用时,可根据锯齿装置2和去毛刺装置3的效率,设置一个或者一个以上的移送机械手8;而移送机械手8的驱动机构81能够驱动顶件83以及拾起件84在空间内移动,通常为三轴驱动;而在需要拾起锯片7时,驱动机构81驱动拾起件84移动至与锯片7顶部抵触,此时顶件83可与锯片7抵触或者与锯片7具有一定距离;然后升降机构82动作,拉动顶件83外围位置的锯片7上升,锯片7因与顶件83抵触而被限位,从而让锯片7两端翘起弯曲,保证该锯片7能够与其底部的锯片7不粘连而被上料,保证了效果。
34.在本实施例中,所述升降机构82包括安装座821以及升降气缸822,所述升降气缸822装设于所述安装座821,所述驱动机构81驱动连接所述安装座821,所述升降气缸822用于驱动若干个拾起件84相对于所述顶件83升降,所述顶件83安装于所述安装座821。
35.即本实用新型通过升降气缸822的伸缩动作,实现控制拾起件84升降,从而让拾起件84与顶件83相对升降,达到了迫使锯片7弯曲而与底部锯片7分离的效果。
36.具体的,拾起件84与所述升降气缸822之间设置有转动件841,拾起件84安装于转动件841,转动件841的一端转动连接于所述升降气缸822的活塞杆,转动件841与所述安装
座821之间设置有转动轴842。即在拾起件84与锯片7接触后,升降气缸822的活塞杆向下突伸,通过转动件841的杠杆原理带动拾起件84向上运动,从而让拾起件84拉起锯片7上升,由于拾起件84位于顶件83外围,因此在锯片7域顶件83接触后,该接触位置的外围被拉起以达到了让锯片7弯曲的效果。
37.实际使用中,拾起件84至少为两个,分别位于顶件83的两侧,以实现让锯片7两侧翘起的效果。
38.优选的,转动件841设置有调节槽843,拾起件84设置于调节槽843内,拾起件84于调节槽843内调整位置后通过固定结构844进行固定。即本实用新型可根据锯片7的长度,通过调整拾起件84于调节槽843内的位置来实现对于多种锯片7的防粘连拾起;而固定结构844可为目前常用的结构,例如本实施例的固定结构844主要由螺母配合设置于拾起件84的螺纹构成。
39.在本实施例中,拾起件84为吸盘,拾起件84用于外接气源以及用于抵触并吸住锯片7。该外接的气源用于在吸盘吸住锯片7后,把吸盘内部的空气抽走以制造负压,从而让锯片7能够更稳定地被拾起和上下料。
40.在本实施例中,所述顶件83包括抵触部831和安装部832,所述抵触部831用于与锯片7抵触,所述安装部832设置于所述抵触部831的顶部,所述安装部832装设于所述驱动机构81。
41.实际使用时,抵触部831与安装部832一体成型且构成类似“l”型的结构,用于保证具有足够强度的前提下,增加了顶件83与锯片7的接触面积,从而在不对锯片7表面造成损伤的前提下对其进行限位。
42.具体的,所述抵触部831的两侧向上弯折形成加强部833,增加了抵触部831的强度以避免抵触部831发生变形,确保弯曲锯片7的动作能够可靠实现。
43.需要注意的是,移送机械手8除了在自上料单元4拾起锯片7时需要弯曲锯片7以避免粘连以外,在实现其他移送动作时均只需要通过拾起件84吸起锯片7即可。
44.所述锯齿装置2包括锯齿基座21、均设置于所述锯齿基座21的锯齿定位机构22、锯齿压紧机构23、锯齿机构24以及锯齿驱动机构25,所述锯齿基座21用于承载锯片7,所述锯齿定位机构22用于所述锯齿基座21上的锯片7进行定位,所述锯齿压紧机构23用于对定位后的锯片7进行压紧,所述锯齿驱动机构25用于驱动所述锯齿机构24沿着锯片7的长度方向移动,所述锯齿机构24用于对锯片7进行锯齿。
45.实际使用时,为了避免锯齿所产生的细屑溅射至外界,因此锯齿装置2设置于机壳7内,而机壳7顶部开口用于让移送机械手8能够伸入;即当锯齿基座21上承托有经移送机械手8送入的锯片7时,由锯齿定位机构22对其进行定位以后,再由锯齿压紧机构23压紧锯片7以实现固定效果,此时锯片7待锯齿的一侧不位于锯齿基座21上;然后去锯齿驱动机构25驱动锯齿机构24动作,对锯片7待锯齿的一端进行锯齿动作,从而实现了自动化锯齿的效果。
46.在本实施例中,所述锯齿机构24包括锯齿平移件241、锯齿驱动件242以及锯齿刀243,所述锯齿平移件241用于驱动所述锯齿刀243靠近或远离锯片7,所述锯齿驱动件242用于驱动所述锯齿刀243转动,所述锯齿刀243用于与锯片7接触以进行锯齿。
47.实际使用时,该锯齿驱动件242为现有的直线驱动机构81,例如电机丝杆机构等;而锯齿机构24还包括锯齿座245,该锯齿驱动件242设置在锯齿座245上。在工作时,由锯齿
驱动件242驱动锯齿刀243高速转动,锯齿平移件241驱动锯齿座245前移前以使得锯齿刀243与锯片7接触而锯齿;在锯齿一次后,该锯齿刀243经锯齿平移件241驱动而后退,然后由锯齿平移件241驱动锯齿座245沿着锯片7的长度方向移动至下一个待锯齿的位置,再进行上述锯齿动作,通过不断重复上述动作以实现在锯片7加工出多个齿部的效果。
48.具体的,所述锯齿机构24还包括锯齿调节件244,所述锯齿调节件244用于调整所述锯齿刀243的角度。该锯齿调节件244可由电机配合减速机构成,或为旋转气缸,用于根据对锯片7的齿部的角度要求,调整锯齿刀243与水平面的角度,从而让锯齿刀243在锯片7加工出适合形状的齿部。
49.本实施例中所述的锯齿驱动机构25,优选为电机驱动的丝杆结构,能够准确控制锯齿机构24每次平移的距离,从而保证锯齿质量。
50.在本实施例中,所述定位机构包括若干个定位组件221,所述基座设置有定位工位211,若干个定位组件221位于所述定位工位211的外围。即机械手把放在定位工位211后,由若干个定位组件221分别对锯片7除待锯齿一侧以外的至少两侧进行抵触定位,从而实现了定位效果,以便于压紧机构压住锯片7后,锯齿机构24能够顺利对锯片7进行锯齿动作。
51.具体的,定位组件221包括定位驱动件222以及定位件223,定位驱动件222用于驱动定位件223靠近或者远离锯片7,定位件223用于与锯片7抵触以实现对锯片7的定位。该定位驱动件222优选为电缸或者气缸等直线驱动机构81,用于驱动定位件223沿着直线移动至与锯片7接触,从而实现对于锯片7的让位效果。
52.优选的,所述定位工位211设置有若干条定位槽212,定位件223与定位槽212一一对应滑动设置,确保了定位件223沿着直线进行移动,避免对其他动作造成干涉。
53.优选的,定位件223的顶部设置有限位部224,定位件223用于与锯片7侧边抵触,限位部224用于与锯片7的顶部抵触。即在定位件223与锯片7抵触后,限位部224压在锯片7顶部,实现了对于锯片7竖直方向上的定位,以避免锯片7被定位件223抵触挤压发生翘起等现象,从而避免压紧机构把锯片7压坏。
54.具体的,所述定位机构还包括限位组件225,所述限位组件225包括限位升降件226、限位座227以及设置于所述限位座227顶部的若干个限位件228,所述限位升降件226用于驱动所述限位座227升降,所述限位件228用于上升至所述定位工位211的侧边并防止锯片7掉出定位工位211。即在锯片7被放入定位工位211后,其待锯齿的一侧由于位于定位工位211外,因此需要限位组件225动作而进行阻挡以避免在定位组件221动作时使锯片7掉落,随后由定位组件221动作进行定位并由压紧机构压住锯片7后,限位组件225复位而让该待锯齿的一侧显露,以便于锯齿机构24能够可靠地进行锯齿。实际使用时,该限位升降件226为电缸或者气缸等直线驱动机构81。
55.在本实施例中,所述压紧机构包括压紧平移组件231、压紧升降组件232以及押若干个压紧件233,所述压紧平移组件231用于驱动若干个压紧件233来回移动,所述压紧升降组件232用于驱动若干个压紧件233升降,若干个压紧件233均用于把锯片7压至所述基座。即在对锯片7进行定位以后,由压紧平移组件231驱动压紧件233移动至锯片7正上方,然后压紧升降组件232驱动压紧件233下降至与锯片7抵触,从而实现了压紧效果,后续限位组件225即可复位以便于进行锯齿动作。
56.具体的,所述压紧平移组件231包括平移架234、两个压紧导向件235以及压紧平移
驱动件236,所述平移架234的两侧分别设置有压紧滑块238,压紧滑块238与压紧导向件235一一对应滑动连接;压紧驱动件用于驱动所述平移架234移动,所述压紧升降组件232设置于所述平移架234。该压紧平移驱动件236可为现有的直线驱动机构81,用于驱动平移架234沿着压紧导向件235移动以带动压紧件233平移至锯片7上方;而所述压紧升降组件232包括若干个压紧油缸237,压紧油缸237与压紧件233一一对应驱动连接,即通过压紧油缸237驱动压紧件233对锯片7进行下压,基于压紧油缸237的力较大,因此能够确保在锯齿过程中锯片7不会发生偏移,从而保证了锯齿效果。
57.进一步的,所述去毛刺装置3包括去毛刺基座31、均设置于所述去毛刺基座31的去毛刺定位机构32、去毛刺压紧机构33、去毛刺机构34以及去毛刺驱动机构35,所述去毛刺基座31用于承载锯片7,所述去毛刺定位机构32用于对所述去毛刺基座31上的锯片7进行定位,所述去毛刺压紧机构33用于对定位后的锯片7进行压紧,所述去毛刺驱动机构35用于驱动所述去毛刺机构34来回移动,所述去毛刺机构34用于对经压紧后的锯片7表面进行去毛刺。
58.由于经齿后的锯片7,其齿部位置通常会产生毛刺,此时该锯片7由移送机械手8送入去毛刺基座内,由去毛刺定位机构32对其进行定位以后,再由去毛刺压紧机构33压紧锯片7以实现固定效果,此时锯片7待去毛刺的一侧不位于去毛刺基座31上;然后去去毛刺驱动机构35驱动去毛刺机构34动作,对锯片7待锯齿的一端进行去毛刺动作,从而实现了自动化去毛刺的效果。
59.在本实施例中,所述去毛刺机构34包括去毛刺座341以及至少一个设置于所述去毛刺座341的去毛刺爪342,去毛刺爪342用于夹住锯片7的顶部和底部,所述去毛刺驱动机构35用于驱动所述去毛刺座来回移动以使得去毛刺爪在锯片7表面刮掉毛刺。
60.实际使用时,该去毛刺爪342可由气动手指344以及设置于气动手指344的两块去毛刺件345制成,该去毛刺件345为硬度大的金属或者非金属物体,其与锯片7接触的面为平面;而去毛刺驱动机构5则为直线电机或其他现有的“精度和稳定性高”的结构,从而在去毛刺爪342抓住锯片7待去毛刺的一侧的顶端和底端后,能够沿着去毛刺驱动机构35的驱动方向来回移动至少一次,以保证去毛刺效果。
61.当然,为了提升去毛刺效果,该去毛刺爪342的数量可为两个。
62.此外,本实施例所述的去毛刺基座31、去毛刺定位机构32以及去毛刺驱动机构35,结构分别与锯齿基座21、锯齿定位机构22以及去锯齿驱动机构25相类似,所实现的功能也类似,因此在此不再赘述。
63.而去毛刺压紧机构33则可由多个去毛刺压紧组件构成,该去毛刺压紧组件包括去毛刺油缸以及去毛刺压紧件,即通过去毛刺油缸驱动去毛刺压紧件升降,由去毛刺压紧件在需要去毛刺时压住锯片7,以保证锯片7能够不发生偏移,保证了去毛刺效果。
64.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。