1.本实用新型涉及现场钢轨焊接技术领域,尤其是一种钢轨焊接夹持对中机构。
背景技术:
2.众所周知,每一台焊轨机均具有彼此间隔开的两个钢轨夹持装置,用于分别夹持待焊的两段钢轨的待焊端,一方面为产生焊接时两待焊钢轨相对送进(相互靠拢)或回退(相互远离)的相对运动提供动力;另一方面通过夹持力在钢轨和夹持机构之间的接触面上产生静摩擦力,为钢轨焊接提供顶锻反力,实现钢轨压力焊及其重要的顶锻功能。
3.在钢轨现场焊轨施工领域,若要对钢轨进行高质量的压力焊接,需要对待焊钢轨施加上百吨甚至几百吨的夹紧力,这就要求必须解决钢轨夹持的可靠性问题。而实际铁道线路上(尤其是国铁、城际、高铁、重载货运专线等铁路的大量站线、岔线钢轨以及地铁铺设有感应板的区段)的钢轨焊缝所处位置,往往存在着夹持空间狭小;钢轨可夹持长度较短(如辙叉(即叉心)钢轨、尖轨跟端焊缝、异形轨接头焊缝、at尖轨焊缝),且在钢轨被夹持部段还存在变截面钢轨,其轨腰厚度或轨腰高度形状不一、尺寸不均等问题;甚至由于钢轨被夹持部位处于变截面过渡区域(比如异形轨和at尖轨的过渡段)而根本无法进行有效夹持等严重问题。
技术实现要素:
4.本实用新型的目的是提供一种钢轨焊接夹持对中机构,利用该夹持装置既能解决在狭小空间内(如辙叉(叉心)和尖轨跟端焊缝附近区域)实现对钢轨进行可靠夹持的问题;又可以解决钢轨夹持长度不够,尤其是辙叉、变截面异形轨的钢轨纵向(即钢轨轴向)可夹持的相同截面钢轨长度较短而较难实现可靠夹持的技术难题;还可以比较容易地实现钢轨被夹持部段存在变截面轨腰厚度或轨腰高度不一致,如叉心轨、异形轨、at轨等钢轨的夹持问题;也有效避开了由于钢轨被夹持部位处于变截面过渡段而根本无法进行有效夹持的问题。
5.本方案是这样进行实现的:
6.一种钢轨焊接夹持对中机构,包括夹持座、接触块和夹紧活塞杆;所述接触块设置在夹紧活塞杆的端部,所述夹持座上设置有活塞腔,所述夹紧活塞杆设置于其中。所述夹持座跨骑在待焊钢轨上,所述接触块在夹紧活塞杆的带动下,对中和/或夹紧两待焊钢轨。
7.基于上述一种钢轨焊接夹持对中机构,所述夹持座与待焊钢轨的跨骑处设置有夹持对中腔,所述夹持对中腔内侧设置有夹持座轨头侧面定位基准面和夹持座轨脚边定位基准面,所述夹持座轨脚边定位基准面的形状结构与待焊钢轨的轨脚边相适配,所述夹持座轨头侧面定位基准面与待焊钢轨的轨头侧面作用边相适配。
8.基于上述一种钢轨焊接夹持对中机构,所述活塞腔为油缸的缸筒内孔或在夹持座上直接加工的腔体。
9.基于上述一种钢轨焊接夹持对中机构,所述接触块为夹紧块、夹紧电极;异形夹紧
块、异形电极中的一种或多种。
10.基于上述一种钢轨焊接夹持对中机构,所述夹紧块、夹紧电极与普通标准轨的轨腰尺寸和/或形状相适配;异形夹紧块、异形电极与at轨、异形轨的轨腰尺寸和/或形状相适配。
11.基于上述一种钢轨焊接夹持对中机构,所述夹持座、接触块和夹紧活塞杆组成单侧夹持结构,两单侧夹持结构设置有导向轴,单侧夹持结构在导向轴上可进行轴向相对直线往复移动。
12.基于上述一种钢轨焊接夹持对中机构,所述活塞腔远离被夹持钢轨端的端部设置有堵头。
13.与现有技术相比,本实用新型的有益效果是:
14.一、有效解决了道岔钢轨焊接(尤其是辙叉和尖轨跟端部位焊缝)在狭小空间内钢轨的有效、可靠夹持问题;即解决了目前国内外各种钢轨焊机在相关狭小空间内均无法实现可靠夹持的第一大技术难题。
15.二、采用本技术方案,根据需要起用不同的夹紧活塞,可以很方便的对钢轨夹持长度的长短进行调节;解决了钢轨夹持长度不够,尤其是辙叉、变截面异形轨的钢轨纵向(即钢轨轴向)可夹持的相同截面规则钢轨长度较短而较难实现可靠夹持的第二大技术难题。
16.三、本技术方案只要夹紧活塞杆伸出的行程不同和把活塞与活塞杆做成偏心活塞,就可以实现钢轨被夹持部段轨腰高度方向,存在的轨腰厚度不均或上下宽度不一的问题。即有效解决了诸如叉心轨、异形轨、at轨等钢轨的轨腰夹持问题;同时,也有效避免了如果采用固定式夹紧块或夹紧电极,必须根据不同轨腰厚度和宽度,频繁更换不同规格尺寸的夹紧块或夹紧电极的繁琐工作;也避免了异形夹紧块或夹紧电极的高难度加工和高成本问题;还有效减少了夹紧块或夹紧电极的规格和种类,降低了材料成本和生产成本;对采用闪光焊的焊轨机,还有效避免了因更换夹紧电极,造成焊接回路的阻抗变化,对焊缝焊接质量的致命影响问题。否则更换电极后需要重新做比较繁琐的焊接工艺试验,才能满足焊轨质量保证的需要。
17.四、本技术方案,根据起用和停用不同的夹紧活塞杆,可以很方便地避开钢轨处于变截面过渡段而根本无法进行有效夹持的不可夹持部段,如异形轨和 at轨的过渡段。
18.五、采用本夹持对中机构,可以解决铁路站线、岔线、正线等线路上各个部位、各种钢轨接头压力焊接的有效可靠夹持问题,确保钢轨的夹紧更加牢固可靠,对钢轨定位的可靠性和焊接质量的保障更加有利。
19.六、采用本技术方案,可以非常方便、简单、可靠的方式去实现,钢轨焊接中及其重要的作用边对中功能,为焊缝接头的平顺性、外观质量提供了可靠保证。
20.根据附图说明,本实用新型另外的优点更加明显。
附图说明
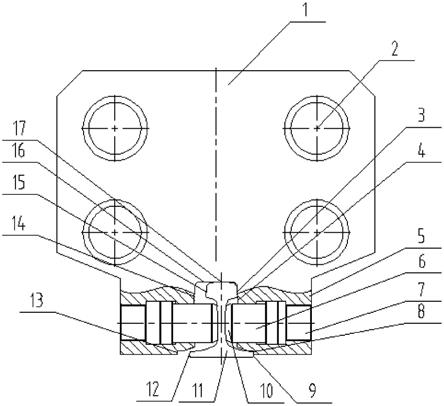
21.图1是本实用新型的端面示意图;
22.图2是本实用新型的前侧示意图;
23.图3是本实用新型的仰视示意图;
24.图4是本实用新型适用的特殊类型钢轨示意图
25.附图说明:1、夹持座;2、导向轴;3、钢轨轨头右侧作用边;4、夹持座轨头右侧定位基准面;5、夹持座下端部;6、夹紧活塞杆;7、堵头;8、夹持座右侧轨脚边定位基准面;9、钢轨右侧轨脚边;10、夹紧块或夹紧电极;11、待焊钢轨;12、钢轨左侧轨脚边;13、夹持座左侧轨脚边定位基准面;14、夹持座轨头左侧定位基准面;15、钢轨轨头左侧作用边;16、夹持座轨顶定位基准面;17、钢轨轨顶作用边;18、夹紧活塞杆中心线。
具体实施方式
26.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
27.本说明书(包括任何附加权利要求、摘要)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
28.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或隐含地包括一个或多个该特征。
30.如图1所示,一种钢轨焊接夹持对中机构,包括夹持座1、导向轴2、夹紧活塞杆6、堵头7、夹紧块或夹紧电极10;所述夹持座1跨骑在待焊钢轨11的上方,两侧夹持座下端部5的下底面略高于钢轨下底面(即轨底面);所述导向轴2将彼此间隔开的两个(图中只示出了一个)钢轨夹持机构滑动或滚动连接,使夹持机构始终保持在沿导向轴的轴线方向上作直线往复运动,从而实现两待焊钢轨11的对位间距调整和焊接过程中两待焊钢轨11相对送进、后退运动,且使两个钢轨夹持机构中夹持座的轨顶面、轨头侧面、轨脚边的各对应定位基准面始终保持在一条直线上或在一个平面内;所述夹紧活塞杆6与夹持座 1上的孔腔体组成油缸功能部件。
31.图1中所示为钢轨的轨顶作用边和轨头右侧作用边的对齐状态,其动作过程是:
32.初始状态,各夹紧活塞杆6均处于缩回状态(图中未画出)。焊接对中夹持机构下落、使两夹持座1跨骑在钢轨11的上方,直到两夹持座1上的轨顶定位基准面16和待焊钢轨11的轨顶作用边17均保持完全可靠接触,轨顶作用边对齐完成;
33.选择确定钢轨轨头侧面的作用边对中是左侧对中还是右侧对中,简称左对中或右对中;如选择右对中,则两钢轨夹持机构中处于钢轨右侧的夹紧活塞杆 6保持缩回状态不动,处于钢轨左侧的夹紧活塞杆在压力油的作用下右移,带动与其连接的夹紧块或夹紧电极10右移,接触钢轨的轨腰部位,推动待焊钢轨 11右移,直到两待焊钢轨轨头右侧作用边3与夹持座轨头右侧定位基准面4、以及夹持座右侧轨脚边定位基准面8与钢轨右侧轨脚边9分别接触并保持一定的压力。由于两个钢轨夹持机构中夹持座的轨顶面、轨头侧面、轨脚边的各对应定位基准面始终保持在一条直线上或在一个平面内,故两待焊钢轨的作用边 (包括轨顶作用边和轨头一侧的作用边)就处于对齐状态,即钢轨的作用边对齐(也叫对中)功
能完成。
34.钢轨对中完成后,钢轨右侧的夹紧活塞杆6伸出,带动与其连接的相应夹紧块或夹紧电极10左移,接触钢轨的轨腰部位后;钢轨11两侧的夹紧活塞杆 6所在油缸的无杆腔通入不同压力的高压油,使钢轨右侧的作用边3和钢轨右侧轨脚边9分别始终保持一定压力地靠在夹持座轨头右侧定位基准面4和夹持座右侧轨脚边定位基准面8上,即始终保持对齐且夹紧状态,实现钢轨轨头右侧作用边对中状态保持和钢轨焊接的全压力夹紧功能。至此,焊接对中夹持机构的对中和夹持(紧)功能得以完整的实现。
35.同理,如果要实现左对中夹持功能。钢轨左侧轨脚边12与夹持基座左侧轨脚边定位基准面13相接触并保持一定压力,夹持基座左侧定位基准面14与钢轨轨头左侧作用边15相接触并保持一定压力,实现对于待焊刚刚左对中夹持功能。其动作过程与钢轨右对中过程类似。
36.图2前侧视图所示,沿钢轨长度(纵向)方向,对中夹紧活塞杆的布局数量可以根据需要进行增减,可以跨越特种钢轨的过渡段对异形轨腰进行对中夹持,不受通常夹持部位要求轨腰厚度一致的限制;当遇到所夹持轨腰部位厚度不均的工况时,只是夹紧活塞杆走的行程不同而已,对控制、夹紧块或夹紧电极无影响,无需改变控制和更换零部件,可以做到适合线路上各种工况钢轨的有效对中和可靠夹持;或在使用过程中根据所遇工况,可以选择控制某些夹紧活塞杆6不动作,如当夹紧活塞杆所对位置刚好处于异形轨、at轨的过渡段时 (见图4),可以使处于过渡段的夹紧活塞杆不动作。
37.图3仰视图,示出了本实用新型为适用于叉心和尖轨跟端焊缝的焊接对中夹持的一个实施例,夹持座下端部5的截面形状可以做成图示锥形,也可以是矩形截面或其他形状,图中18为夹紧活塞杆中心线18。
38.图4所示,是本对中夹持机构所适用的,在站线和岔线钢轨焊接中,会大量遇见的两种特殊用途钢轨,且是目前国内外现有的各种焊轨机均无法进行有效夹持的两种特殊钢轨;图4是表示这两种不同钢轨过渡段和通常可用于夹持的长度分布情况,分别为at轨60at1-60和异形轨60-50。
39.本文所述普通标准轨为:38轨、43轨、50轨、60轨、60n新轨、75轨、 75n新轨;本文所述异形轨为:at轨、重轨、变截面异形轨(有两种不同轨型断面的特种钢轨)、槽型轨59r2/60r2等。
40.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。