1.本发明涉及轧制技术领域,具体的,涉及一种基于预弯冷却技术的轻轨型钢轧制设备及工艺。
背景技术:
2.将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产型材、板材、管材。分热轧和冷轧两种,轧件由摩擦力拉进旋转轧辊之间,受到压缩进行塑性变形的过程,通过轧制使金属具有一定尺寸、形状和性能。钢轨钢是用于制造机车、起重机等轨道的专业用型钢,轻轨型钢属于钢轨钢,轻轨型钢在轧制时通过粗轧和精轧两步,粗轧是将轻轨型钢轧制成具有初步形状的型钢,然后在经过精轧对型钢定型,现有技术中粗轧需要重复经过多次,粗轧一般是单层平铺开或者使用分段式,占地面积大;进入粗轧时的导向结构是两个平面,型钢与导向结构之间是滑动摩擦,在输送过程中,型钢高温会将导向结构磨损加剧。
技术实现要素:
3.本发明提出一种基于预弯冷却技术的轻轨型钢轧制设备及工艺,解决了相关技术中的粗轧占地面积大和磨损导向结构问题。
4.本发明的技术方案如下:
5.一种基于预弯冷却技术的轻轨型钢轧制设备,包括均设置在机架上的输送装置、导向装置和粗轧机构,所述粗轧机构位于所述导向装置沿所述输送装置输送方向的后方,所述导向装置包括
6.第三伸缩件,具有若干个,均设置在所述机架上,位于所述输送装置两侧,
7.导向板,设置在所述第三伸缩件伸缩端,位于所述输送装置两侧的导向板之间形成夹紧空间,所述导向板随所述伸缩端移动后,所述夹紧空间夹紧或者松开轻轨型钢,
8.导向滚轴,转动设置在所述导向板上,用于与轻轨型钢接触导向,
9.所述粗轧机构包括
10.第一粗轧装置,滑动设置在所述机架上,位于所述导向装置沿所述输送装置输送方向后,
11.第二粗轧装置,滑动设置在所述机架上,位于所述第一粗轧装置底部,所述第一粗轧装置和所述第二粗轧装置滑动方向与所述输送装置输送方向垂直。
12.作为进一步的技术方案,所述第一粗轧装置包括
13.上板,滑动设置在所述机架上,
14.第一辊,转动设置在所述上板上,
15.第二辊,转动设置在所述上板上,位于所述第一辊下方,所述第一辊和所述第二辊组成第一粗轧孔。
16.作为进一步的技术方案,所述第二粗轧装置包括
17.下板,滑动设置在所述机架上,位于所述上板底部,
18.第三辊,转动设置在所述下板上,
19.第四辊,转动设置在所述下板上,位于所述第四辊下方,所述第三辊和所述第四辊组成第二粗轧孔。
20.作为进一步的技术方案,所述第一粗轧孔包括第一孔、第二孔和第三孔,所述第二粗轧孔包括第四孔、第五孔和第六孔,所述第二孔对称轴的轴线垂直所述第一孔对称轴的轴线,所述第三孔和所述第一孔轴线平行。
21.作为进一步,还包括
22.第一耳板,具有若干个,分别设置在所述上板两侧,
23.第二耳板,具有若干个,分别设置在所述下板两侧,
24.第一伸缩件,设置在所述第二耳板上,所述第一耳板设置在所述第一伸缩件伸缩端,所述第一伸缩件通过所述第一耳板带动所述上板上下升降,
25.第二伸缩件,设置在所述机架上,所述第二耳板设置在所述第二伸缩件伸缩端,所述第二伸缩件通过所述第二耳板带动所述下板和所述上板上下升降。
26.作为进一步的技术方案,还包括
27.第一驱动件,设置在所述第一耳板上,驱动所述第二辊转动,所述第二辊通过齿轮啮合带动所述第一辊转动,
28.第二驱动件,设置在所述第二耳板上,驱动所述第三辊转动,所述第三辊通过齿轮啮合带动所述第四辊转动。
29.作为进一步的技术方案,还包括
30.滑道,设置在所述机架上,位于所述导向装置沿所述输送装置输送方向前,
31.滑块,滑动设置在所述滑道上,与所述输送装置输送方向垂直,
32.第四伸缩件,设置在所述滑块上,
33.平板,设置在所述第四伸缩件伸缩端,所述第四伸缩件带动所述平板在垂直所述滑块滑动方向伸缩,所述平板位于所述输送装置输送辊之间。
34.作为进一步的技术方案,还包括
35.定位传感器,设置在所述滑块上,位于所述平板中间,通过所述定位传感器定位平板位置。
36.一种基于预弯冷却技术的轻轨型钢轧制工艺,使用一种基于预弯冷却技术的轻轨型钢轧制设备,包括如下步骤
37.a.导向装置和粗轧机构依次沿输送装置输送方向设置在机架上;
38.b.输送装置带动轻轨型钢向前输送,到达导向装置处,第三伸缩件通过导向滚轴带动轻轨型钢移动,两侧导向滚轴将轻轨型钢定位夹紧;
39.c.输送装置继续输送轻轨型钢,轻轨型钢进入第一粗轧装置,第一粗轧装置对轻型钢轨多次粗轧;
40.d.第一粗轧装置滑动走,第二粗轧装置滑动与轻型钢轨对位,输送装置将轻型钢轨输送进入第二粗轧装置,经过第二粗轧装置第二次反复粗轧,然后经过输送装置将轻型钢轨输送进入精轧装置,第一粗轧装置和第二粗轧装置下降,第一粗轧装置与下一根轻轨
型钢对位,对下一根轻轨型钢进行粗轧。
41.作为进一步的技术方案,所述c步骤还包括
42.轻型钢轨依次进入第一孔、第二孔、第三孔、第四孔、第五孔和第六孔进行粗轧,进入第二孔前,第四伸缩件带动平板将轻型钢轨进行翻边,方便轻型钢轨进入第二孔,进入第三孔时,通过第四伸缩件带动平板再次翻边钢轨。
43.本发明的工作原理及有益效果为:
44.轻轨型钢属于钢轨钢,钢轨钢是一种专业型钢,轻轨型钢轧制时需要经过粗轧和精轧两步,粗轧一般需要重复多次,粗轧的孔型结构一般是平铺展开,占地面积大,不利于空间利用;轻轨型钢通过导向结构进入粗轧,导向结构一般为两个平板进行导向,轻轨型钢高温摩擦通过导向结构,导向结构磨损严重。
45.本发明中解决思路是将导向结构设计为滚轴导向,通过伸缩件带动导向板伸缩,导向板上设置导向滚轴,轻轨型钢经过导向装置时与导向滚轴接触,在轻轨型钢输送时是与导向滚轴为滚动摩擦,减少摩擦力,进一步减少导向装置磨损;粗轧孔型结构分为上下两层,第一粗轧装置和第二粗轧装置,滑动设置在机架上,通过第一粗轧装置和第二粗轧装置上下升降,分别与轻轨型钢对位,完成对轻轨型钢多次轧制。
46.具体的是导向装置和粗轧机构依次沿输送装置输送方向设置在机架上,导向装置包括导向板第三伸缩件、导向板和导向滚轴,第三伸缩件具有若干个,均设置在机架上,位于输送装置两侧,导向板设置在第三伸缩件伸缩端,导向板之间形成夹紧空间,导向滚轴转动设置在导向板上,位于夹紧空间内,第三伸缩件通过导向滚轴带动轻轨型钢移动,并将轻轨型钢定位夹紧,轻轨型钢输送时,与导向滚轴之间为滚动摩擦,减少导向滚轴的磨损,进一步也减少了轻轨型钢定位夹紧后输送时所需的力,减少能量消耗;粗轧机构分为第一粗轧装置和第二粗轧装置,第二粗轧装置位于第一粗轧装置下方,通过第一粗轧装置和第二粗轧装置升降,完成对轻轨型钢的多次轧制,粗轧机构竖直布置,减少了占地面积,合理利用空间资源。
附图说明
47.下面结合附图和具体实施方式对本发明作进一步详细的说明。
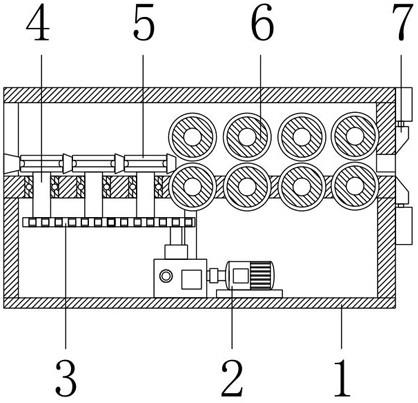
48.图1为本发明结构示意图;
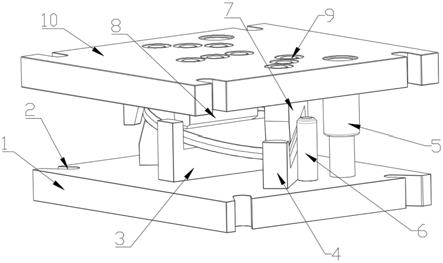
49.图2为本发明粗轧机构示意图;
50.图3为本发明导向装置结构示意图;
51.图4为本发明导向结构剖视图;
52.图中:1、定位传感器,2、输送装置,3、导向装置,4、粗轧机构,5、第三伸缩件,6、导向板,7、导向滚轴,8、第一粗轧装置,9、第二粗轧装置,10、上板,11、第一辊,12、第二辊,13、下板,14、第三辊,15、第四辊,16、第一孔,17、第二孔,18、第三孔,19、第四孔,20、第五孔,21、第六孔,22、第一耳板,23、第二耳板,24、第一伸缩件,25、第二伸缩件,26、第一驱动件,27、第二驱动件,28、滑道,29、滑块,30、第四伸缩件,31、平板。
具体实施方式
53.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,
显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明保护的范围。
54.如图1~图4所示,本实施例提出了
55.一种基于预弯冷却技术的轻轨型钢轧制设备,包括均设置在机架上的输送装置2、导向装置3和粗轧机构4,粗轧机构4位于导向装置3沿输送装置2输送方向的后方,导向装置3包括
56.第三伸缩件5,具有若干个,均设置在机架上,位于输送装置2两侧,
57.导向板6,设置在第三伸缩件5伸缩端,位于输送装置2两侧的导向板6之间形成夹紧空间,导向板6随伸缩端移动后,夹紧空间夹紧或者松开轻轨型钢,
58.导向滚轴7,转动设置在导向板6上,用于与轻轨型钢接触导向,
59.粗轧机构4包括
60.第一粗轧装置8,滑动设置在机架上,位于导向装置3沿输送装置2输送方向后,
61.第二粗轧装置9,滑动设置在机架上,位于第一粗轧装置8底部,第一粗轧装置8和第二粗轧装置滑动方向与输送装置2输送方向垂直。
62.轻轨型钢属于钢轨钢,钢轨钢是一种专业型钢,轻轨型钢轧制时需要经过粗轧和精轧两步,粗轧一般需要重复多次,粗轧的孔型结构一般是平铺展开,占地面积大,不利用空间利用;轻轨型钢通过导向结构进入粗轧,导向结构一般为两个平板进行导向,轻轨型钢高温摩擦通过导向结构,导向结构磨损严重。
63.本实施例中解决思路是将导向结构设计为滚轴导向,通过伸缩件带动导向板伸缩,导向板上设置导向滚轴,轻轨型钢经过导向装置时与导向滚轴接触,在轻轨型钢输送时是与导向滚轴为滚动摩擦,减少摩擦力,进一步减少导向装置磨损;粗轧孔型结构分为上下两层,第一粗轧装置和第二粗轧装置,滑动设置在机架上,通过第一粗轧装置和第二粗轧装置上下升降,分别与轻轨型钢对位,完成对轻轨型钢多次轧制。
64.具体的是导向装置3和粗轧机构4依次沿输送装置2输送方向设置在机架上,导向装置包括导向板第三伸缩件5、导向板6和导向滚轴7,第三伸缩件5具有若干个,均设置在机架上,位于输送装置2两侧,导向板6设置在第三伸缩件5伸缩端,导向板6之间形成夹紧空间,导向滚轴7转动设置在导向板6上,位于夹紧空间内,第三伸缩件2通过导向滚轴7带动轻轨型钢移动,并将轻轨型钢定位夹紧,轻轨型钢输送时,与导向滚轴7之间为滚动摩擦,减少导向滚轴7的磨损,进一步也减少了轻轨型钢定位夹紧后输送时所需的力,减少能量消耗;粗轧机构4分为第一粗轧装置8和第二粗轧装置9,第二粗轧装置9位于第一粗轧装置8下方,通过第一粗轧装置8和第二粗轧装置9升降,完成对轻轨型钢的多次轧制,粗轧机构4竖直布置,减少了占地面积,合理利用空间资源。
65.进一步,第一粗轧装置8包括
66.上板10,滑动设置在机架上,
67.第一辊11,转动设置在上板10上,
68.第二辊12,转动设置在上板10上,位于第一辊11下方,第一辊11和第二辊12组成第一粗轧孔。
69.本实施例中,提供了一种第一粗轧装置8粗轧方式,具体的是上板10滑动设置在机
架上,第一辊11和第二辊12转动设置在上板10上,第二辊12位于第一辊11下方,第二辊12和第一辊11之间组成第一粗轧孔,第一粗轧孔用于轻轨型钢粗轧,轻轨型钢在第一粗轧孔上进行第一次多次粗轧。
70.进一步,第二粗轧装置9包括
71.下板13,滑动设置在机架上,位于上板10底部,
72.第三辊14,转动设置在下板13上,
73.第四辊15,转动设置在下板13上,位于第四辊15下方,第三辊14和第四辊15组成第二粗轧孔。
74.本实施例中,提供了一种第二粗轧装置9粗轧方式,具体的是下板13滑动设置在机架上,位于上板10底部,第三辊14和第四辊15转动设置在下板13上,第三辊14和第四辊15之间组成第二粗轧孔,第一粗轧孔粗轧完成之后,上板10带动第一辊11和第二辊12上升,下板13带动第三辊14和第四辊15上升,第二粗轧孔与轻轨型钢定位配合,进行第二次粗轧,第二次粗轧完成之后,轻轨型钢输送到精轧装置处,上板10和下板13下降,第一粗轧孔和下一根轻轨型钢定位配合,依次循环,完成对轻轨型钢的粗轧。
75.进一步,第一粗轧孔包括第一孔16、第二孔17和第三孔18,第二粗轧孔包括第四孔19、第五孔20和第六孔21,第二孔17对称轴的轴线垂直第一孔16对称轴的轴线,第三孔18和第一孔16轴线平行。
76.本实施例中,为了使轻轨型钢在粗轧时形成一定形状,第一粗轧孔包括第一孔16、第二孔17和第三粗轧孔18,第二粗轧孔包括第四孔19、第五孔20和第六孔21,轻轨型钢依次通过第一孔16、第二孔17、第三孔18、第四孔19、第五孔20和第六孔21,逐步成型,第二孔17和第一孔18的对称轴的轴线垂直,在轧制时,避免在沿同一方向轧制因为第一辊11和第二辊12之间配合问题出现变形情况。
77.进一步,还包括
78.第一耳板22,具有若干个,分别设置在上板10两侧,
79.第二耳板23,具有若干个,分别设置在下板13两侧,
80.第一伸缩件24,设置在第二耳板23上,第一耳板22设置在第一伸缩件24伸缩端,第一伸缩件24通过第一耳板22带动上板10上下升降,
81.第二伸缩件25,设置在机架上,第二耳板23设置在第二伸缩件25伸缩端,第二伸缩件25通过第二耳板23带动下板13和上板10上下升降。
82.本实施例中,提供了一种第一粗轧装置8和第二粗轧装置9升降方式,具体的是第一耳板22具有若干个,设置在上板10两侧,第二耳板23具有若干个,设置在下板13两侧,第一伸缩件24设置在第二耳板23上,第一耳板22设置在第一伸缩件24伸缩端,第一伸缩件24通过第一耳板22带动上板10升降,第二伸缩件25设置在机架上,第二耳板23设置在第二伸缩件25伸缩端,第二伸缩件25通过第二耳板23带动下板13升降,下板13升降时,通过第一伸缩件24带动上板10升降。
83.进一步,还包括
84.第一驱动件26,设置在第一耳板22上,驱动第二辊12转动,第二辊12通过齿轮啮合带动第一辊11转动,
85.第二驱动件27,设置在第二耳板23上,驱动第三辊14转动,第三辊14通过齿轮啮合
带动第四辊15转动。
86.本实施例中,为了使第一粗轧装置8和第二粗轧装置9分开转动,互不干扰,具体的是第一驱动件26设置在第一耳板22上,驱动第二辊12转动,第二辊12通过齿轮啮合带动第一辊11转动,第二驱动件27设置在第二耳板23上,驱动第三辊14转动,第三辊14通过齿轮啮合驱动第四辊15转动;第一粗轧装置8和第二粗轧装置9具有自己的驱动,互不干扰。
87.进一步,还包括
88.滑道28,设置在机架上,位于导向装置3沿输送装置2输送方向前方,
89.滑块29,滑动设置在滑道28上,与输送装置2输送方向垂直,
90.第四伸缩件30,设置在滑块29上,
91.平板31,设置在第四伸缩件30伸缩端,第四伸缩件30带动平板31在垂直滑块29滑动方向伸缩,平板31位于输送装置2输送辊之间。
92.本实施例中,为了使轻轨型钢翻边,具体的是滑道28设置在机架上,位于导向装置3沿输送装置2输送方向前方,滑块29滑动在滑道28上,第四伸缩件30设置在滑块29上,第四伸缩件30带动平板31在垂直输送方向上下升降,滑块29通过第四伸缩件30带动平板31在垂直平板31升降方向滑动,轻轨型钢需要翻边时,导向装置3松开轻轨型钢,平板31与轻轨型钢底部接触宽度不到轻轨型钢宽度一半,第四伸缩件30带动平板31上升,平板31推动轻轨型钢翻边,然后平板31下降,轻轨型钢完成翻边。
93.进一步,还包括
94.定位传感器1,设置在滑块29上,位于平板31中间,通过定位传感器1定位平板31位置。
95.本实施例中,定位传感器1设置在滑块29上,位于平板31中间,定位传感器1用于检测轻轨型钢,当检测到轻轨型钢时,平板31停止滑动,开始上升,推动轻轨型钢完成翻边。
96.一种基于预弯冷却技术的轻轨型钢轧制工艺,使用一种基于预弯冷却技术的轻轨型钢轧制设备,包括如下步骤
97.a.导向装置3和粗轧机构4依次沿输送装置2输送方向设置在机架上;
98.b.输送装置2带动轻轨型钢向前输送,到达导向装置3处,第三伸缩件5通过导向滚轴7带动轻轨型钢移动,两侧导向滚轴7将轻轨型钢定位夹紧;
99.c.输送装置2继续输送轻轨型钢,轻轨型钢进入第一粗轧装置8,第一粗轧装置8对轻型钢轨多次粗轧;
100.d.第一粗轧装置8上升,第二粗轧装置9滑动与轻型钢轨对位,输送装置2将轻型钢轨输送进入第二粗轧装置9,经过第二粗轧装置9第二次反复粗轧,然后经过输送装置2将轻型钢轨输送进入精轧装置,第一粗轧装置8和第二粗轧装置9下降,第一粗轧装置8与下一根轻轨型钢对位,对下一根轻轨型钢进行粗轧。
101.作为进一步的技术方案,c步骤还包括
102.轻型钢轨依次进入第一孔16、第二孔17、第三孔18、第四孔19、第五孔20和第六孔21进行粗轧,进入第二孔17前,第四伸缩件30带动平板31将轻型钢轨进行翻边,方便轻型钢轨进入第二孔17,进入第三孔18时,通过第四伸缩件30带动平板31再次翻边钢轨。
103.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。