1.本发明涉及衬套测试技术领域,尤其涉及一种航空配件衬套自动装配控制系统。
背景技术:
2.衬套是一种在机械设备上广泛应用的连接件,例如,一种常用的衬套包括内层钢圈、外层钢圈以及设置于内层钢圈和外层钢圈之间的橡胶层。衬套主要用于实现两个零件多自由度的相对运动以及消除一定的震动。在使用过程中,橡胶层通常需要承受较大的外力,衬套以其隔振性能好,具有弹性特征及衰减特性等优点,已成为机械设备上不可或缺的重要元件。现有的衬套通常包括同轴设置的金属外管和金属内管,金属外管和金属内管之间通过硫化工艺固定连接。衬套作为机械设备的关键部件之一,为保证其使用的可靠性,通常都要其耐久性进行测试。因此衬套的耐久性是其重要的指标。
3.现有的衬套耐久性测试装置通常包括第一支座、第二支座和扭转杆,第一支座和第二支座间隔设置,扭转杆的一端以可转动方式安装在第一支座上,扭转杆的另一端可拆卸的安装在第二支座,并且扭转杆可相对于第二支座转动。在测试时,首先将衬套安装到衬套耐久性测试装置,安装前,扭转杆与第二支座处于分离状态,此时将衬套用哈夫块包裹住后套设在扭转杆,然后将扭转杆再次安装到第二支座上完成衬套的安装。测试时,通过扭转液压缸对衬套施加轴向作用力,通过直线液压缸对衬套施加径向作用力,由此实现衬套耐久性的测试。
4.而现有的测试装置只能够对衬套进行简单的扭转测试,并不能够模拟出机械设备的较小角度的模拟,难以测试出衬套耐久性的测试数据。
技术实现要素:
5.为了解决上述现有技术存在的缺陷,本发明提出了一种航空配件衬套自动装配控制系统。
6.本发明的技术方案是这样实现的:一种航空配件衬套自动装配控制系统,其特征在于,包括:竖向板;底板,所述竖向板垂直的安装在底板上;调节总成,所述调节总成由驱动机构和调节机构组成,所述驱动机构安装在竖向板上,所述调节机构安装在底板;安装总成,所述安装总成由弹性机构和固定机构组成,所述底板上具有支撑座,所述固定机构安装在支撑座上,所述弹性机构安装在竖向板上;所述驱动机构具有电机、旋转件、推拉件、推动件、铰接件和压制件,所述电机安装在竖向板上,所述旋转件安装在电机上,所述旋转件与推拉件的一端铰接连接,所述推拉件的另一端上具有连接部,所述竖向板上具有安装块,所述安装块与连接部之间具有第一弹簧,所述推动件的一端铰接在竖向板上,所述铰接件的一端与推动件的中间铰接,另一端与
压制件的一端铰接,所述压制件的中间铰接在竖向板上,所述压制件远离铰接件的一端与推拉件接触;所述调节机构具有支撑架、旋转轴、齿轮和变径组件,所述旋转轴的一端安装在竖向板上,另一端安装在支撑架上,所述齿轮和变径组件安装在旋转轴上,所述推拉件与齿轮活动连接;所述固定机构具有气缸、推动杆和安装杆,所述气缸安装在支撑座上,所述推动杆安装在气缸上,所述推动杆与安装杆之间通过卡扣活动连接;所述弹性机构具有转动轴和安装件,所述转动轴的一端安装在竖向板上,所述安装件固定在转动轴上,所述安装件上具有多处活动组件,所述安装件靠近安装杆的一处端面上具有安装盘,所述安装盘的中间具有镂空部,所述安装盘上具有多处固定螺杆,所述固定螺杆的下端置于镂空部中;其中,所述变径组件与活动组件之间通过皮带连接。
7.在本发明中,所述推动件远离铰接件的一端上具有导杆,所述导杆上具有滑套,所述滑套上具有限位块,所述限位块上具有限位口,所述竖向板上具有第一固定杆和第二固定杆,所述导杆上套有第二弹簧,所述第二弹簧的一端与推动件接触,另一端与滑套接触。
8.在本发明中,所述推拉件上具有限位槽,所述压制件远离铰接件的一端置于限位槽中。
9.在本发明中,所述推拉件的下端面上具有齿牙,所述齿牙与齿轮活动连接。
10.在本发明中,所述变径组件包括变径体、固定盘、变径盘和法兰盘,所述变径体的内部具有空腔部,所述空腔部的中间具有旋转部,所述旋转部的中间具有安装孔,所述变径体通过安装孔固定于旋转轴上,所述变径盘套在旋转部上,所述固定盘和法兰盘套在旋转轴上且通过螺栓固定在旋转部上,所述变径盘上具有斜齿部,所述变径体上具有调节齿件和限制件,所述调节齿件与斜齿部啮合连接,所述变径盘上还具有螺旋部,所述变径体上具有三处导向口,所述导向口中具有凸起部,所述导向口中具有移动块,所述移动块上具有弧形部和凹陷部,所述弧形部与螺旋部接触,所述凸起部置于凹陷部中,所述移动块的下端具有变径块,所述变径块上具有弧面部和阻挡部,所述皮带置于弧面部上。
11.在本发明中,所述变径体上具有刻度,所述刻度位于导向口的边缘。
12.在本发明中,所述活动组件包括固定座、导向管、伸缩杆和弧面板,所述安装件上具有固定槽,所述固定座通过螺栓安装在固定槽中,所述导向管的上端具有一通孔,所述伸缩杆的下端具有限制部,所述限制部置于导向管中,所述限制部的直径大于伸缩杆的直径,所述伸缩杆置于通孔中,所述弧面板安装在伸缩杆的上端,所述皮带套在弧面板上,所述导向管的内部具有第三弹簧,所述第三弹簧的一端与限制部接触,另一端与固定槽接触。
13.在本发明中,所述固定螺杆的下端具有球面部,所述球面部的直径小于固定螺杆的直径。
14.在本发明中,所述卡扣的内表面上具有向中间延伸的卡块,所述安装杆和推动杆上具有卡口,所述卡块置于卡口中。
15.实施本发明的这种航空配件衬套自动装配控制系统,具有以下有益效果:该航空配件衬套自动装配控制系统结构紧凑,设计巧妙,能够通过变径组件对置于变径块上的皮带一端进行直径调节,使得旋转轴在被推拉件拉动或推动时,能够改变活动组件上的皮带
直径,使得主动驱动的皮带一端与从动驱动的皮带一端直径不同,从而改变了皮带两端的直径比,便可以更好的模拟机械设备扭转的状态。使得衬套耐久性的数据测试的更加准确。
附图说明
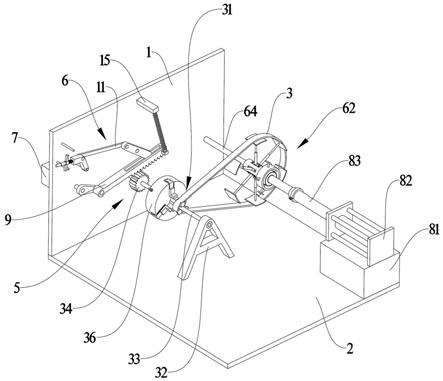
16.图1为本发明的航空配件衬套自动装配控制系统结构示意图;图2为图1中的调节总成结构示意图;图3为图2中的驱动机构结构示意图;图4为图1中的调节机构结构示意图;图5为图4的另一方向结构示意图;图6为图4的俯视图;图7为图6中的a
‑
a处剖面图;图8为图4的调节机构部分结构爆炸图;图9为图8的另一方向结构示意图;图10为图9中的变径体、移动块和变径块结构示意图;图11为图9中的调节齿件和限制件结构示意图;图12为图1中的安装总成部分结构示意图;图13为图12中的转动轴、活动组件、安装盘和安装件结构示意图;图14为图13中的活动组件爆炸图;图15为图12中的推动杆、安装杆、卡扣和衬套爆炸图。
17.图中:竖向板1、底板2、皮带3、衬套4;调节总成5;驱动机构6、电机7、旋转件8、推拉件9、推动件10、铰接件11、压制件12、第一铰接杆13、连接部14、安装块15、第一弹簧16、第二铰接杆17、第三铰接杆18、第四铰接杆19、第五铰接杆20、限位槽21、齿牙22、导杆23、滑套24、限位块25、限位口26、第一固定杆27、第二固定杆28、第二弹簧29;调节机构31、支撑架32、旋转轴33、齿轮34、变径组件35、变径体36、固定盘37、变径盘38、套口381、法兰盘39、空腔部40、旋转部41、安装孔42、螺栓43、抵触部44、斜齿部45、调节齿件46、转动部47、环槽部48、锥齿部49、限制件50、螺纹部51、导向口52、螺旋部53、凸起部54、移动块55、底部面551、弧形部56、凹陷部57、变径块58、弧面部59、阻挡部60、刻度61;安装总成62;弹性机构63、转动轴64、安装件65、安装盘66、镂空部67、固定螺杆68、球面部69、活动组件70、固定座71、导向管72、伸缩杆73、弧面板74、固定槽75、通孔76、贯穿孔77、限制部78、第三弹簧79;固定机构80、支撑座81、气缸82、推动杆83、安装杆84、卡扣85、卡块86、卡口87。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
19.如图1至15所示,本发明的这种航空配件衬套自动装配控制系统,包括:
竖向板1、底板2、调节总成5和安装总成62。竖向板1是竖向垂直的固定在底板2上,底板2用于支撑调节总成5和安装总成62。
20.调节总成5,调节总成5由驱动机构6和调节机构31组成,驱动机构6安装在竖向板1上,调节机构31安装在底板2。当需要临时改变调节机构31时,即调节皮带3两端的直径比,不需要将驱动机构6停止,只需要将驱动机构6中的推拉件9不再与齿轮34啮合连接即可。
21.驱动机构6具有电机7、旋转件8、推拉件9、推动件10、铰接件11和压制件12。电机7安装在竖向板1上,旋转件8安装在电机7上,电机7安装在竖向板1的后板面上。旋转件8与推拉件9的一端铰接连接,旋转件8与推拉件9之间通过第一铰接杆13铰接,推拉件9的另一端上具有连接部14,竖向板1上具有安装块15,安装块15与连接部14之间具有第一弹簧16,第一弹簧16的一端与安装块15连接,另一端与连接部14接触,相当于推拉件9的一端通过旋转件8活动固件,另一端被第一弹簧16固定,便可以将推拉件9悬在竖向板1的中间处。
22.而推动件10的一端铰接在竖向板1上,推动件10通过第二铰接杆17铰接在竖向板1上,并且推动件10呈弯曲型,所以当转动推动件10的另一端时,铰接的这一端便可以在第二铰接杆17上转动。而铰接件11的一端与推动件10的中间铰接,通过第三铰接杆18铰接连接,另一端与压制件12的一端铰接,通过第四铰接杆19与压制件12铰接连接。并且压制件12的中间铰接在竖向板1上,通过第五铰接杆20铰接连接。压制件12远离铰接件11的一端与推拉件9接触,在推拉件9上具有限位槽21,压制件12远离铰接件11的一端置于限位槽21中。通过限位槽21限制压制件12的移动位置,避免了压制件12在移动时发生偏移。同时在推拉件9的下端面上具有齿牙22,齿牙22与齿轮34活动连接。
23.为便于将推动件10转动,在推动件10远离铰接件11的一端上具有导杆23,导杆23上具有滑套24,滑套24上具有限位块25,限位块25上具有限位口26,竖向板1上具有第一固定杆27和第二固定杆28,第二固定杆28在第一固定杆27的上端。导杆23上套有第二弹簧29,第二弹簧29的一端与推动件10接触,另一端与滑套24接触。限位块25是对称设置的两处,两处上均具有限位口26,当推拉件9不需要与齿轮34接触时,此时的限位口26与第一固定杆27接触。当需要将限位块25置于第二固定杆28上时,便可以转动滑套24,并且拉动滑套24,使得第二弹簧29被拉伸,然后再将限位块25上的限位口26置于第二固定杆28上。当限位块25从第一固定杆27置于第二固定杆28上时,此时的推动件10便在第二铰接杆17上转动,推动件10推动铰接件11,铰接件11的另一端推动压制件12,压制件12在第五铰接杆20上转动,将推拉件9向下推动,然后使得齿牙22与齿轮34接触啮合,第一弹簧16被拉伸。
24.当电机7启动之后,电机7带动旋转件8转动,由于第一铰接杆13不与电机7的中心线重合,所以旋转件8便可以推动推拉件9,使得推拉件9带动齿轮34转动,由于旋转件8是呈圆周性转动,使得推拉件9是拉回推拉,便使得齿轮34也是反复转动。
25.调节机构31具有支撑架32、旋转轴33、齿轮34和变径组件35,旋转轴33的一端安装在竖向板1上,另一端安装在支撑架32上,齿轮34和变径组件35安装在旋转轴33上,推拉件9与齿轮34活动连接。变径组件35安装在旋转轴33上,使得变径组件35能够随着旋转轴33一块转动。
26.变径组件35包括变径体36、固定盘37、变径盘38和法兰盘39。变径体36的内部具有空腔部40,空腔部40的中间具有旋转部41,旋转部41的中间具有安装孔42,变径体36通过安装孔42固定于旋转轴33上,变径盘38套在旋转部41上,固定盘37和法兰盘39套在旋转轴33
上且通过螺栓43固定在旋转部41上。固定盘37上具有抵触部44,抵触部44是用于将变径盘38的位置固定。
27.变径盘38上具有斜齿部45,变径体36上具有调节齿件46和限制件50,调节齿件46与斜齿部45啮合连接。调节齿件46具有转动部47、环槽部48和锥齿部49,锥齿部49与斜齿部45啮合连接,当旋转转动部47时,便可以使得锥齿部49带动斜齿部45转动,使得整个变径盘38转动。并且在变径盘38的中间具有套口381,该套口381是用于将变径盘38安装到旋转部41上,能够在旋转部41上转动。并且固定盘37在固定在旋转部41上时,能够使得螺栓43置于套口381中,而不会使得螺栓43与变径盘38接触。
28.而限制件50上具有螺纹部51,螺纹部51穿过变径体36置于调节齿件46上的环槽部48中,将调节齿件46固定,使得调节齿件46不能够转动,便可以将变径体36的位置也固定。
29.变径盘38上还具有螺旋部53,变径体36上具有三处导向口52,导向口52中具有凸起部54,导向口52中具有移动块55,移动块55上具有弧形部56和凹陷部57,弧形部56与螺旋部53接触,凸起部54置于凹陷部57中。移动块55的下端具有变径块58,变径块58上具有弧面部59和阻挡部60,皮带3置于弧面部59上,而阻挡部60能够将皮带3挡住,避免了皮带3从弧面部59上掉落。
30.变径体36上具有刻度61,刻度61位于导向口52的边缘。移动块55的底部面551是位于刻度61的最低处。相当于移动块55移动位置时,是从底部面551开始计算,当移动块55移动时,往上移动的距离便可以计算出绕在弧面部59上的皮带3一端的直径为多少,从而可以得出另一端皮带3的直径,从而得到预期调节的直径比。
31.当需要调节变径块58上弧面部59的直径时,便可以拧松限制件50,然后转动调节齿件46,通过调节齿件46带动变径盘38,使得变径盘38上的螺旋部53带动移动块55,使得移动块55上的弧形部56随着螺旋部53呈扩散型散开或者聚拢,从而使得移动块55的底部面551移动,便可以观察刻度61数字,从而确定需要移动的位置。当移动块55移动之后,变径块58也随着移动,从而改变弧面部59上的皮带3直径。
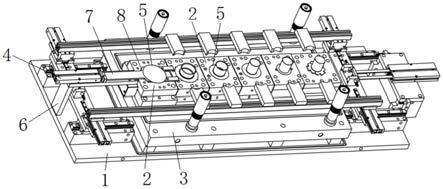
32.安装总成62,安装总成62由弹性机构63和固定机构80组成,底板2上具有支撑座81,固定机构80安装在支撑座81上,弹性机构63安装在竖向板1上。
33.固定机构80具有气缸82、推动杆83和安装杆84,气缸82安装在支撑座81上,推动杆83安装在气缸82上,推动杆83与安装杆84之间通过卡扣85活动连接。卡扣85的内表面上具有向中间延伸的卡块86,安装杆84和推动杆83上具有卡口87,卡块86置于卡口87中。
34.弹性机构63具有转动轴64和安装件65,转动轴64的一端安装在竖向板1上,安装件65固定在转动轴64上,安装件65上具有多处活动组件70。安装件65靠近安装杆84的一处端面上具有安装盘66,安装盘66的中间具有镂空部67,安装盘66上具有多处固定螺杆68,固定螺杆68的下端置于镂空部67中。固定螺杆68的下端具有球面部69,球面部69的直径小于固定螺杆68的直径。
35.活动组件70包括固定座71、导向管72、伸缩杆73和弧面板74。安装件65上具有固定槽75,固定座71通过螺栓43安装在固定槽75中,导向管72的上端具有一通孔76,导向管72的内部是贯穿孔77,贯穿孔77与导向管72上的通孔76连通,并且与固定座71底面连通。伸缩杆73的下端具有限制部78,限制部78置于导向管72中。限制部78的直径大于伸缩杆73的直径,伸缩杆73置于通孔76中,弧面板74安装在伸缩杆73的上端,皮带3套在弧面板74上,导向管
72的内部具有第三弹簧79,第三弹簧79的一端与限制部78接触,另一端与固定槽75接触。
36.其中,变径组件35与活动组件70之间通过皮带3连接。
37.衬套4安装在安装盘66的镂空部67中,由于衬套4是由内层钢圈、外层钢圈以及设置于内层钢圈和外层钢圈之间的橡胶层,所以安装杆84是安装在内层钢圈中,而固定螺栓43是与外层钢圈接触,并将其固定。气缸82带动衬套4进入到安装盘66中。并且由于固定螺栓43的下端具有球面部69,所以能够更好的将衬套4固定。所以便可以将衬套4的外部和内部均固定,当安装盘66转动后,安装杆84不会转动,便可以测试出衬套4转动的耐久性。当调节的角度不同时,耐久性的数据也会不同。
38.当变径块58的直径改变之后,活动组件70的直径也会随之改变,由于活动组件70中具有第三弹簧79,所以第三弹簧79会被压缩,受到皮带3的向内压缩,弧面板74也随着向中间靠拢。
39.所以当位于变径块58的皮带3直径改变之后,位于弧面板74上的皮带3直径也会随着改变,使得直径比改变。当变径块58的直径比与弧面板74的直径比为1:1时,推拉件9带动齿轮34转动的角度等于弧面板74转动的角度。当变径块58的直径比与弧面板74的直径比为1:5时,齿轮34转动一圈,而弧面板74则会转动1/5圈,从而使得衬套4也是转动1/5圈,从而模拟衬套4在不同的工作环境中扭转的角度,从而能够测试出不同的测试数据。
40.当移动块55的底部面551位于不同的刻度61上时,便可以知道变径块58改变的直径为多少。
41.当与皮带3接触的弧面板74为压缩的状态时,没有与皮带3接触的弧面板74则不会压缩,而随着转动轴64转动,不处于压缩状态的弧面板74也会再与皮带3接触,使得皮带3将其压缩,使其成为压缩状态。
42.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改,等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。