1.本发明涉及镭射膜生产工艺领域,特别涉及一种新型哑光镭射材料及其生产工艺。
背景技术:
2.自从20世纪末彩虹镭射材料投入市场后,在短短十几年时间,其就已强力融入了包装印刷的每个角落,促进了包装材料的创新,特别是镭射膜闪耀着熠熠光辉,在烟酒、高级食品、药品、化妆品等的包装领域得到了广泛应用。在眼花缭乱的镭射膜世界中,工艺上从覆镭射膜工艺、镭射转移印刷到镭射定位印刷,材料上从有版缝镭射膜到无版缝镭射膜,新技术不断涌现,应用形式愈发多样。由于温、湿度变化,在未印刷前原料纸就已经伸缩变形,出现荷叶边,表面涂布清漆与印刷油墨树脂体系不匹配,产生互溶现象,表面擦伤严重等等。这些问题给印刷带来了不同程度的困难。
技术实现要素:
3.本发明的主要目的在于提供一种新型哑光镭射材料及其生产工艺,可以有效解决背景技术中提到的问题。
4.为实现上述目的,本发明采取的技术方案为:
5.一种新型哑光镭射材料及其生产工艺,包括以下步骤:
6.步骤一:将水性哑光镭射涂料在涂布速度为10
‑
30m/min的条件下涂布于pet薄膜上,然后输送到烘箱内,在150
‑
200℃下烘干,烘干时间为3min,烘干之后在其表面涂上防油层。
7.步骤二:高温下将镭射模压版直接压在薄膜基材或专用涂料上,形成高低不平、大小不一的光折射点,光照后,不同波长光线的漫反射会使镭射膜呈现彩虹光芒。
8.步骤三:完成压镭射图文后,还需要在压好的镭射图文上喷镀一层金属箔,这里主要是采用真空镀铝机将不同的金属丝通过强电流在真空容器中雾化,覆盖在压好的镭射膜上,喷镀环节可以镀铝、镀铬、镀镍、镀铜、镀铁等,可以镀出哑光素面。
9.优选的,所述水性哑光镭射涂料包括如下成分:水溶性聚氨酯、水溶性丙烯酸酯、交联剂、润湿剂、增稠剂、吸光粉、醋酸乙烯酯、丁酯和水,所述水溶性聚氨酯、水溶性丙烯酸酯、交联剂、润湿剂、增稠剂、吸光粉、醋酸乙烯酯、丁酯和水的质量比为:30
‑
40:20
‑
25:4
‑
7:4
‑
6:2
‑
5:2
‑
4:5
‑
8:0.1
‑
1.5:20
‑
26,进一步地将质量比进行优选设置的为40:20:4:4:2:2:5:1:20。
10.优选的,所述防油层包括如下成分:聚乙烯醇、水性聚氨酯、硬脂酸、两性表面活性剂、成膜剂、对羟基苯甲酸丁酯和水,所述聚乙烯醇、水性聚氨酯、硬脂酸、两性表面活性剂、成膜剂、对羟基苯甲酸丁酯和水的质量比为:90
‑
100:20
‑
25:1
‑
6:2
‑
4:2
‑
4:3
‑
7:40
‑
50,进一步地将质量比进行优选设置的为100:20:4:2:2:3:40。
11.优选的,镀铝时将蒸发舟加热至1400
‑
1500℃,使连续送到蒸发舟上的铝丝化成铝
蒸汽,由于基膜具有静电吸附力,将铝分子吸附在薄膜表面,再经过冷却沉积,从而将铝均匀地喷镀在连续卷取的薄膜表面,形成镀铝膜,而后再将经过激光雕刻的镭射版包在滚筒上,在130℃的温度下对镀铝膜进行模压,就形成了镭射膜,镭射版包在滚筒上,不能做到完全无缝结合,于是每隔一个版距,就在镭射膜上留下一条0.5
‑
2mm的版缝。
12.与现有技术相比,本发明具有如下有益效果:
13.本发明中,印刷前纸张先与bopp、pet薄膜复合,而后通过箱烘干,加上以适当张力的拉伸,当其到达印刷机组时,纸张已无形可变。采用该生产线同时还解决了印前处理工艺上的一大难题,并且无须再从包装纸业复合厂购买金属纸张,省掉了一些烦琐的工序,有效地节剩了时间,降低了生产成本。
附图说明
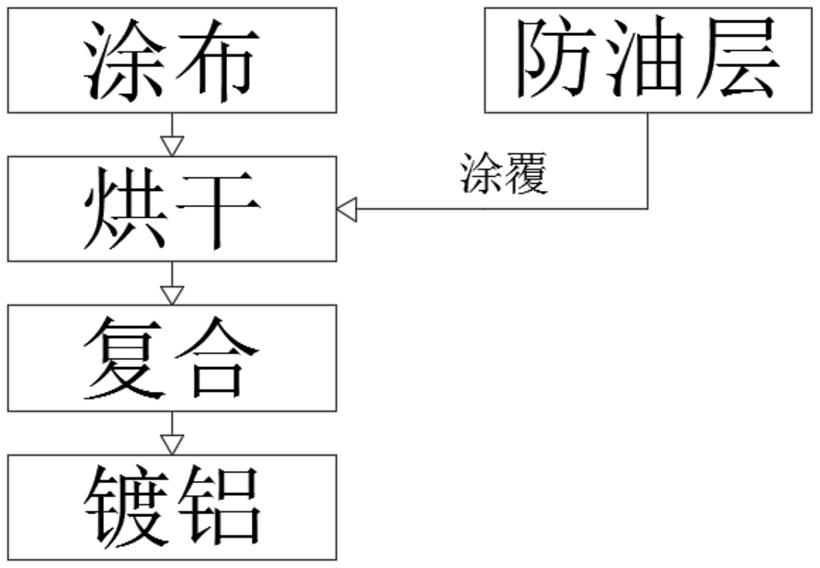
14.图1为本发明的流程图。
具体实施方式
15.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
16.如图1所示,一种新型哑光镭射材料及其生产工艺,首先将水性哑光镭射涂料在涂布速度为10
‑
30m/min的条件下涂布于pet薄膜上,然后输送到烘箱内,在150
‑
200℃下烘干,烘干时间为3min,烘干之后在其表面涂上防油层,高温下将镭射模压版直接压在薄膜基材或专用涂料上,形成高低不平、大小不一的光折射点,光照后,不同波长光线的漫反射会使镭射膜呈现彩虹光芒,完成压镭射图文后,还需要在压好的镭射图文上喷镀一层金属箔,这里主要是采用真空镀铝机将不同的金属丝通过强电流在真空容器中雾化,覆盖在压好的镭射膜上,喷镀环节可以镀铝、镀铬、镀镍、镀铜、镀铁等,可以镀出哑光素面。
17.水性哑光镭射涂料包括如下成分:水溶性聚氨酯、水溶性丙烯酸酯、交联剂、润湿剂、增稠剂、吸光粉、醋酸乙烯酯、丁酯和水,水溶性聚氨酯、水溶性丙烯酸酯、交联剂、润湿剂、增稠剂、吸光粉、醋酸乙烯酯、丁酯和水的质量比为:30
‑
40:20
‑
25:4
‑
7:4
‑
6:2
‑
5:2
‑
4:5
‑
8:0.1
‑
1.5:20
‑
26,进一步地优选为40:20:4:4:2:2:5:1:20,防油层包括如下成分:聚乙烯醇、水性聚氨酯、硬脂酸、两性表面活性剂、成膜剂、对羟基苯甲酸丁酯和水,聚乙烯醇、水性聚氨酯、硬脂酸、两性表面活性剂、成膜剂、对羟基苯甲酸丁酯和水的质量比为:90
‑
100:20
‑
25:1
‑
6:2
‑
4:2
‑
4:3
‑
7:40
‑
50,进一步地优选为100:20:4:2:2:3:40,镀铝时将蒸发舟加热至1400
‑
1500℃,使连续送到蒸发舟上的铝丝化成铝蒸汽,由于基膜具有静电吸附力,将铝分子吸附在薄膜表面,再经过冷却沉积,从而将铝均匀地喷镀在连续卷取的薄膜表面,形成镀铝膜,而后再将经过激光雕刻的镭射版包在滚筒上,在130℃的温度下对镀铝膜进行模压,就形成了镭射膜,镭射版包在滚筒上,不能做到完全无缝结合,于是每隔一个版距,就在镭射膜上留下一条0.5
‑
2mm的版缝。
18.需要说明的是,本发明为一种新型哑光镭射材料及其生产工艺,在实际使用时,首先复合、复合必须使用网纹辊或雕刻凹版来涂胶,涂布量要求比较均匀,当膜的背面涂胶后,并不急于与纸张黏合,而是先经过烘箱,在适当的温度下烘干,而纸张则从烘箱的上面经过,膜与纸张同步运行,膜出烘箱时并未完全干燥,再经过120℃热油辊瞬间加热,并及时
通过压力辊的作用,就可以与纸张牢牢地复合在一起了,冷却后或剥离或涂清漆,然后就可以进入印刷单元进行凹版印刷了。
19.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。