1.本发明涉及循环晒蒸领域,具体涉及一种食品提取加工装置。
背景技术:
2.九蒸九晒是采用蒸晒等方法纠偏药材药性或增加药物成分,减少毒性成分,从而更好的发挥药材的功效,这种方法也被延伸到保健食品的制作中使用。熟黄精、熟地黄、黑参等几种滋补食品在本草典籍中强调要九蒸九晒,因为晒蒸重复次数多,可以使人参、黄精和地黄等块茎类原料中的有效成分游离释出,脱除油性,同时中医认为经过太阳晒了之后,可以让中药吸收更多养分,使经过蒸和晒中药具有“阴中之阳”,更具滋补的功效,因此,熟黄精、熟地黄、黑参的加工过程中必须使用九蒸九晒的传统加工工艺才能充分发挥其药用滋补价值。
3.但是,传统的九蒸九晒工艺需要人工不断重复蒸法和晒法反复炮制原料九次之多,费时费力,且加工过程过长,很难保证不同批次成品的质量均一,现有的一些晒蒸装置,如中国专利cn102481065b公开了一种食品和中药材自动蒸晒处理系统,由于在同一加工筒内反复进行蒸制和烘晒,这就要求蒸和晒模式反复切换时需要复杂的控制系统来执行水热的控制,同一时间仅能加工单一批次的原料,且单一批次的整个加工时间较长,无法多批次同时进行流水线式加工,加工效率较低。
技术实现要素:
4.本发明的目的在于提供一种食品提取加工装置,解决现有蒸晒加工装置中存在的单批次耗时多,无法多批次流水线式加工的问题。
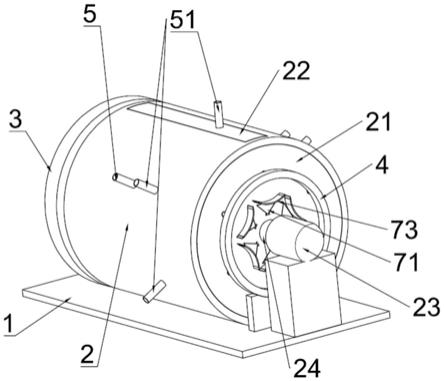
5.一种食品提取加工装置,包括机架,所述机架上设有外筒、电机,所述外筒的顶部可拆卸地连接有封板,所述外筒的两端转动连接有转盘,两个转盘之间沿转盘的径向设有若干筒状加工单元,所述筒状加工单元的远心端与外筒内壁滑动连接,所述筒状加工单元的近心端设有出料组件,两个转盘的中心固连有主轴,所述主轴的一端与电机的输出轴连接,所述筒状加工单元随转盘转动后周期性的切换蒸煮和曝晒模式,所述筒状加工单元在切换蒸煮和曝晒模式的同时对原料进行滚动揉搓,所述外筒外壁和封板上沿径向均匀连通有若干出汽管和进汽管,当筒状加工单元处于蒸煮模式时连通出汽管和进汽管,当筒状加工单元处于曝晒模式时仅连通出汽管。
6.优选地,所述筒状加工单元包括设于两个转盘之间的c形舱室,所述c形舱室的远心端开口与外筒滑动连接,所述c形舱室内同轴设有滚动揉搓组件,所述滚动揉搓组件的中央设有烘晒灯管,所述滚动揉搓组件仅由主轴转动时带动其自转,所述主轴周期性地等角度转动,当c形舱室转动至蒸煮工位时,c形舱室的远心端开口连通出汽管和进汽管,烘晒灯管关闭;当c形舱室转动至曝晒工位时,c形舱室的远心端开口仅连通出汽管,且烘晒灯管亮起;
7.优选地,所述滚动揉搓组件包括设于同轴设于c形舱室中央的副轴,所述烘晒灯管
设于副轴上,所述副轴的两端均穿出转盘并与转盘转动连接,所述机架上设有行星齿轮组和滑接圈,所述行星齿轮组和滑接圈均设于转盘的外侧,所述滑接圈内侧设有环形滑槽,所述行星齿轮组的中央连接主轴,所述副轴的其中一端连接行星齿轮组,所述副轴的另一端通过滑槽与滑接圈滑动连接,所述烘晒灯管的开关设于副轴的端部,所述滑接圈周期性地与烘晒灯管的开关导通,所述副轴的两端均设有支撑伸缩组件,所述支撑伸缩组件外均设有弹性钢圈,所述弹性钢圈设于c形舱室内,两个弹性钢圈之间设有弹性揉搓网,所述弹性钢圈和弹性揉搓网均与副轴同轴设置。
8.优选地,所述支撑伸缩组件包括设于副轴端部的支撑杆,所述支撑杆的顶部内螺纹连接有顶杆,所述顶杆的顶部与弹性钢圈转动连接。
9.优选地,所述行星齿轮组包括设于机架上的齿圈和设于主轴端部的太阳轮,所述太阳轮和齿圈之间啮合有行星轮,所述副轴的端部与行星轮连接。
10.优选地,所述出料组件包括插接于c形舱室近心端的弧形出料板,所述弧形出料板下设有出料槽,所述转盘上设有出料门,所述出料门设于出料槽端部。
11.本发明的优点在于:
12.本发明通过间歇转动筒状加工单元重复循环进入晒蒸工位,连续完成晒制和蒸制操作,能够实现多批次同时连续加工,加工效率高。筒状加工单元转换工位的同时,通过行星齿轮组使得滚动揉搓组件相对c形舱室转动,使得根茎类的原料在烘晒和蒸制过程中不断进行翻动换面,防止出现单面晒蒸过度而背面无法晒蒸的现象。支撑伸缩组件通过形变弹性钢圈和弹性揉搓网来适配滚动揉搓组件的夹持揉搓作用,便于在弹性揉搓网与c形舱室之间进行块茎的上下料。出料组件与封板对应设置,便于在c形舱室在12点位置上上下料。
附图说明
13.图1为本发明的整体结构示意图。
14.图2为本发明的俯视图。
15.图3为图2中a
‑
a向剖视图。
16.图4为图2中b
‑
b向剖视图。
17.图5为图2中c
‑
c向剖视图。
18.图6为去除外筒后的内部结构示意图。
19.其中,1
‑
机架,2
‑
外筒,21
‑
转盘,22
‑
封板,23
‑
电机,24
‑
主轴,3
‑
齿圈,31
‑
行星轮,32
‑
太阳轮,4
‑
滑接圈,41
‑
滑槽,5
‑
进汽管,51
‑
出汽管,6
‑
副轴,61
‑
烘晒灯管,62
‑
支撑杆,63
‑
弹性揉搓网,64
‑
顶杆,65
‑
弹性钢圈,7
‑
c形舱室,71
‑
出料门,72
‑
出料槽,73
‑
弧形出料板。
具体实施方式
20.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
21.如图1至图6所示,一种食品提取加工装置,包括机架1,所述机架1上设有外筒2、电机23,所述外筒2的顶部可拆卸地连接有封板22,所述外筒2的两端转动连接有转盘21,两个
转盘21之间沿转盘21的径向设有若干筒状加工单元,所述筒状加工单元的远心端与外筒2内壁滑动连接,所述筒状加工单元的近心端设有出料组件,所述出料组件包括插接于c形舱室7近心端的弧形出料板73,所述弧形出料板73下设有出料槽72,所述转盘21上设有出料门71,所述出料门71设于出料槽72端部。两个转盘21的中心固连有主轴24,主轴24可带动两个转盘21同时转动,所述主轴24的一端与电机23的输出轴连接,所述筒状加工单元随转盘21转动后周期性的切换蒸煮和曝晒模式,所述筒状加工单元在切换蒸煮和曝晒模式的同时对原料进行滚动揉搓,所述外筒2外壁和封板22上沿径向均匀连通有若干出汽管51和进汽管5,当筒状加工单元处于蒸煮模式时连通出汽管51和进汽管5,当筒状加工单元处于曝晒模式时仅连通出汽管51。
22.在本实施例中,筒状加工单元设置个数为6个,也可根据需要设置为2个、4个或8个,出汽管51沿径向均匀分布,与筒状加工单元的个数相同,进汽管5也沿径向均匀分布,个数为筒状加工单元的一半,这样可以保证外筒2上相邻的工位分别为蒸煮模式和曝晒模式,蒸煮模式和曝晒模式间隔设置,曝晒模式无须通入蒸汽,仅需抽出烘干产生的水汽。进汽管5连通蒸汽发生装置,处于曝晒工位的出汽管51连通负压风机,蒸煮工位的出汽管51自然连通外界。
23.上述筒状加工单元包括设于两个转盘21之间的c形舱室7,所述c形舱室7的远心端开口与外筒2滑动连接,所述c形舱室7内同轴设有滚动揉搓组件,所述滚动揉搓组件的中央设有烘晒灯管61,所述滚动揉搓组件仅由主轴24转动时带动其自转,所述主轴24周期性地等角度转动,例如当c形舱室7为6个时,主轴24单次转动60度,当c形舱室7为2个时,主轴24单次转动180度,当c形舱室7为4个时,主轴24单次转动90度,以此类推。
24.封板22用于进料,进料完成后再安装固定于外筒2上,保持外筒2的圆弧形完整性。封板22与出料组件分别设于c形舱室7的上下,便于将块茎原料由上部上料进入弹性揉搓网63与c形舱室7之间的空隙,也便于烘晒后从下部内直接卸料。这样可快速从弹性揉搓网63与c形舱室7之间的空隙上下料,节约时间,不会影响连续循环加工的节奏。
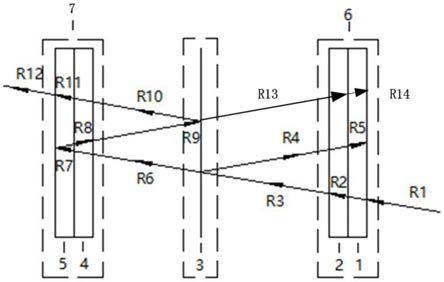
25.在本实施例中,所述滚动揉搓组件包括设于同轴设于c形舱室7中央的副轴6,所述烘晒灯管61设于副轴6中部,所述副轴6的两端均穿出转盘21并与转盘21转动连接,所述机架1上设有行星齿轮组和滑接圈4,所述行星齿轮组和滑接圈4均设于转盘21的外侧,所述滑接圈4内侧设有环形滑槽41,所述行星齿轮组包括设于机架1上的齿圈3和设于主轴24端部的太阳轮32,所述太阳轮32和齿圈3之间啮合有行星轮31,所述副轴6的其中一端连接行星齿轮组,所述副轴6的另一端通过滑槽41与滑接圈4滑动连接,所述烘晒灯管61的开关设于副轴6的端部,所述副轴6的两端均设有支撑伸缩组件,所述支撑伸缩组件外均设有弹性钢圈65,所述弹性钢圈65设于c形舱室7内,两个弹性钢圈65之间设有弹性揉搓网63,所述弹性钢圈65和弹性揉搓网63均与副轴6同轴设置。
26.滑接圈4的滑槽41内等间隔剥离绝缘层,露出导电层或设置导电弹片,当烘晒灯管61的开关随副轴6端部转动至导电层时,烘晒灯管61的开关导通,烘晒灯管61亮起,此时c形舱室7转动至曝晒工位,当烘晒灯管61的开关随副轴6端部继续转动至绝缘层时,烘晒灯管61断电,烘晒灯管61灭,c形舱室7转动至蒸煮工位,这样随着工位模式的切换,滑接圈4周期性地与烘晒灯管61的开关导通,满足不同模式下灯光加热的不同需求。
27.由此,当c形舱室7转动至蒸煮工位时,c形舱室7的远心端开口连通出汽管51和进
汽管5,烘晒灯管61关闭;当c形舱室7转动至曝晒工位时,c形舱室7的远心端开口仅连通出汽管51,且烘晒灯管61亮起;
28.蒸制过程中产生的汁液存留在c形舱室7内的最低处,块茎原料随滚动揉搓组件揉搓滚动的同时可以轮换浸润吸挂最低处的汁液,在烘晒过程中重新吸收进入块茎内部,有效富集活性成分,有防止有效成分的流式。
29.在本实施例中,所述支撑伸缩组件包括设于副轴6端部的支撑杆62,所述支撑杆62的顶部内螺纹连接有顶杆64,所述顶杆64的顶部与弹性钢圈65转动连接。可伸缩的顶杆64用于改变弹性钢圈65和弹性揉搓网63的形状,由圆形可被顶杆64上拉成为椭圆形,增大两侧与c形舱室7之间的空隙,便于上下料时,块茎原料能够快速填充空隙。由于揉搓滚动时,需要将块茎挤压夹持在弹性揉搓网63与c形舱室7之间的空隙内,这样才能通过弹性揉搓网63的滚动来改变块茎的灯光直射面,因此只有改变改变弹性钢圈65和弹性揉搓网63的形状才能防止空隙紧窄导致块茎原料或成品被夹持在空隙之间无法上下料。由于弹性钢圈65和弹性揉搓网63具有较好的弹性,当顶杆64复位后,弹性钢圈65和弹性揉搓网63可自动恢复成圆形,与c形舱室7夹持块茎。
30.工作过程及原理:
31.上料前,打开封板22,此时c形舱室7的顶部开口位于封板22下,转动升高两端的顶杆64,将弹性钢圈65上拉为椭圆形,弹性钢圈65将弹性揉搓网63也上拉为椭圆形,将柱状的块茎原料从c形舱室7的顶部开口导入弹性揉搓网63与c形舱室7之间的空隙内,装入适当量后,下降顶杆64,将弹性揉搓网63和弹性钢圈65复位,此时弹性揉搓网63和弹性钢圈65通过自身弹性将块茎挤压加持在弹性揉搓网63与c形舱室7内壁之间,打开电机23转动主轴24,主轴24带动转盘21转动,转盘21带动所有c形舱室7随之转动,c形舱室7逐个经过封板22下方,按上述方法逐个进行装料,装料完成后回装封板22,停转主轴24,滑接圈4连接电源,此时进汽管5通入95~100℃蒸汽,对蒸煮工位上的c形舱室7进行蒸煮,多余的水蒸汽可由出汽孔冒出,蒸制完毕后,再转动主轴24,主轴24带动转盘21转动,当蒸煮工位上的c形舱室7转动至相邻的下一烘晒工位时,烘晒灯管61打开,对块茎进行烘晒,此时烘晒产生的水汽从仅有的出汽管51抽出,直至烘晒完成。主轴24转动带动太阳轮32转动,太阳轮32带动行星轮31转动,行星轮31带动各个副轴6自转,当副轴6自转时,副轴6通过支撑杆62和顶杆64带动弹性钢圈65绕副轴6转动,弹性钢圈65带动弹性揉搓网63滚动,弹性揉搓网63滚动直接搓动块茎滚动翻面。当c形舱室7每转换一个位次时,其内部的弹性揉搓网63都会滚动一定的角度,这样随着c形舱室7的不断转换蒸制和晒制的工位时,弹性揉搓网63都会相对c形舱室7转动,进而搓动弹性揉搓网63与c形舱室7之间夹持的块茎转动,相当于完成翻面的操作。副轴6自转的同时,也会围绕主轴24公转,继而在滑接圈4的滑槽41内转动,周期性的开关烘晒灯管61。如此间歇循环转动主轴24,直至c形舱室7轮转经过9个晒蒸循环,共18个位次,抽出12点钟位置上的弧形出料板73,打开封板22,上升顶杆64,使弹性钢圈65和弹性揉搓网63形变为椭圆形,此时烘干的成品松脱下落至出料槽72内,打开出料门71,掏出成品即可。其余c形舱室7均可转动至12点钟位置时出料。出料完成后插回弧形出料板73,继续上料,上料完成后复位弹性钢圈65和弹性揉搓网63并回装封板22,继续进行循环加工。由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等
同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。