乙酸2,2
‑
二氟乙酯于电池电解液中的应用
技术领域
1.本发明涉及电池电解液添加剂技术领域,具体为乙酸2,2
‑
二氟乙酯于电池电解液中的应用。
背景技术:
2.近来,对能量存储技术的关注不断增加。随着能量存储技术向诸如手提电话、可携式摄像机、笔记本电脑、个人电脑以及电动车辆等设备的延伸,对用作此类电子设备的能量来源的高能量密度电池的需求也在增加。锂离子二次电池是最令人满意的电池之一,目前正在积极进行多种对其改进的研究。
3.在目前使用的二次电池中,20世纪90年代初开发的锂二次电池包括一个由能够嵌入或脱出锂离子的碳材料制成的阳极,一个由含锂氧化物制成的阴极和一种通过将适量锂盐溶于混合有机溶剂中而制备的非水电解质溶液。随着人们对锂离子电池的能量密度提出越来越高的要求,常规锂离子电池已经不能满足人们的需求。
4.目前为了提高锂离子电池的能量密度,研究者通常采用开发高容量、高工作电压的正极材料来解决此问题,如提高锂钴复合氧化物、锂锰复合氧化物的工作电压,开发高工作电压的锂镍锰复合氧化物等。然而,这些正极材料在高电压下溶剂发生结构改变,过渡金属容易发生溶解,并且会在负极上沉积,另外,常用的电解液,通常会在高于4v的电压下发生分解,产气,从而会导致电池性能的降低。为了解决以上问题,研究者通常会对正极材料进行表面保护包覆或者掺杂来提高高电压下的循环性能,但是这些方法往往会伴随着电池可容量的损失,而且制作工艺繁琐,制造成本增加。通过开发新型高电压电解液取代目前常用的电解液体系是实现高电压锂离子电池商业化的改善途径之一。
技术实现要素:
5.本发明的目的在于提供乙酸2,2
‑
二氟乙酯于电池电解液中的应用,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.乙酸2,2
‑
二氟乙酯于电池电解液中的应用,所述乙酸2,2
‑
二氟乙酯作为添加剂加至电池电解液中,所述乙酸2,2
‑
二氟乙酯的用量为电池电解液质量的0.1
‑
10%。
8.进一步的,所述电池电解液中还包括2~5wt%的1,3,6
‑
己烷三腈。
9.进一步的,所述的电池电解液中也包括锂盐和有机溶剂。
10.进一步的,所述锂盐与有机溶剂的质量比为15~20:70~84.9。
11.进一步的,所述锂盐为lipf6、libf4、liso3cf3、liclo4、lin(cf3so2)2、lic(cf3so2)3中的至少一种。
12.进一步的,所述有机溶剂为碳酸乙烯酯、碳酸丙烯酯、γ
‑
丁内酯、γ
‑
戊内酯、碳酸二甲酯、碳酸甲乙酯、碳酸二乙酯、丙酸甲酯、丙酸乙酯、丙酸丙酯、三氟乙酸甲酯、三氟乙酸乙酯、三氟乙酸丁酯中的至少一种。
13.与现有技术相比,本发明的有益效果是:
14.本发明制备的添加乙酸2,2
‑
二氟乙酯的电池电解液,充放效率高、循环性能好,能满足50℃条件下的以1c充放电循环600次容量保持率达73.5%以上;尤其在改善锂电池的高温循环性能的同时还能保证80.02%以上的低温(
‑
40℃)放电效率,可增加电池的储存性能,不影响锂电池的其它性能。锂离子电池循环寿命长、气胀率低、高温性能良好,电池工作电压可高于4.5v。
具体实施方式
15.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.实施例1:
17.电池电解液中包括质量比为15:84.9:0.1的lipf6、三氟乙酸丁酯和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量26ppm,酸值39ppm。
18.实施例2:
19.取体积比为30:40:30的碳酸丙烯酯、丙酸甲酯及三氟乙酸甲酯混合得有机溶剂;
20.取重量比为1:2的libf4和liso3cf3共同作为锂盐;
21.电池电解液中包括质量比为17:82:1的锂盐、有机溶剂和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量31ppm,酸值39ppm。
22.实施例3:
23.取体积比为10:20:30:10:30的碳酸乙烯酯、碳酸二甲酯、碳酸甲乙酯、碳酸二乙酯及三氟乙酸乙酯混合得有机溶剂;
24.取重量比为1:2:1的liclo4、lin(cf3so2)2和lic(cf3so2)3共同作为锂盐;
25.电池电解液中包括质量比为15.6:83:1.4的锂盐、有机溶剂和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量28ppm,酸值38ppm。
26.实施例4:
27.取体积比为60:40的γ
‑
丁内酯和γ
‑
戊内酯混合得有机溶剂;
28.电池电解液中包括质量比为16.2:73.8:10的liclo4、有机溶剂和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量30ppm,酸值37ppm。
29.实施例5:
30.取体积比为30:30:40的碳酸乙烯酯、碳酸二乙酯和三氟乙酸乙酯混合得有机溶剂;
31.取重量比为2:1的lipf6和libf4共同作为锂盐;
32.电池电解液中包括质量比为15.5:83.1:1.4的锂盐、有机溶剂和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量29ppm,酸值39ppm。
33.实施例6:
34.取体积比为20:40:40的丙酸乙酯、丙酸丙酯和三氟乙酸乙酯混合得有机溶剂;
35.取重量比为1:3的lin(cf3so2)2和lic(cf3so2)3共同作为锂盐;
36.电池电解液中包括质量比为17:74:9的锂盐、有机溶剂和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量27ppm,酸值42ppm。
37.实施例7:
38.电池电解液中包括质量比为15:82.9:2:0.1的lipf6、三氟乙酸丁酯、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量27ppm,酸值38ppm。
39.实施例8:
40.取体积比为30:40:30的碳酸丙烯酯、丙酸甲酯及三氟乙酸甲酯混合得有机溶剂;
41.取重量比为1:2的libf4和liso3cf3共同作为锂盐;
42.电池电解液中包括质量比为17:78:4:1的锂盐、有机溶剂、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量29ppm,酸值39ppm。
43.实施例9:
44.取体积比为10:20:30:10:30的碳酸乙烯酯、碳酸二甲酯、碳酸甲乙酯、碳酸二乙酯及三氟乙酸乙酯混合得有机溶剂;
45.取重量比为1:2:1的liclo4、lin(cf3so2)2和lic(cf3so2)3共同作为锂盐;
46.电池电解液中包括质量比为15.6:80:3:1.4的锂盐、有机溶剂、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量31ppm,酸值41ppm。
47.实施例10:
48.取体积比为60:40的γ
‑
丁内酯和γ
‑
戊内酯混合得有机溶剂;
49.电池电解液中包括质量比为16.2:70:3.8:10的liclo4、有机溶剂、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量29ppm,酸值38ppm。
50.实施例11:
51.取体积比为30:30:40的碳酸乙烯酯、碳酸二乙酯和三氟乙酸乙酯混合得有机溶剂;
52.取重量比为2:1的lipf6和libf4共同作为锂盐;
53.电池电解液中包括质量比为15.5:78.1:5:1.4的锂盐、有机溶剂、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量30ppm,酸值39ppm。
54.实施例12:
55.取体积比为20:40:40的丙酸乙酯、丙酸丙酯和三氟乙酸乙酯混合得有机溶剂;
56.取重量比为1:3的lin(cf3so2)2和lic(cf3so2)3共同作为锂盐;
57.电池电解液中包括质量比为17:71:3:9的锂盐、有机溶剂、1,3,6
‑
己烷三腈和乙酸2,2
‑
二氟乙酯(纯度99.5%以上),所得电池电解液中水分含量29ppm,酸值41ppm。
58.本发明上述实施例中用的乙酸2,2
‑
二氟乙酯由下述方法制备:
59.取乙酰氯缓慢滴加至2,2
‑
二氟乙醇中,滴加完毕后,在≤15℃条件下反应1~2h后,然后分批滴加捕酸剂,两次滴加捕酸剂之间均进行酰化反应1~2h,捕酸剂滴加完成后,继续在≤15℃条件下反应至2,2
‑
二氟乙醇全部反应完全,即得乙酸2,2
‑
二氟乙酯。
60.对比例:
61.对比例1的电池电解液中包括质量比为15:85的lipf6和三氟乙酸丁酯,所得电池电解液中水分含量28ppm,酸值45ppm。
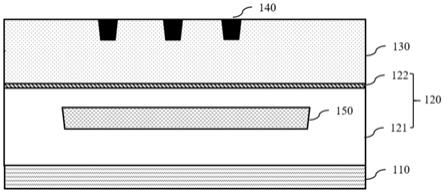
62.分别取实施例1~12和对比例1制备的电池电解液分别组装电池后进行循环性能测试,方法如下:以钴酸锂为正极材料,中间相碳微球为负极材料,正负极流体分布在铝箔和铜箔,隔膜采用陶瓷隔膜组成软包电池,注入电解液后,在手套箱中组装成软包电池,静置8h后,得锂离子电池进行测试。
63.1、常温性能测试
64.将锂离子电池以1c(c指电池的额定容量)充电结束后,进行常温循环测试,测试结果见下表:
65.表1
66.处理常温循环600次后容量保持率(%)实施例190.1实施例290.7实施例390.4实施例490.6实施例590.5实施例690.6实施例791.2实施例891.9实施例991.6实施例1091.7实施例1191.4实施例1291.8未添加乙酸2,2
‑
二氟乙酯的基础电解液73.3
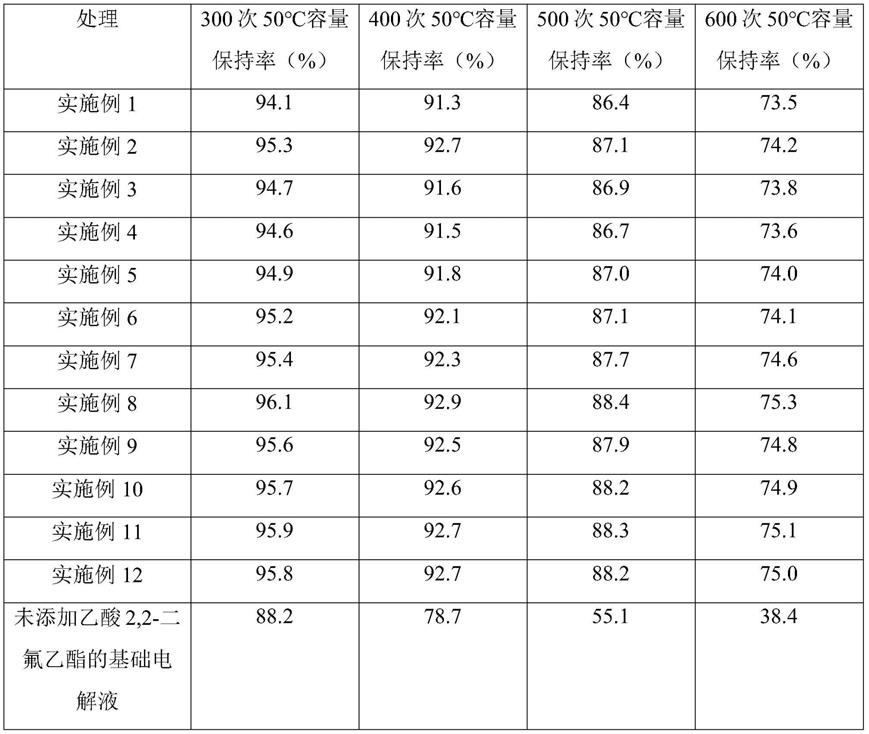
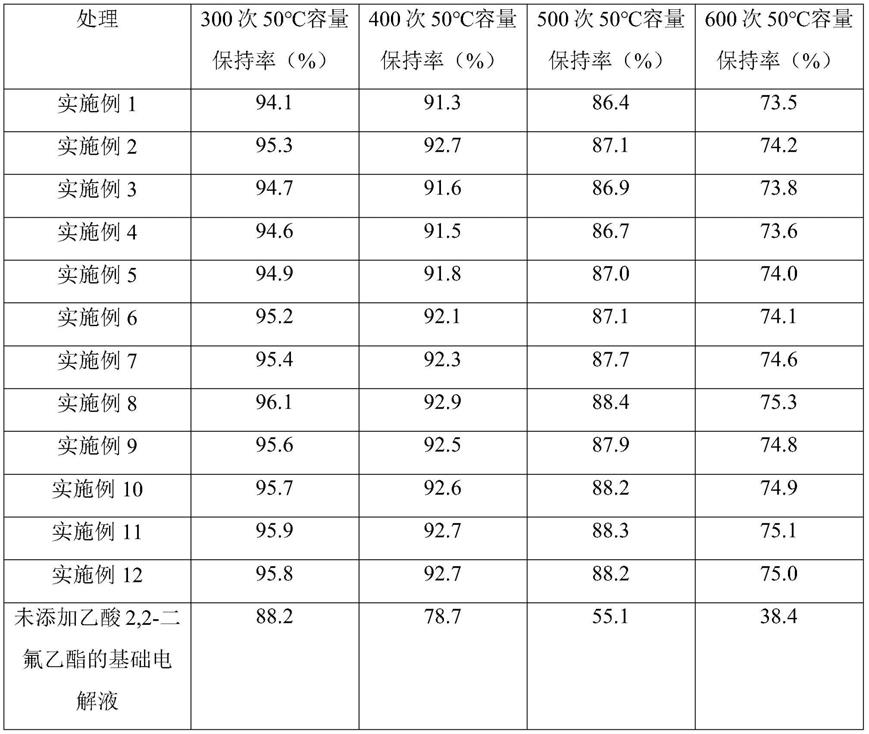
67.2、高温循环性能测试
68.在室温(25℃)恒温条件下,分别以1/10c 3.0v到4.5v以上进行充放电对电池进行活化,随后在50℃,以1c充放电进行循环测试,具体高温循环测试结果见下表:
69.表2
[0070][0071]
3、锂离子电池低温性能
[0072]
将锂离子电池以0.2c(c指电池的额定容量)充电结束后,将电池放入
‑
40℃的低温恒温箱中恒温放置240min,测试低温储存性能,测试结果见下表:
[0073]
表3
[0074]
[0075][0076]
4、电导率、内阻检测
[0077]
用电池内阻测试仪测试电池的内阻,以未添加乙酸2,2
‑
二氟乙酯的基础电解液的内阻为1,考察采用实施例1~12的电池电解液制备的锂离子电池的内阻变化,具体结果见下表:
[0078]
表4
[0079][0080]
[0081]
由表1~5可以看出,加入乙酸2,2
‑
二氟乙酯后,电池的高温、常温、低温循环性能均得到了大幅改善,同时低温储存性能也得到了很大改善,但仅添加乙酸2,2
‑
二氟乙酯会导致电导率和内阻性能下降,这对乙酸2,2
‑
二氟乙酯的应用造成了一定的限制,为解决上述问题,经长期研发,探索发现向电池电解液中加入2~5wt%的1,3,6
‑
己烷三腈,可以很好的改善因加入乙酸2,2
‑
二氟乙酯造成的电导率下降和内阻增加的问题,同时并不会影响电池的其它性能(参见实施例7~12的实验数据)。
[0082]
5、阻燃性能
[0083]
以1.0c电流恒流将电池充电至5v,然后恒压充电至电流将至0.05c,充电停止;
[0084]
将电池放在热箱中,以5℃/min的升温速度从25℃开始升温至180℃,到达180℃后维持温度不变,然后开始计时,1h后观察电池状态,通过该测试的标准为:电池无冒烟,无起火,无爆炸,其中每组10支电池;通过上述热箱测试,来表征电池的安全性能,具体热箱测试结果见下表:
[0085]
表4
[0086][0087][0088]
由表5可以看出,在电池电解液中添加乙酸2,2
‑
二氟乙酯可以提高电池的阻燃性能。
[0089]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。