1.本技术属于车用轮胎技术领域,具体涉及轮胎用复合胎圈芯及其制作方法。
背景技术:
2.胎圈在轮胎中起着至关重要的作用。在轮胎成型制造工序中,胎圈箍住胎体防止胎体在一定充气压力下反抽。轮胎装配到轮辋上,胎圈要能承受安装造成的变形。胎圈还得确保轮胎与轮辋间密封。在汽车行驶过程中,作用在轮胎上的离心力、侧向推力和扭矩,使得胎圈还要承受纵向应力和扭转应力。
3.目前轮胎的轻量化是轮胎厂的主要研发方向,尤其新型骨架材料的开发和应用将是轮胎升级的重要方向。有关化纤胎圈以及化纤和金属复合胎圈的相关专利,住友橡胶、普利司通、固特异、倍耐力、东洋橡胶等公司有相关的报道。但是目前国内外轮胎加工制造普遍采用钢丝胎圈,有关化纤以及化纤和金属复合胎圈在实际生产中应用为空白。
技术实现要素:
4.有鉴于此,一方面,一些实施例公开了轮胎用复合胎圈芯,该复合胎圈芯由复合胎圈帘线制作而成,其中,复合胎圈帘线具有若干化纤长丝编织在钢丝芯线外部形成的皮芯结构。
5.另一方面,一些实施例公开了轮胎用复合胎圈芯的制作方法,用于制作一些实施例公开的轮胎用复合胎圈芯,制作方法具体包括:
6.获取钢丝芯线;
7.获取若干化纤长丝;
8.化纤长丝编织在钢丝芯线外部形成具有三维交织结构的化纤包覆层,化纤包覆层与钢丝芯线形成具有皮芯结构的复合胎圈帘线;
9.用浸渍液处理复合胎圈帘线;
10.浸渍液处理后的复合胎圈帘线逐层连续缠绕形成具有预设形状的轮胎用复合胎圈芯。
11.进一步,一些实施例公开的轮胎用复合胎圈芯的制作方法,若干化纤长丝形成一股纱线,用浸渍液处理纱线,将处理后的纱线编织在钢丝芯线外部形成化纤包覆层。
12.一些实施例公开的轮胎用复合胎圈芯的制作方法,用浸渍液处理纱线包括:
13.用浸渍液浸渍纱线100~200s;
14.通过模口挤胶在纱线表面形成涂层;
15.表面具有涂层的纱线在150~250℃下加热烘干。
16.一些实施例公开的轮胎用复合胎圈芯的制作方法,纱线编织在钢丝芯线外部形成化纤包覆层包括:
17.若干纱线作为经纱,与一根钢丝芯线平行排列;
18.一根规格为200~1000d的化纤复丝不加捻作为纬纱;
19.纬纱在经纱间穿梭往复运动,经纱和纬纱交织形成具有三维结构的闭合管状化纤包覆层环绕在钢丝芯线外部,形成复合胎圈芯。
20.一些实施例公开的轮胎用复合胎圈芯的制作方法,若干200~3000d化纤长丝加捻浸胶合为一根纱线,或者若干200~3000d化纤长丝并线浸胶形成一根纱线。
21.一些实施例公开的轮胎用复合胎圈芯的制作方法,用浸渍液处理复合胎圈帘线包括:
22.用浸渍液浸渍复合胎圈帘线100~200s;
23.通过模口挤胶,在复合胎圈帘线表面形成涂层;
24.表面具有涂层的复合胎圈帘线在150~250℃下加热烘干。
25.一些实施例公开的轮胎用复合胎圈芯的制作方法,钢丝芯线的直径为0.5~3mm。
26.一些实施例公开的轮胎用复合胎圈芯的制作方法,以质量份计,浸渍液包括:软化水30~60份、浓度为29.5%的氨水0.1~2份、固含量为75%的间苯二酚
‑
甲醛树脂3~6份、固含量为41%的丁吡胶乳40~60份、浓度为37%的甲醛1~5份、浓度为50%的封闭型异腈酸酯1~6份。
27.一些实施例公开的轮胎用复合胎圈芯的制作方法,钢丝芯线为单根钢丝或由多根钢丝捻制而成。
28.本技术实施例公开的轮胎用复合胎圈芯的制作方法制备得到轮胎用复合胎圈芯,采用化学纤维与钢丝形成复合胎圈帘线复合材料,化学纤维强度高、高模量、承受动载和局部冲击作用性能优良,在高温200℃以上、高压2.5mpa以上的硫化条件下不变形,具有皮芯结构的复合胎圈帘线经过连续缠绕层层叠合形成的复合胎圈芯,纤维取向设置为与轮胎转动方向一致,提高了纤维的强度利用率,强度利用率得到90%以上,降低了传统胎圈的重量,使胎圈部位的受力更为合理,提高了胎圈的使用耐久性,同时减少了轮胎胎圈部位容易出现的脱层、鼓包向下,调了轮胎胎圈部位的安全系数,提升了轮胎的整体使用性能。
附图说明
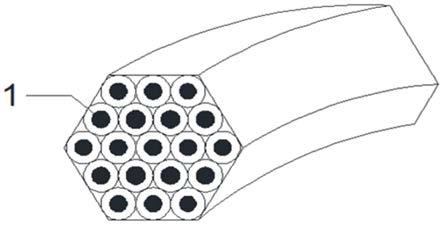
29.图1实施例1轮胎用复合胎圈芯结构示意图
30.图2实施例2复合胎圈帘线编织纬纱轨迹示意图
31.附图标记
[0032]1ꢀꢀꢀ
复合胎圈帘线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
ꢀꢀ
钢丝芯线
[0033]
12
ꢀꢀ
经纱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
ꢀꢀ
纬纱
[0034]2ꢀꢀꢀ
第一舌针
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3ꢀꢀꢀ
第二舌针
具体实施方式
[0035]
在这里专用的词“实施例”,作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。本技术实施例中性能指标测试,除非特别说明,采用本领域常规试验方法。应理解,本技术中所述的术语仅仅是为描述特别的实施方式,并非用于限制本技术公开的内容。
[0036]
除非另有说明,否则本文使用的技术和科学术语具有本技术所属技术领域的普通技术人员通常理解的相同含义;作为本技术中其它未特别注明的试验方法和技术手段均指
本领域内普通技术人员通常采用的实验方法和技术手段。
[0037]
本文所用的术语“基本”和“大约”用于描述小的波动。例如,它们可以是指小于或等于
±
5%,如小于或等于
±
2%,如小于或等于
±
1%,如小于或等于
±
0.5%,如小于或等于
±
0.2%,如小于或等于
±
0.1%,如小于或等于
±
0.05%。在本文中以范围格式表示或呈现的数值数据,仅为方便和简要起见使用,因此应灵活解释为不仅包括作为该范围的界限明确列举的数值,还包括该范围内包含的所有独立的数值或子范围。例如,“1~5%”的数值范围应被解释为不仅包括1%至5%的明确列举的值,还包括在所示范围内的独立值和子范围。因此,在这一数值范围中包括独立值,如2%、3.5%和4%,和子范围,如1%~3%、2%~4%和3%~5%等。这一原理同样适用于仅列举一个数值的范围。此外,无论该范围的宽度或所述特征如何,这样的解释都适用。
[0038]
在本文中,包括权利要求书中,连接词,如“包含”、“包括”、“带有”、“具有”、“含有”、“涉及”、“容纳”等被理解为是开放性的,即是指“包括但不限于”。连接词“由
……
构成”和“由
……
组成”是封闭连接词。
[0039]
为了更好的说明本技术内容,在下文的具体实施例中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在实施例中,对于本领域技术人员熟知的一些方法、手段、仪器、设备等未作详细描述,以便凸显本技术的主旨。
[0040]
在不冲突的前提下,本技术实施例公开的技术特征可以任意组合,得到的技术方案属于本技术实施例公开的内容。
[0041]
在一些实施方式中,轮胎用复合胎圈芯由复合胎圈帘线制作而成,其中,复合胎圈帘线具有若干化纤长丝编织在钢丝芯线外部形成的皮芯结构。
[0042]
一般地,钢丝芯线为钢丝形成的线性芯部,包括单根钢丝作为线性芯部,或者多根钢丝组合形成线性芯部,该线性芯部整体为圆柱形。多根钢丝组合形成线性芯部的方式包括多根钢丝加捻,捻制为钢丝绳。
[0043]
一般地,钢丝芯线的直径控制在0.5~3mm之间,例如单根直径为0.5~3mm之间的钢丝形成线性芯部,或者多根直径较细的钢丝组合形成整体直径在0.5~3mm之间的线性芯部。通常钢丝芯线的抗拉强度大于2200mpa。
[0044]
一般地,若干化纤长丝编织在钢丝芯线外部,形成闭合的纤维层,闭合的纤维层包裹在钢丝芯线上形成皮芯结构;纤维层自身具有若干化纤长丝相互交织形成的立体交叉三维结构,包裹在整体呈圆柱形的钢丝芯线外部形成整体为圆柱形的复合胎圈帘线。
[0045]
一般地,复合胎圈帘线形成复合胎圈芯的过程是设置复合胎圈帘线以设定的半径进行缠绕,该缠绕连续进行,形成具有一定宽度的复合胎圈帘线层后,缠绕连续进行,并在前述复合胎圈帘线层外部进一步形成第二层复合胎圈帘线层,重复多次,得到多层复合胎圈帘线层,多层复合胎圈帘线层组成了具有一定形状、规格的复合胎圈芯。通常复合胎圈帘线表层的化纤层中浸渍有浸渍液,浸渍液形成薄膜层,组成复合胎圈芯的复合胎圈帘线之间通过该薄膜层的相互粘合作用,促使复合胎圈芯内部形成均匀的整体化结构,有利于加强复合胎圈芯的结构强度。另一方面,浸渍液形成的薄膜层还能够增加复合胎圈芯与其表面的橡胶层之间的粘合力,提高轮胎整体强度和使用性能。
[0046]
一般地,作为可选实施例,复合胎圈芯的形状整体为圆环形,其横截面为方形或六边形。
[0047]
在一些实施方式中,轮胎用复合胎圈芯的制作方法包括:
[0048]
获取钢丝芯线;例如由一根钢丝作为钢丝芯线,或者多根直径较小的钢丝组成钢丝芯线,作为复合胎圈芯的线性芯部;
[0049]
获取若干化纤长丝;例如可以选择规格为200~3000d的化纤长丝若干根形成纱线,或者形成化纤复丝,作为形成化纤包覆层的原料;作为可选实施例,化纤长丝为芳纶纤维、碳纤维或玄武岩纤维中的任一种,具有较高的强度,延伸率小,蠕变小,耐高温;一般地,化纤长丝密度小于钢丝,能够承受轮胎运转过程中带来的拉伸、压缩、扭转、离心等作用力;作为可选实施例,选择多根化纤长丝加捻,捻制成纱线;一般地,捻度设置为15~60捻/米;
[0050]
化纤长丝编织在钢丝芯线外部形成具有三维交织结构的化纤包覆层,化纤包覆层与钢丝芯线形成具有皮芯结构的复合胎圈帘线;一般地,作为可选实施例,选择多根化纤长丝形成纱线,或者形成复丝,以纱线或复丝在钢丝芯线上编织得到化纤包覆层;化纤长丝采用平行纱或者数合加捻的方式形成具有三维结构的化纤包覆层,其中的纱线均沿帘线轴向分布取向,有效提高了纤维的强度利用率;
[0051]
用浸渍液处理复合胎圈帘线;一般地,用浸渍液处理复合胎圈帘线后再烘干,能够在复合胎圈帘线表面形成涂层薄膜,该涂层薄膜能够增加纤维包覆层与其外部的橡胶层、纤维复合胎圈芯内部纤维之间的粘合强度;
[0052]
浸渍液处理后的复合胎圈帘线逐层连续缠绕形成具有预设形状的轮胎用复合胎圈芯。
[0053]
作为可选实施例,若干化纤长丝形成一股纱线,用浸渍液处理纱线,将处理后的纱线编织在钢丝芯线外部形成化纤包覆层。
[0054]
作为可选实施例,用浸渍液处理纱线包括:用浸渍液浸渍纱线100~200s;通过模口挤胶在纱线表面形成浸渍液层;表面具有浸渍液层的纱线在150~250℃下加热烘干。
[0055]
作为可选实施方式,表面有浸渍液层的纱线干燥过程包括:在150~200℃的温度下干燥120~180秒,然后在200~250的温度下干燥120~180秒,浸渍液干燥形成涂层薄膜,得到附胶率大于30%的浸胶纱线。一般地,附胶率是指纱线上附着的涂层薄膜与纱线的质量比。
[0056]
作为可选实施例,纱线编织在钢丝芯线外部形成化纤包覆层包括:若干纱线作为经纱,与一根钢丝芯线平行排列,引入到织机上;一根规格为200~1000d的化纤复丝不加捻作为纬纱;纬纱在经纱间穿梭往复运动,经纱和纬纱交织形成具有三维结构的闭合管状化纤包覆层环绕在钢丝芯线外部,形成复合胎圈芯。
[0057]
作为可选实施例,若干200~3000d化纤长丝加捻浸胶合为一根纱线,或者若干200~3000d化纤长丝并线浸胶形成一根纱线。
[0058]
作为可选实施例,用浸渍液处理复合胎圈帘线包括:用浸渍液浸渍复合胎圈帘线100~200s;通过模口挤胶,在复合胎圈帘线表面形成涂层;表面具有涂层的复合胎圈帘线在150~250℃下加热烘干。
[0059]
作为可选实施方式,表面有浸渍液的复合胎圈帘线干燥过程包括:在150~200℃的温度下干燥120~180秒,然后在200~250的温度下干燥120~180秒,浸渍液干燥后形成涂层薄膜,得到附胶率大于30%的浸胶复合胎圈帘线。一般地,附胶率是指复合胎圈帘线上附着的涂层薄膜与复合胎圈帘线的质量比。
[0060]
作为可选实施例,以质量份计,浸渍液包括:软化水30~60份、浓度为29.5%的氨水0.1~2份、固含量为75%的间苯二酚
‑
甲醛树脂3~6份、固含量为41%的丁吡胶乳40~60份、浓度为37%的甲醛1~5份、浓度为50%的封闭型异腈酸酯1~6份。其中,软化水20
‑
40份用于稀释固含量为75%的间苯二酚
‑
甲醛树脂;软化水10
‑
20份用于稀释固含量为41%的丁吡乳胶;进一步,稀释后的间苯二酚
‑
甲醛树脂在加热状态下与稀释后的定吡乳胶混合,加入氨水、甲醛、封闭型异氰酸酯后得到浸渍液。
[0061]
以下结合实施例对技术细节做进一步示例性说明。
[0062]
实施例1
[0063]
图1为实施例1公开的轮胎用复合胎圈芯结构示意图。
[0064]
实施例1中,轮胎用复合胎圈芯由复合胎圈帘线1逐层缠绕在钢丝圈盘上形成,其横截面形状为六边形,复合胎圈帘线缠绕19次形成的六边形横截面上,复合胎圈帘线1按照3
‑4‑5‑4‑
3的数量形成五层阵列。
[0065]
实施例2
[0066]
图2为实施例2公开的复合胎圈帘线横截面纬纱运动轨迹示意图。
[0067]
实施例2中,纱线编织在钢丝芯线外部形成化纤包覆层包括:若干纱线作为经纱12,与一根钢丝芯线11平行排列,引入到织机上;钢丝芯线11位于中央,若干纱线12均匀分布在钢丝芯线11圆形表面上,取向一致;一根纬纱13在若干经纱12间穿梭往复运动,经纱12和纬纱13交织形成具有三维结构的闭合管状化纤包覆层环绕在钢丝芯线外部,形成复合胎圈芯;其中,纬纱13的运动轨迹设定为:
[0068]
如图2所示,以复合胎圈帘线截面的左侧纱线为入口,纬纱13随着纬纱针从入口穿过截面的上半部分经纱运动到右侧的第一舌针2处,纬纱垫入舌针针钩后随舌针前后运动脱针成圈,同时纬纱沿原路径退回到入口,完成上半部分的编织;随后,纬纱13随着纬纱针从入口穿过截面的下半部分经纱运动到右侧的第二舌针3处,纬纱垫入舌针后随舌针前后运动脱针成圈,同时纬纱沿原路径退回到入口,完成下半部分的编织,形成纬纱缠绕钢丝芯线和数根经纱一周的运动轨迹。
[0069]
重复以上运动轨迹,以不同的纱线作为入口进行编织,直至完成复合胎圈帘线的制作。
[0070]
实施例3
[0071]
实施例3公开的复合胎圈芯的制作过程包括:
[0072]
(1)取规格为1500d芳纶长丝一根,在环捻机上加捻,捻度设置为20捻/米,作为经纱备用;
[0073]
(2)将得到的经纱15根分别从纱架张力器上引出并平行排列,再经过编织机的分线装置、穿线装置牵引到织机钢筘处;
[0074]
(3)取一根规格为500d的涤纶复丝不加捻,作为纬纱;
[0075]
(4)取一根直径0.7mm钢丝芯线,经过退绕装置、磁眼、张力装置牵引到织机钢筘处;
[0076]
(5)通过织机的开闭口运动以及纬纱在经纱间穿梭往复运动,使得钢丝芯线紧密的排布在中心位置,经纱和纬纱交织形成包覆在钢丝芯线外部闭合的管状结构,得到复合胎圈帘线。
[0077]
(6)将得到的复合胎圈帘线充分浸入在浸渍液中,浸渍时间为140s;通过模口挤胶,首先在150℃时干燥180秒,然后在225℃时热处理120秒,附胶率大于30%。浸渍液包括:软化水30份、浓度为29.5%的氨水0.1份、固含量为75%的间苯二酚
‑
甲醛树脂3份、固含量为41%的丁吡胶乳40份、浓度为37%的甲醛1份、浓度为50%的封闭型异腈酸酯1份。
[0078]
(7)加热烘干后的复合胎圈帘线直径为2mm,线密度为9.85g/m,将其通过牵引装置逐层缠绕在钢丝圈盘上形成复合胎圈芯。包括:单根复合胎圈帘线首先形成在钢丝圈盘圆周表面上彼此相邻的3个绕圈,形成第一层复合胎圈帘线;然后继续缠绕形成在钢丝圈盘圆周表面上彼此相邻的4个绕圈,形成在钢丝圈盘径向上与第一层重叠的第二层,如此重复形成19个绕圈,形成五层按3
‑4‑5‑4‑
3阵列布置的复合胎圈帘线阵列,最后用胶片缠绕接头部位,制得复合胎圈芯,该复合胎圈芯的横截面整体呈六边形。
[0079]
实施例3得到的单根复合胎圈帘线进行断裂强力性能测试,断裂强力为5553n。
[0080]
实施例4
[0081]
实施例4公开的复合胎圈芯的制作过程包括:
[0082]
(1)取规格为1500d芳纶长丝一根,不加捻;将芳纶长丝充分浸入在制备的第一浸渍液中,浸渍时间为120s;通过模口挤胶,在110℃时加热烘干150秒,附胶率大于10%,作为经纱备用;
[0083]
(2)将步骤(1)得到的经纱15根分别从纱架张力器上引出并平行排列,再经过编织机的分线装置、穿线装置牵引到织机钢筘处;
[0084]
(3)取一根规格为500d的涤纶复丝不加捻,作为纬纱;
[0085]
(4)取一根直径0.8mm钢丝芯线,该钢丝芯线由三根钢丝捻和而成;并经过退绕装置、磁眼、张力装置牵引到织机钢筘处;
[0086]
(5)通过织机的开闭口运动以及纬纱在经纱间穿梭往复运动,使得钢丝芯线紧密的排布在中心位置,经纱和纬纱交织形成包覆在钢丝芯线外部闭合的管状结构,得到复合胎圈帘线。
[0087]
(6)将得到的复合胎圈帘线充分浸入在第二浸渍液中,浸渍时间为140s;通过模口挤胶,首先在150℃时干燥180秒,然后在225℃时热处理120秒,附胶率大于30%;
[0088]
(7)加热烘干后的复合胎圈帘线直径为2.1mm,线密度为10.25g/m,将其通过牵引装置逐层缠绕在钢丝圈盘上形成复合胎圈芯。包括:单根复合胎圈帘线首先形成在钢丝圈盘圆周表面上彼此相邻的3个绕圈,形成第一层复合胎圈帘线;然后继续缠绕形成在钢丝圈盘圆周表面上彼此相邻的4个绕圈,形成在钢丝圈盘径向上与第一层重叠的第二层,如此重复形成19个绕圈,形成五层按3
‑4‑5‑4‑
3阵列布置的复合胎圈帘线阵列,最后用胶片缠绕接头部位,制得复合胎圈芯,该复合胎圈芯的横截面整体呈六边形。
[0089]
第一浸渍液与第二浸渍液相同,包括:软化水40份、浓度为29.5%的氨水2份、固含量为75%的间苯二酚
‑
甲醛树脂6份、固含量为41%的丁吡胶乳60份、浓度为37%的甲醛5份、浓度为50%的封闭型异腈酸酯6份。
[0090]
实施例4得到的单根复合胎圈帘线进行断裂强力性能测试,断裂强力为5980n。
[0091]
对比例1
[0092]
全钢丝胎圈芯制作
[0093]
(1)取规格为2mm普通强度胎圈钢丝,将其依次通过张力装置,钢丝预加热装置,然
后通过螺杆挤出机模口在钢丝表面包覆一薄层混炼胶,增加钢丝与钢丝表面的粘合能力,包覆后钢丝直径为2.12mm。
[0094]
(2)将包胶的普通钢丝逐层缠绕在钢丝圈盘上形成全钢丝胎圈芯。包括:单根胎圈钢丝首先形成在钢丝圈盘圆周表面上彼此相邻的3个绕圈,形成第一层;然后继续缠绕形成在钢丝圈盘圆周表面上彼此相邻的4个绕圈,形成在钢丝圈盘径向上与第一层重叠的第二层,如此重复形成19个绕圈,形成五层按3
‑4‑5‑4‑
3阵列布置的胎圈钢丝阵列,最后用胶片缠绕接头部位,制得全钢丝胎圈芯,该全钢丝胎圈芯的横截面整体呈六边形。
[0095]
对比例1得到的单根胎圈钢丝进行断裂强力性能测试,断裂强力为5260n。
[0096]
实施例3、4的复合胎圈芯和对比例1的全钢丝胎圈芯的性能参数列于表1,通过表1中的数据可以看出,在相同直径下,复合胎圈芯的断裂强力高于全钢丝胎圈芯的断裂强力,但是,本技术实施例公开的的复合胎圈芯比全钢丝胎圈芯线密度降低了59%,在保证了力学性能的同时降低了传统胎圈的重量。
[0097]
表1实施例单根复合胎圈帘线和对比例单根胎圈钢丝样品性能比较表
[0098]
样品直径mm线密度g/m断裂强力n实施例32.09.855553实施例42.110.255980对比例12.0nt24.55260
[0099]
本技术实施例公开的轮胎用复合胎圈芯的制作方法制备得到轮胎用复合胎圈芯,降低了传统胎圈的重量,使胎圈部位的受力更为合理,提高了胎圈的使用耐久性,同时减少了轮胎胎圈部位容易出现的脱层、鼓包向下,调了轮胎胎圈部位的安全系数,提升了轮胎的整体使用性能。
[0100]
本技术公开的技术方案和实施例中公开的技术细节,仅是示例性说明本技术的发明构思,并不构成对本技术技术方案的限定,凡是对本技术公开的技术细节所做的常规改变、替换或组合等,都与本技术具有相同的发明构思,都在本技术权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。