1.本发明属于地板技术领域,具体涉及一种耐磨耐刮地板及其制备方法和生产线。
背景技术:
2.现有的pvc地板表面需复合彩膜即耐磨层,主要体现为耐磨功能好,但耐刮效果不佳,提升产品表面耐刮性能的涂料大多以pu、pur、uv为主,但是无法达到最佳的耐刮效果。另外,对于地板做仿古仿旧都是通过添加消光粉的方式达到,但消光粉过多会造成表面不清晰且耐刮性降低。
技术实现要素:
3.本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明提出一种耐磨耐刮地板及其制备方法和生产线。
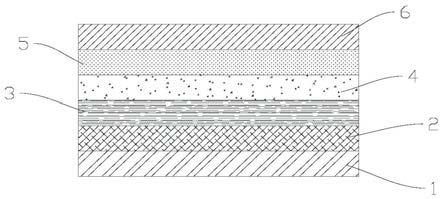
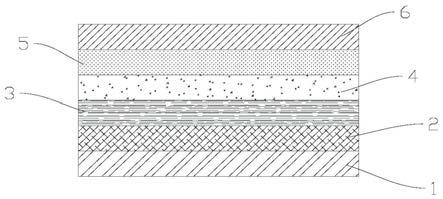
4.根据本发明的一个方面,提出了一种耐磨耐刮地板,包括自下而上依次设置的基材层、图案层、uv耐磨层、3d打印层和uv防刮面层,所述uv耐磨层、3d打印层或uv防刮面层中的一种或几种具有纹路。
5.在本发明的一些实施方式中,所述uv防刮面层还经过准分子灯亮雾面处理和/或电子束辐照处理。
6.本发明还提供所述的耐磨耐刮地板的制备方法,3.包括以下步骤:
7.s1:在基材的上面打印图案形成图案层;
8.s2:在图案层上辊涂uv漆形成uv耐磨层;
9.s3:在uv耐磨层半干时进行3d打印形成3d打印层;
10.s4:在3d打印层上涂布uv面漆,再经过uv固化;
11.其中,可以选择以下一种或几种组合的处理方式进行施加纹路:(1)步骤s2中采用刻有纹路的滚筒涂布uv漆;(2)步骤s3中在3d打印层上进行压纹处理;(3)步骤s4中在uv面漆半干时进行压纹处理。
12.在本发明的一些实施方式中,步骤s1之前,还包括:在基材的下面涂布uv漆形成uv平衡层;优选的,所述uv平衡层的涂布量为15
‑
100g/m2。
13.在本发明的一些实施方式中,步骤s1中,所述基材由高分子材料和碳酸钙组成,所述高分子材料为pvc、pp、pet或petg中的一种或几种。
14.在本发明的一些实施方式中,步骤s1中,所述基材為有色基底,具体为,打印图案前在基材的上面涂有白漆或贴有白膜或有色膜,以便后续打印图案。
15.在本发明的一些实施方式中,步骤s2中,所述uv耐磨层的uv漆内含有三氧化二铝;优选的,所述uv耐磨层的涂布量为80
‑
200g/m2。
16.在本发明的一些实施方式中,步骤s4中,所述uv面漆的涂布量为5
‑
40g/m2。
17.在本发明的一些实施方式中,步骤s4中,所述uv固化包括准分子灯亮雾面处理和/或电子束辐照处理,当uv面漆包括压纹处理时,所述准分子灯亮雾面处理和电子束辐照处
理在压纹后进行。
18.在本发明的一些实施方式中,步骤s4中,所述电子束辐照处理在氮气氛围下进行,控制氮气的浓度≥99%,氧气的浓度≤500ppm;优选的,所述准分子灯的波长为172nm,准分子灯亮雾面处理在氮气氛围下进行,控制氧气的浓度≤500ppm。
19.在本发明的一些实施方式中,步骤s4中,所述电子束辐照处理的能量为50
‑
150kev。
20.本发明还提供一种耐磨耐刮地板的生产线,用于制造所述的耐磨耐刮地板,所述生产线包括沿物料传送方向依次设置的图案打印机、耐磨uv涂布和干燥机组、3d打印机、面涂机和uv固化装置,还包括压紋机,所述压纹机设于所述3d打印机与所述面涂机之间或设于所述面涂机与uv固化装置之间。3d打印机作为打印对花纹路使用。
21.在本发明的一些实施方式中,所述uv固化装置包括准分子灯处理装置和/或电子束辐照装置。
22.在本发明的一些实施方式中,所述图案打印机之前还设有背涂机。用于在基材的下面涂布uv平衡层。
23.在本发明的一些实施方式中,在处理高光产品时,在所述3d打印机与所述面涂机之间还设有砂光机组,所述砂光机组包括沿物料传输方向依次设置的砂光底漆涂布机、干燥机、砂光机和除尘机。在3d打印后在表面做砂光打磨,表面平整度更好。如生产有纹路产品则无需使用砂光机组。
24.在本发明的一些实施方式中,所述耐磨uv涂布和干燥机组由一台以上滚涂机和一台以上干燥机交替布设。经过耐磨uv涂布和干燥机组处理后可以形成足够厚度的uv耐磨层。进一步地,所述耐磨uv涂布和干燥机组中的滚涂机的滚筒上刻有纹路。不同滚涂机的滚筒分别刻有不同的纹路,可以形成不同纹路的重叠,滚筒可以是硅胶辊。
25.在本发明的一些实施方式中,在所述背涂机之前还设有砂光机和除尘机。
26.在本发明的一些实施方式中,在所述背涂机与图案打印机之间还设有涂白底机组,所述涂白底机组由两台滚涂机和两台干燥机交替布设。在基材上涂白底为了后续打印图案。
27.根据本发明的一种优选的实施方式,至少具有以下有益效果:
28.本发明的耐磨耐刮地板通过设置uv耐磨层提升产品的耐磨性能,并通过对耐磨层或3d打印层或面层进行施加纹路,可以获得良好的耐刮效果,面层的固化可以采用准分子灯亮雾面处理或电子束辐照处理或两者组合处理,准分子灯亮雾面处理能够改变产品表面亮雾度,实现更丰富的外观效果,电子束辐照处理能够进一步提升耐刮效果,并且电子束辐照处理效率更高,可以降低voc,对环境友好,使漆膜具有耐磨性好,抗潮湿、附着力强,色牢度好等特点。
附图说明
29.下面结合附图和实施例对本发明做进一步的说明,其中:
30.图1为本发明实施例1耐磨耐刮地板的结构示意图;
31.图2为本发明耐磨耐刮地板生产线的整体示意图。
32.附图标记:uv平衡层1、基材层2、图案层3、uv耐磨层4、3d打印层5、uv防刮面层6;
33.砂光机100、除尘机200、背涂机300、涂白底机组400、图案打印机500、耐磨uv涂布和干燥机组600、滚涂机610、干燥机620、3d打印机700、砂光机组800、砂光底漆涂布机810、面涂机900、压紋机1000、准分子灯处理装置1100、电子束辐照装置1200。
具体实施方式
34.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
35.实施例1
36.一种耐磨耐刮地板的生产线,参照图2,沿物料传送方向依次设有砂光机100、除尘机200、背涂机300、涂白底机组400、图案打印机500、耐磨uv涂布和干燥机组600、3d打印机700、砂光机组800、面涂机900、压紋机1000、准分子灯处理装置1100和电子束辐照装置1200;其中,砂光机组沿物料传输方向依次设有砂光底漆涂布机810、干燥机620、砂光机100和除尘机200;耐磨uv涂布和干燥机组600由三台滚涂机610和三台干燥机620交替布设;涂白底机组400由两台滚涂机610和两台干燥机620交替布设。
37.本实施例制备了一种耐磨耐刮地板,具体过程为:
38.s1:基材上料经过砂光机和除尘机清洁后,进入背涂机在基材的底面涂布uv漆形成uv平衡层,涂布量为60g/m2,再进入涂白底机组在基材的上面涂布白漆;
39.s2:涂白底后的基材进入图案打印机打印图案形成图案层;
40.s3:打印图案后的基材进入耐磨uv涂布和干燥机组,在图案层上辊涂多层uv漆形成uv耐磨层,涂布量为150g/m2,在uv耐磨层半干时进入3d打印机形成3d打印层;
41.s4:板材进入面涂机涂布uv面漆,涂布量为20g/m2,然后进入压紋机进行压纹处理,再进入准分子灯处理装置进行亮雾面处理,最后进入电子束辐照装置进行电子束辐照处理,能量为120kev,束流为80ma,形成uv防刮面层,产品下料。产品的60度光泽度为2.5度。
42.实施例2
43.一种耐磨耐刮地板的生产线,沿物料传送方向依次设有砂光机、除尘机、背涂机、涂白底机组、图案打印机、耐磨uv涂布和干燥机组、3d打印机、压紋机、面涂机、准分子灯处理装置和电子束辐照装置;其中,耐磨uv涂布和干燥机组由三台滚涂机和三台干燥机交替布设;涂白底机组由两台滚涂机和两台干燥机交替布设。
44.本实施例制备了一种耐磨耐刮地板,具体过程为:
45.s1:基材上料经过砂光机和除尘机清洁后,进入背涂机在基材的底面涂布uv漆形成uv平衡层,涂布量为30g/m2,再进入涂白底机组在基材的上面涂布白漆;
46.s2:涂白底后的基材进入图案打印机打印图案形成图案层;
47.s3:打印图案后的基材进入耐磨uv涂布和干燥机组,在图案层上辊涂多层uv漆形成uv耐磨层,涂布量为80g/m2,在uv耐磨层半干时进入3d打印机形成3d打印层,3d打印结束后进入压紋机进行压纹;
48.s4:压纹好的板材进入面涂机涂布uv面漆,涂布量为8g/m2,然后进入准分子灯处理装置进行亮雾面处理,最后进入电子束辐照装置进行电子束辐照处理,能量为80kev,束
流为40.5ma,形成uv防刮面层,产品下料。产品的60度光泽度为2.5度。
49.实施例3
50.一种耐磨耐刮地板的生产线,沿物料传送方向依次设有砂光机、除尘机、背涂机、涂白底机组、图案打印机、耐磨uv涂布和干燥机组、3d打印机、压紋机、面涂机、准分子灯处理装置和电子束辐照装置;其中,耐磨uv涂布和干燥机组由三台滚涂机和三台干燥机交替布设,并且耐磨uv涂布和干燥机组中的滚涂机的滚筒上刻有纹路,三台滚涂机的滚筒分别刻有不同的纹路,滚筒为硅胶辊,涂白底机组由两台滚涂机和两台干燥机交替布设。
51.本实施例制备了一种耐磨耐刮地板,具体过程为:
52.s1:基材上料经过砂光机和除尘机清洁后,进入背涂机在基材的底面涂布uv漆形成uv平衡层,涂布量为60g/m2,再进入涂白底机组在基材的上面涂布白漆;
53.s2:涂白底后的基材进入图案打印机打印图案形成图案层;
54.s3:打印图案后的基材进入耐磨uv涂布和干燥机组,由于硅胶辊上刻有纹路,板材过后硅胶辊会把uv漆带到板材的表面上,并且经过多道不同纹路的硅胶辊形成纹路重叠的uv耐磨层,涂布量合计為150g/m2,在uv耐磨层半干时进入3d打印机形成3d打印层,3d打印结束后进入压紋机进行压纹;
55.s4:压纹好的板材进入面涂机涂布uv面漆,涂布量为8g/m2,然后进入准分子灯处理装置进行亮雾面处理,最后进入电子束辐照装置进行电子束辐照处理,能量为80kev,束流为40.5ma,形成uv防刮面层,产品下料。产品的60度光泽度为2.5度。
56.试验例
57.本试验例测试了实施例1
‑
3制备的耐磨耐刮地板的耐磨和耐刮性能,结果如表1所示。
58.表1
[0059][0060]
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。