1.本发明涉及自动清洗技术领域,更具体地说,涉及一种集中清洗机。
背景技术:
2.目前采用的圆管缸套的清洗机只能进行小批量清洗,中间过程需要人工参与,导致清洗效率较低,且清洗机与人工配合所占用场地很大,生产线布置过长,导致场地成本较大。
3.因此,如何现有清洗机清洗效率低且占用场地大的问题,是目前本领域技术人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种集中清洗机,可以实现圆管缸套的自动输送、清洗、吹干、涂油、切油等,清洗机完全自动化,对工件进行集中清洗,提高效率,且解决了人工配合清洗所导致的布置过长、占用场地大的问题。
5.为了实现上述目的,本发明提供如下技术方案:
6.一种集中清洗机,包括机体、控制装置以及依次设于所述机体内的输送装置、粗洗装置、超声波清洗装置、精洗装置、清洗液风切装置、雾化涂油装置和防锈油分切装置;
7.所述粗洗装置用于对工件进行喷淋粗洗,所述超声波清洗装置用于对喷淋粗洗后的工件进行超声波清洗,所述精洗装置用于对超声波清洗后的工件进行喷淋精洗,所述清洗液分切装置用于对喷淋精洗后的工件进行风切以去除残余清洗液,所述雾化涂油装置用于对分切后的工件进行喷涂防锈油,防锈油分切装置用于对喷涂防锈油后的工件进行分切以去除残余防锈油;
8.所述输送装置用于将工件依次输送至所述粗洗装置、所述超声波清洗装置、所述精洗装置、所述清洗液风切装置、所述雾化涂油装置以及所述防锈油分切装置,所述控制装置分别连接于所述粗洗装置、所述超声波清洗装置、所述精洗装置、所述清洗液风切装置、所述雾化涂油装置以及所述防锈油分切装置。
9.优选的,所述机体为全封闭机体,所述机体在对应所述粗洗装置、所述超声波清洗装置、所述精洗装置、所述清洗液风切装置、所述雾化涂油装置以及所述防锈油分切装置的工位处均设有检修门。
10.优选的,所述粗洗装置对应的所述检修门上设有粗洗连锁开关,当所述粗洗装置对应的所述检修门打开后,所述连锁开关断开且所述粗洗装置停止喷淋;
11.所述精洗装置对应的所述检修门上设有精洗连锁开关,当所述精洗装置对应的所述检修门打开后,所述精洗连锁开关断开且所述精洗装置停止喷淋;
12.所述雾化涂油装置对应的所述检修门上设有雾化涂油连锁开关,当所述雾化涂油装置对应的所述检修门打开后,所述雾化涂油连锁开关断开且所述雾化涂油装置停止雾化涂油。
13.优选的,所述粗洗装置和所述精洗装置均分别包括清洗室、用于向所述清洗室内的工件喷洒清洗液的喷洒系统、用于回收并过滤所述清洗室内的废液的回收过滤系统;且所述精洗装置的喷洒压力大于所述粗洗装置的喷洒压力,所述精洗装置所使用的清洗液的精度大于所述粗洗装置所使用的清洗液的精度,所述精洗装置的过滤精度大于所述粗洗装置的过滤精度。
14.优选的,所述回收过滤系统包括依次连接的回收液箱、第一输送泵、自清洗磁性过滤罐、第二输送泵、自清洗过滤罐以及净液箱,所述回收液箱连通于所述清洗室以回收清洗液,所述净液箱连接于所述喷洒系统以将过滤后的清洗液再次输送给所述喷洒系统。
15.所述第一输送泵分别连接于所述回收液箱和所述自清洗磁性过滤罐、并用于将所述回收液箱内的清洗液泵入所述自清洗磁性过滤罐内进行过滤,所述第二输送泵分别连接于所述自清洗磁性过滤罐和所述自清洗过滤罐、并用于将所述自清洗磁性过滤罐内的清洗液泵入所述自清洗过滤罐内进行过滤。
16.优选的,所述净液箱通过控制阀连接于用于向所述净液箱输送清洗液的供给管路,所述净液箱内设有用于检测液位的液位检测器,当所述净液箱内的液位低于预设高度时,所述控制阀开启以向所述净液箱自动补液。
17.优选的,所述输送装置包括若干个相互配合以输送工件的步进式辊道,所述步进式辊道与所述粗洗装置、所述超声波清洗装置、所述精洗装置、所述清洗液风切装置、所述雾化涂油装置以及所述防锈油分切装置一一对应并独立配合,每个所述步进式辊道的下料处均设有用于检测工件是否脱离的接近开关,当所述接近开关检测到信号时,所述步进式辊道停止运行。
18.优选的,所述超声波清洗装置包括存放清洗液的清洗槽,所述清洗槽的侧部与底部均设有超声波换能器,每套所述超声波换能器均与一套超声波发生器控制连接,所述清洗槽内设有用于驱动工件上下振动的升降振动机构。
19.优选的,所述清洗液风切装置和所述防锈油分切装置均包括高压风机。
20.优选的,所述机体上还连接有用于吸收油雾的油雾处理装置,以将清洗或涂油过程中产生的油雾从机体内吸出并处理。
21.本发明所提供的集中清洗机,通过控制系统控制输送装置配合粗洗装置、超声波清洗装置、精洗装置、清洗液风切装置、雾化涂油装置和防锈油分切装置对圆管缸套进行全自动清洗,能够实现圆管缸套的清洗、吹干、涂油、分切等全自动清洗的功能,无需人工干预,有效避免了手工操作所产生的效率低、占用场地大等问题,极大提高清洗效率与质量,同时降低了人工成本。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
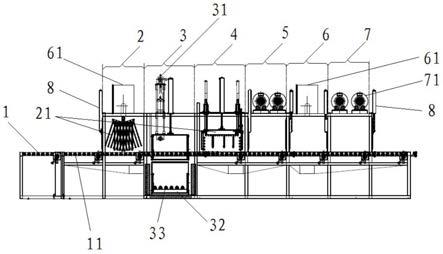
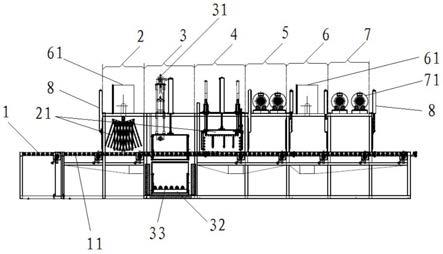
23.图1为本发明所提供集中清洗机具体实施例的示意图。
24.其中,1-输送装置、11-步进式辊道、2-粗洗装置、21-喷淋组件、3-超声波清洗装
置、31-升降振动组件、32-清洗槽、33-超声波换能器、4-精洗装置、5-清洗液分切装置、6-雾化涂油装置、61-油雾处理机、7-防锈油分切装置、71-高压风机、8-气动门。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.本发明的核心是提供一种集中清洗机,可以实现圆管缸套的自动输送、清洗、吹干、涂油、切油等,清洗机完全自动化,对工件进行集中清洗,提高效率,且解决了人工配合清洗所导致的布置过长、占用场地大的问题。
27.请参考图1,图1为本发明所提供集中清洗机具体实施例的示意图。
28.本发明所提供的集中清洗机,包括机体、控制装置以及依次设于机体内的输送装置1、粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6和防锈油风切装置7。
29.粗洗装置2用于对工件进行喷淋粗洗,超声波清洗装置3用于对喷淋粗洗后的工件进行超声波清洗,精洗装置4用于对超声波清洗后的工件进行喷淋精洗,清洗液风切装置5用于对喷淋精洗后的工件进行风切以去除残余清洗液,雾化涂油装置6用于对风切后的工件进行喷涂防锈油,防锈油风切装置7用于对喷涂防锈油后的工件进行风切以去除残余防锈油。
30.输送装置1用于将工件依次输送至粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6以及防锈油风切装置7,控制装置分别连接于粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6以及防锈油风切装置7。
31.其中,机体为清洗圆管缸套的场所,机体可为箱体式结构,机体的框架可采用型钢焊接而成,具体的,立柱、横梁采用80
×
40
×
3.0mm型钢焊接,内壁为2.0mm厚的不锈钢板,以保证清洗过程中不会生锈,外面板为2.5mm厚的碳钢板,在保证机体强度的基础上,降低材料成本。当然还可根据需要选择其他的材料或制作机体的方式。
32.粗洗装置2和精洗装置4均用于对工件进行粗洗,主要通过高压喷嘴进行喷淋的方式进行清洗,超声波清洗装置3采用超声波技术对工件进行清洗,即本发明通过喷淋冲洗的方式以及超声波清洗结合的方式,保证对工件清洗的干净、彻底。
33.输送装置1的作用是按照清洗流程输送工件至各个工位,以配合各装置对工件进行清洗、风切、涂油等操作,具体的,输送装置1的先将工件输送至粗洗装置2的清洗工位,以便粗洗装置2对工件进行清洗,粗洗装置2对工件清洗完成后,输送装置1再将工件输送至超声波清洗装置3的清洗工位,以便超声波清洗装置3对工件进行超声波清洗,超声波清洗装置3在对工件清洗完成后,输送装置1将工件输送至进行工位,以便精洗装置4对工件进行精洗,依次类推。
34.清洗液风切装置5用于将清洗后残余在工件的清洗液吹干,以便后续雾化装置对工件喷涂防锈油,雾化涂油装置6采用雾化涂油的方式对清洗后的工件喷涂防锈油,以防止清洗后工件生锈。雾化涂油装置6完成雾化涂油后,防锈油风切装置7将工件上多余的防锈
油吹落,以避免雾化涂油后的工件上有油滴下落。
35.本发明所提供的集中清洗机,通过控制系统控制输送装置1配合粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6和防锈油风切装置7对圆管缸套进行全自动清洗,能够实现圆管缸套的清洗、吹干、涂油、风切等全自动清洗的功能,无需人工干预,有效避免了手工操作所产生的效率低、占用场地大等问题,极大提高清洗效率与质量,同时降低了人工成本。
36.在上述实施例的基础之上,考虑到机体的具体设置方式,作为一种优选,机体为全封闭机体,机体在对应粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6以及防锈油风切装置7的工位处均设有检修门。
37.本实施例中,将清洗装置设置为全封闭的结构,以避免清洗过程中,喷洒的清洗液或防锈油向外飞出而影响室外环境,提高清洗的环保型。另外为方便对各个工位的装置进行检修,在对应各个装置的工位处还设有检修门,以便通过打开检修门对需要检修的装置进行检修。
38.在上述实施例的基础之上,作为一种优选,粗洗装置2对应的检修门上设有粗洗连锁开关,当粗洗装置2对应的检修门打开后,连锁开关断开且粗洗装置2停止喷淋;精洗装置4对应的检修门上设有精洗连锁开关,当精洗装置4对应的检修门打开后,精洗连锁开关断开且精洗装置4停止喷淋;雾化涂油装置6对应的检修门上设有雾化涂油连锁开关,当雾化涂油装置6对应的检修门打开后,雾化涂油连锁开关断开且雾化涂油装置6停止雾化涂油。
39.即本实施例中,在检修门上设置与喷洒或涂油对应的连锁开关,以免在工作状态下打开检修门后,清洗液或防锈油从检修门喷出。
40.在上述实施例的基础之上,考虑到粗洗装置2与精洗装置4的具体设置,作为一种优选,粗洗装置2和精洗装置4均分别包括清洗室、用于向清洗室内的工件喷洒清洗液的喷淋组件21、用于回收并过滤清洗室内的废液的回收过滤系统;且精洗装置4的喷洒压力大于粗洗装置2的喷洒压力,精洗装置4所使用的清洗液的精度大于粗洗装置2所使用的清洗液的精度,精洗装置4的过滤精度大于粗洗装置2的过滤精度。
41.即本实施例中,粗洗装置2与精洗装置4均包括精洗室、喷淋组件21以及回收过滤系统,工件由运输装置输送至精洗室内后,喷淋组件21对工件喷洒清洗液,以对工件进行清洗,回收过滤系统用于对清洗过工件后流至清洗室内的废液进行回收、过滤,以便重复使用。
42.具体的,喷淋组件21包括输液管路、清洗泵以及喷嘴,喷嘴可清洗室环形分布,以便从不同角度向工件内、外表面喷洒清洗液,保证工件的内、外表面可得到全方位的清洗。考虑到清洗圆管缸套内表面的具体方式,作为一种优选,输送装置1可带动圆管缸套沿轴向相对喷洒装置移动,以喷洒装置上喷嘴插入圆管缸套的内腔,且插入圆管缸套内腔的喷嘴可采用可旋转的芯轴旋转喷嘴,以全方位的清洗圆管轴套的内表面。
43.粗洗装置2与精洗装置4的不同之处在于,精洗装置4的喷洒压力大于粗洗装置2的喷洒压力,具体的,清洗装置的喷淋组件21的喷洒压力为0.6-0.7mpa,粗洗装置2的喷淋组件21的喷洒压力为0.4-0.5mpa;精洗装置4所使用的清洗液的精度大于粗洗装置2所使用的清洗液的精度,具体的,精洗装置4所使用的清洗液的精度为10um,粗洗装置2所使用的清洗液的精度为20um;同样,精洗装置4的过滤精度大于粗洗装置2的过滤精度,精洗装置4的过
滤精度为10um,粗洗装置2的过滤精度为20um。
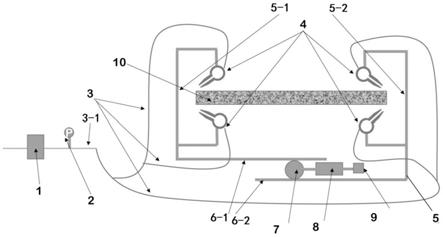
44.在上述实施例的基础之上,考虑到回收过滤装置的具体设置方式,作为一种优选,回收过滤系统包括依次连接的回收液箱、第一输送泵、自清洗磁性过滤罐、第二输送泵、自清洗过滤罐以及净液箱,回收液箱连通于清洗室以回收清洗液,净液箱连接于喷淋组件21以将过滤后的清洗液再次输送给喷淋组件21。
45.第一输送泵分别连接于回收液箱和自清洗磁性过滤罐、并用于将回收液箱内的清洗液泵入自清洗磁性过滤罐内进行过滤,第二输送泵分别连接于自清洗磁性过滤罐和自清洗过滤罐、并用于将自清洗磁性过滤罐内的清洗液泵入自清洗过滤罐内进行过滤。
46.其中,回收液箱用于回收从清洗室内流出的废液,自清洗磁性过滤罐用于对废液进行过滤,自清洗磁性过滤罐过滤废液的过程中无耗材,用于吸附液体中的铁屑杂质,实现自动排屑。自清洗过滤罐为反清洗过滤设备,有滤芯保证过滤精度,过滤后的液体流入对应的净液箱,净液箱与喷淋组件21连接,过滤后干净的清洗液可通过喷淋组件21重复使用,实现循环利用。
47.考虑到在圆管缸套的清洗过程中,采用清洗油对工件进行清洗,因此,过滤后进入净液箱内的清洗液,可再经过除水和制冷机降温,以保证油品的纯度,然后分别恒压供给到对应的喷淋组件21,保证清洗效果。
48.考虑到雾化涂油装置6的具体设置方式,作为一种优选,雾化涂油装置6包括齿轮泵、喷嘴以及管路。齿轮泵通过管路将防锈油泵送至喷嘴处,并由喷嘴雾化喷出,可喷嘴上下布置,从不同角度喷出防锈油,以保证工件可得到全方位喷涂,喷涂覆盖面积达到100%。喷嘴采用可拆卸的不锈钢高压喷嘴,方便更换和清理。喷射压力可为1.0-2.0mpa,通过人工可调整喷涂压力和流量。
49.在上述实施例的基础之上,为保证净液箱内清洗液的充足性,作为一种优选,净液箱通过控制阀连接于用于向净液箱输送清洗液的供给管路,净液箱内设有用于检测液位的液位检测器,当净液箱内的液位低于预设高度时,控制阀开启以向净液箱自动补液。
50.在上述实施例的基础之上,考虑到输送装置1的具体设置方式,作为一种优选,输送装置1包括若干个相互配合以输送工件的步进式辊道11,步进式辊道11与粗洗装置2、超声波清洗装置3、精洗装置4、清洗液风切装置5、雾化涂油装置6以及防锈油风切装置7一一对应并独立配合,每个步进式辊道11的下料处均设有用于检测工件是否脱离的接近开关,当接近开关检测到信号时,步进式辊道11停止运行。
51.即本实施例中,输送装置1包括多个步进式辊道11,每个工位对应一个步进式辊道11,每个步进式辊道11均与各个工位上的装置独立配合,且个多个步进辊道之间可相互配合以完成工件的输送。另外,每个步进式辊道11的动力装置还可与对应工位上的装置采用程序互锁,例如,如某一运动部件不在预设位置时,输送系统将不执行命令,以免造成损坏。
52.每个步进式辊道11的下料处均设有用于检测工件是否脱离的接近开关,当接近开关检测到信号时,步进式辊道11停止运行。即工件停留在步进式辊道11上的下料处、没有输送至下一个工位时,步进式辊道11不运转,以提高配合的可靠性。步进式辊道11的重复定位的最大精误差可为0.5mm。
53.考虑到输送工件便捷性,可采用标准结构的托盘作为运输工件的载体,以便控制工件运输方式的标准化和流程化,例如,可通过定位托盘的位置来定位工件的位置,可在托
盘上设置芯片或固定条码来识别或确认托盘的位置,进而确认工件的位置,以便于自动化控制。
54.在上述实施例的基础之上,考虑到超声波清洗装置3的具体设置方式,作为一种优选,超声波清洗装置3包括存放清洗液的清洗槽32,清洗槽32的侧部与底部均设有超声波换能器33,每套超声波换能器33均与一套超声波发生器控制连接,清洗槽32内设有用于驱动工件上下振动的升降振动组件31。
55.即本实施例中,超声波清洗装置3包括存放清洗液的清洗槽32、超声波换能器33、超声波发生器以及升降振动组件31,工件由输送装置1运输至清洗槽32内时,超声波发射器控制超声波换能器33产生超波,以对清洗槽32内的工件进行超声波清洗,且升降振动组件31在规定节拍内驱动工件上下振动清洗,采用这种方式可提高圆管缸套内腔的清洗效果。具体的升降振动组件3131可由气缸、升降辊道、制动减速机等组成升降振动组件31。
56.超声波换能器33可采用德国塞朗泰克压电陶瓷晶片,使用瑞士汽巴胶水胶结,保证永不脱落,外壳材质采用304不锈钢。清洗槽32前、后面和底部布置超声波换能器33,清洗槽32前、后面的超声波换能器33的尺寸为900
×
300
×
100mm,共安装2套,清洗槽32底部超声波换能器33的尺寸为900
×
350
×
100mm,共安装2套,每套超声波发生器控制一套超声波换能器33。超声功率为8.2kw,前、后面各1.8kw,底部各2.4kw,超生波频率:28khz。
57.超声波发生器采用单片机控制下的数字频率合成技术频率自动扫描,数字式超声功率连续可调,使用灵活,功率强劲,效率高。有完善的保护功能,过热、过流、过压、短路保护,工作稳定可靠。
58.在上述实施例的基础之上,作为一种优选,清洗液风切装置5和防锈油风切装置7均包括高压风机71。具体的,在工件输送过程中和输送到位时,高压风机71均对圆管缸套实施风切作业,以提高风切效果。高压风机71可相对工件上、左、右布置,应当保证切油后工件在10秒钟内无滴油现象。
59.在上述任意实施例的基础之上,考虑到清洗、涂油时会产生的油雾,影响机体的洁净,作为一种优选,机体上还连接有用于吸收油雾的油雾处理装置,以将清洗或涂油过程中产生的油雾从机体内吸出并处理,具体的,在清洗工位和涂油工位上部安装油雾处理机61,由油雾处理机61及相关管路组成,将清洗、涂油时产生的油雾从机内吸出并做处理。
60.另外,各个工位之间可通过设置启动门8实现分隔,输送工件时将启动门8打开,工件输送到位后关闭启动门以实现隔离。使用的压缩空气可经过滤器进入储气罐再经过滤减压三联件、电磁阀控制各气缸和启动门8。
61.各装置可配备自动集中润滑,润滑各处升降导向套。各仪表和压力开关与相应管路相接并显示压力,气压、泵压在低于设定值时报警,仪表安装在便于观察的位置。各个用于存放油液的液箱可采用型钢和板材焊接而成,壁厚为6mm的q235板,水箱设置活动盖板,方便清理水箱,底部倾斜,便于排液并设有清渣孔。
62.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
63.以上对本发明所提供集中清洗机进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提
下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。