1.本实用新型涉及弹壳加工技术领域,尤其涉及一种弹壳加工用圆形胚料冲压装置。
背景技术:
2.子弹由弹头、弹壳、装药和底火四个部分构成。在加工过程中,弹壳和弹头一般分开进行加工,然后组装在一起。子弹的加工流程一般包括引伸加工、冲尖、制造弹芯、弹头装配四个过程。其中,引伸加工是一种将金属原料冲压成有底空心件的加工方法,是金属加工的一种基本工艺,在弹头的制造中,圆形胚料在冲头的加压作用下逐渐变形,最终将原材料冲压成带底的杯状。在制造出圆形杯状胚料后,再通过机床进行冲尖工艺,目的是使弹头壳粗胚形成弹头的形状。其原理是利用模具和冲压设备对原料产生压力,最终“挤出”弹头壳的形状。
3.专利号申请号为201811058624.3的中国发明专利申请公开了一种弹壳的冲压成型方法,该冲压成型方法,采用铝合金材料经过5
‑
9次冲压制得弹壳,其制作步骤如下:s1.取铝合金圆柱锭,冲压成型出弹壳底部形状;s2.冲压成型出弹壳筒体部分;s3.冲压收口,弹壳成型;s4.对弹壳平端面;s1、s2和s3 中冲压速度为1~60mm/min。该方法通过对圆形胚料进行多次冲压从而实现弹壳的成型,也是现有技术的常用方法。而在实际冲压过程中,每完成一次冲模,尤其是在凹模与凸模之间的缓冲效果较差时,凹模收到的冲击力过大,模具不可避免地会产振动,从而导致工件位置偏移,或模具位置发生偏移,进一步降低了加工精度。同时,现有的冲压设备无法在冲压过程中对凸模和凹模的同轴度进行实时检测,因此,可能导致弹壳壁厚误差较大。
技术实现要素:
4.为解决上述技术问题,本实用新型的目的在于提供一种弹壳加工用圆形胚料冲压装置,所述弹壳加工用圆形胚料冲压装置在冲压过程中可对凸模与凹模的同轴度进行实时检测,同时,可有效地缓冲凹模受到的震动,从而提高加工精度。
5.为达到上述技术效果,本实用新型采用了以下技术方案:
6.一种弹壳加工用圆形胚料冲压装置,包括机架,所述机架上固定安装有下模座,所述下模座上固定安装有凹模底座,所述凹模底座的顶部固定安装有凹模,所述凹模底座与下模座之间设有间隙且所述凹模底座与所述机架滑动连接,所述凹模底座的底部至少设有两组缓冲导向柱,所述下模座的顶面开设有供所述缓冲导向柱嵌入的导向孔;所述机架的顶部还固定安装有上模座,所述上模座上滑动安装有凸模,所述机架上设有驱动组件用于驱动所述凸模相对于上模座上下移动;所述机架上还设有用于对凸模和凹模的同轴度进行检测的检测组件。
7.进一步地,所述缓冲导向柱设有四组,并分别固定安装于所述凹模底座的四周。
8.进一步地,所述缓冲导向柱包括与所述凹模底座固定连接的固定柱,所述固定柱
的底端开设有滑槽,所述滑槽内滑动安装有伸缩柱,所述滑槽内还设有用于驱动所述伸缩柱向外弹出的压缩弹簧,所述伸缩柱的底端还设有导向头,所述导向头的外部包覆有弹性垫层。
9.进一步地,所述导向头为梯形导向头或多锥度导向头,且所述导向头的直径由上至下依次减小。
10.进一步地,所述驱动组件为液压缸。
11.进一步地,所述机架上还设有控制器,所述驱动组件和检测组件均信号连接至所述控制器。
12.进一步地,所述下模座的中部还开设有圆环形安装槽,所述凹模底座的底部对应设有第一定位锥,所述第一定位锥与所述安装槽同轴设置,所述检测组件包括设置在所述安装槽内的至少一组第一光电传感器,每组所述第一光电传感器均包括对称地设于所述安装槽两侧的第一发射器和第一接收器,且所述第一发射器和第一接收器的连线穿过所述安装槽的圆心,所述第一光电传感器信号连接至所述控制器。
13.进一步地,所述上模座的顶部设有第二定位锥,所述第二定位锥与第一定位锥同轴设置,所述检测组件还包括第二光电传感器,所述第二光电传感器信号连接至所述控制器,且所述第二光电传感器包括第二发射器和第二接收器,所述第二接收器设于所述第二定位锥的顶端,所述第二发射器设于所述第二接收器的正上方且与所述机架固定连接。
14.进一步地,所述机架上还设有报警器,所述报警器信号连接至所述控制器。
15.与现有技术相比,本实用新型的有益效果为:本实用新型提供的一种弹壳加工用圆形胚料冲压装置通过将凹模固定安装在凹模底座上,并在该凹模底座与下模座之间设置间隙,在该间隙内设置缓冲导向柱,并在该下模座的顶面设置供所述缓冲导向柱嵌入的导向孔,使得在弹壳的冲压过程中,可对凹模起到一定的减震和导向作用,从而提高弹壳冲压精度,避免胚料发生偏移。同时,通过第一光电传感器和第二光电传感器对凹模和凸模的同轴度进行实时地检测,可提高弹壳加工精度,使得弹壳的壁厚均匀。
附图说明
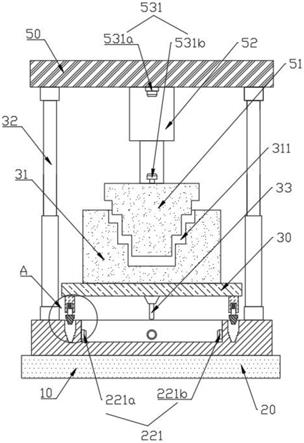
16.图1为本实用新型一实施例提供的一种弹壳加工用圆形胚料冲压装置的整体结构示意图;
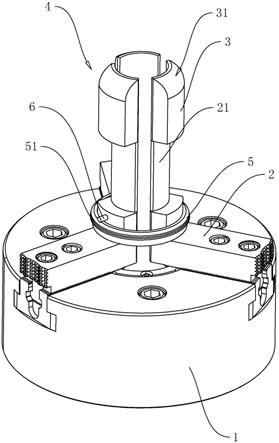
17.图2为本实用新型一实施例提供的一种弹壳加工用圆形胚料冲压装置的a 处的局部放大结构示意图;
18.附图标记为:10,机架,20,下模座,21,导向孔,22,安装槽,221,第一光电传感器,221a,第一发射器,221b,第一接收器,30,凹模底座,31,凹模,311,成型槽,32,导柱,33,第一定位锥,40,缓冲导向柱,41,固定柱,411,滑槽,42,伸缩柱,43,压缩弹簧,44,导向头,50,上模座,51,凸模,52,液压缸,53,第二光电传感器,531a,第二发射器,531b,第二接收器。
具体实施方式
19.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
20.众所周知的是,弹壳在膛内的工作过程中,要承受火药燃气的冲击,抽壳过程中还收到抽壳钩的拉力以及抛壳挺的作用力,这就要求弹壳具有一定的强度,弹壳与弹膛进行配合要求弹壳有一定的塑性,所以弹壳大多采用黄铜或者覆铜钢。在该零件中,其底部大圆盘成形及筒壁成形是关键,若成形好,弹壳底部圆盘饱满美观,尺寸合格,发火性能就好;若成形差,底部圆盘不均匀,底厚和底圆直径尺寸超差,射钉弹边缘发火效果就差。因此,选择合理的冲压工艺和设计可靠的模具来保证弹壳的大批量生产显得十分重要。
21.如图1
‑
2所示,本实施例提供的一种弹壳加工用圆形胚料冲压装置,包括机架10,所述机架10上固定安装有下模座20,所述下模座20上固定安装有凹模底座30,所述凹模底座30的顶部固定安装有凹模31,所述凹模31的顶部设有成型槽311。所述凹模底座30与下模座20之间设有间隙且所述凹模底座30 与所述机架10滑动连接,且所述凹模底座30的底部共设有四组缓冲导向柱40,所述凹模底座30为矩形,上述四组缓冲导向柱40分别固定安装于所述凹模底座30的拐角处,而所述下模座20的顶面开设有供所述缓冲导向柱40嵌入的导向孔21。在具体实施时,所述凹模31在收到冲击时可向下滑动,通过所述缓冲导向柱40与导向孔21的配合,以便于对所述凹模31进行定位,可使得料片准确地与凸模51对准。
22.在本实施例中,所述缓冲导向柱40包括与所述凹模底座30固定连接的固定柱41,所述固定柱41的底端开设有滑槽411,所述滑槽411内滑动安装有伸缩柱42,所述滑槽411内还设有用于驱动所述伸缩柱42向外弹出的压缩弹簧 43,所述伸缩柱42的底端还设有导向头44,所述导向头44的外部包覆有弹性垫层。具体地,所述压缩弹簧43的一端固定安装在所述滑槽411的底部,所述压缩弹簧43的另一端与所述伸缩柱42固定连接。所述导向头44为梯形导向头 44或多锥度导向头44,且所述导向头44的直径由上至下依次减小。在具体实施时,所述多锥度导向头44可对所述凹模31进行准确地导向。
23.在本实施例中,所述机架10的顶部还固定安装有上模座50,所述上模座 50上滑动安装有凸模51,所述机架10上设有驱动组件用于驱动所述凸模51 相对于上模座50上下移动;所述机架10上还设有用于对凸模51和凹模31的同轴度进行检测的检测组件。所述机架10上还设有控制器,所述驱动组件和检测组件均信号连接至所述控制器。具体地,所述驱动组件为液压缸52,所述液压缸52的活动端与所述凸模51固定连接,以便于在所述控制器的控制下带动凸模51上下移动,从而实现对圆形胚料的冲压。在冲压过程中,通过所述检测组件实时地对凸模51和凹模31的同轴度进行检测,以便于在加工过程中进行实时地进行调整。为提高冲压精度,所述凹模31与凸模51之间还设有导柱32。
24.在本实施例中,为便于对所述凸模51和凹模31的同轴度进行检测,所述下模座20的中部还开设有圆环形安装槽22,所述凹模底座30的底部对应设有第一定位锥33,所述第一定位锥33与所述安装槽22同轴设置,所述检测组件包括设置在所述安装槽22内的两组第一光电传感器221,所述第一光电传感器 221间隔均匀地设置在所述安装槽22侧壁上。具体地,每组所述第一光电传感器221均包括对称地设于所述安装槽22两侧的第一发射器221a和第一接收器221b,且所述第一发射器221a和第一接收器221b的连线均穿过所述安装槽22 的圆心,所述第一光电传感器221信号连接至所述控制器。在具体实施时,所述凸模51在向下移动的过程中带动所述凹模31向下移动,而所述凹模31在向下移动过程中,带动第一定位锥33向下移动,使得该第一定位锥33的底端运动至所述第一发射器221a与第一接收器221b之间,当凹模31位置正确时,可被第一光电传感器221检测到,所述第一光电传感器221
将检测结果实施反馈至控制器。
25.在本实施例中,所述上模座50的顶部设有第二定位锥,所述第二定位锥与第一定位锥33同轴设置,所述检测组件还包括第二光电传感器53,所述第二光电传感器53信号连接至所述控制器,且所述第二光电传感器53包括第二发射器531a和第二接收器531b,所述第二接收器531b设于所述第二定位锥的顶端,所述第二发射器531a设于所述第二接收器531b的正上方且与所述机架10 固定连接。在具体实施时,所述第二接收器531b可实时地对第二接收器531b 所发出的光信号进行接收并实施地反馈至所述控制器,从而实现对凸模51的监测。具体地,所述第一光电传感器221和第二光电传感器53均为红外式光电传感器。
26.在本实施例中,所述机架10上还设有报警器,所述报警器信号连接至所述控制器。在具体实施时,所述报警器用于对异常情况进行报警。
27.以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。本实用新型未详细描述的技术、形状、构造部分均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。