1.本实用新型涉及上料领域,特别涉及牙箱移料机构。
背景技术:
2.牙箱是一种应用较为广泛的机械元件,其在组装过程中需要进行弹介和箱盖等零件的安装。传统的弹介和箱盖等零件的组装采用人工操作,相应的其牙箱在不同的安装区进行转移的方式也是人工的方式。人工装配不但速度慢,还导致工人的劳动强度大和劳务成本高。且生产周期长,不适合企业的规模化生产,且效果得不到保证,最终导致生产成本居高不下,不利于企业的长远发展。因此,如何解决上述技术问题是业内亟待解决的技术问题。
技术实现要素:
3.本实用新型提供一种牙箱移料机构,以解决现有技术中需要人工进行上料弹介的问题。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种牙箱移料机构,其特征在于,所述牙箱移料机构包括旋转移料组件,所述旋转移料组件包括旋转驱动组件和设置于所述旋转驱动组件的旋转输出端上的夹持组件,所述夹持组件包括两个用于夹持牙箱的夹持件,所述旋转驱动组件用于驱动所述夹持组件进行旋转,以使得两个所述夹持件交换位置。
5.根据本实用新型提供的一实施方式,所述夹持组件包括设置于所述旋转输出端上的横梁,两个所述夹持件分别设置于所述横梁的两端。
6.根据本实用新型提供的一实施方式,所述夹持件包括夹料气缸,所述夹料气缸和所述旋转驱动组件位于所述横梁的同一侧。
7.根据本实用新型提供的一实施方式,所述旋转驱动组件包括旋转气缸,所述旋转气缸包括旋转气缸座和所述旋转输出端,
8.根据本实用新型提供的一实施方式,所述横梁的中间段设置于所述旋转输出端上。
9.根据本实用新型提供的一实施方式,所述旋转移料组件还包括升降组件,所述旋转气缸座设置于所述升降组件的升降输出端上。
10.根据本实用新型提供的一实施方式,所述升降组件包括升降气缸,所述升降气缸包括升降气缸座和所述升降输出端。
11.根据本实用新型提供的一实施方式,所述牙箱移料机构还包括与所述旋转移料组件配合移动所述牙箱的平移移料组件,所述平移移料组件用于固定所述夹持件递送的所述牙箱并带动所述牙箱转移到零件实际安装区和/或带动所述牙箱从零件实际安装区转移到所述夹持件下方以使得所述夹持件对所述牙箱进行夹持。
12.根据本实用新型提供的一实施方式,所述平移移料组件包括横移组件和设置于所
述横移组件的滑块输出端上的固定组件,所述固定组件用于移动到所述夹持件下方时,承接并固定所述夹持件所递送的所述牙箱,所述横移组件通过所述滑块输出端驱动所述固定组件带动所述牙箱在所述零件实际安装区和所述夹持件之间来回移动。
13.根据本实用新型提供的一实施方式,所述横移组件包括滚珠丝杆和电机,所述电机内置于所述滚珠丝杆中,所述滑块输出端活动设置于所述滚珠丝杆上。
14.有益效果:区别于现有技术,本技术提供牙箱移料机构,该牙箱移料机构包括旋转移料组件,且该旋转移料组件包括旋转驱动组件和设置于旋转驱动组件的旋转输出端上的夹持组件,通过旋转驱动组件带动夹持组件的两个用于夹持牙箱的夹持件进行位置交换,从而可以有效的实现牙箱的位置转移,且进一步的可以在同时实现两个牙箱的位置转移,相比输送带而言,可以有效的实现的双向和精准转移,极大的提高的牙箱转移的效率和转移的精准度。
附图说明
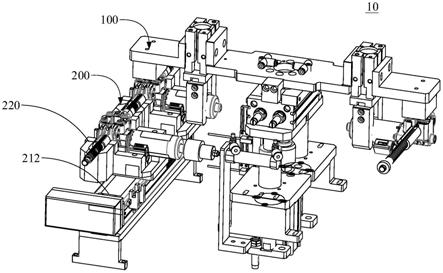
15.图1是本实用新型提供的牙箱移料机构的立体结构示意图;
16.图2是图1所示牙箱移料机构另一视角的立体结构示意图;
17.图3是图1所示牙箱移料机构中旋转移料组件的俯视结构示意图;
18.图4是图1所示牙箱移料机构中旋转移料组件的立体结构示意图;
19.图5是图1所示牙箱移料机构中旋转移料组件的另一视角的立体结构示意图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
22.请参阅图1
‑
图5,本实用新型提供一种牙箱移料机构10,该牙箱移料机构10包括旋转移料组件100,该旋转移料组件100包括旋转驱动组件110和夹持组件120,该夹持组件120设置于旋转驱动组件110的旋转输出端111上,且可以在旋转驱动组件110的驱动下进行旋转。
23.可选地,该夹持组件120包括两个用于夹持牙箱的夹持件121,该旋转驱动组件110在驱动夹持组件120进行旋转时,可以使得两个夹持件121交换位置,从而可以带动夹持件121上的牙箱交换位置,以完成牙箱的转移。
24.上述实施例中,通过提供牙箱移料机构10,该牙箱移料机构10包括旋转移料组件100,且该旋转移料组件100包括旋转驱动组件110和设置于旋转驱动组件110的旋转输出端
111上的夹持组件120,通过旋转驱动组件110带动夹持组件120的两个用于夹持牙箱的夹持件121进行位置交换,从而可以有效的实现牙箱的位置转移,且进一步的可以在同时实现两个牙箱的位置转移,相比输送带而言,可以有效的实现的双向和精准转移,极大的提高的牙箱转移的效率和转移的精准度。
25.如图3、图4以及图5所示,所述夹持组件120包括设置于旋转输出端111上的横梁122,两个夹持件121分别设置于横梁122的两端。且具体的,该夹持件121包括有夹料气缸1,该夹料气缸1与旋转驱动组件110均位于横梁122的同一侧。
26.如图4所示,旋转驱动组件110包括有旋转气缸112,该旋转气缸112包括旋转气缸座113和旋转输出端111。可选的,在其他实施例中,旋转驱动组件110也可以是旋转电机,这里不做限定。
27.在可选实施例中,横梁122的中间段设置于旋转输出端111上,即可选的,两个夹持件121和横梁122与旋转输出端111的连接点的距离是相同的,从而使得旋转驱动组件110在驱动夹持组件120进行旋转时,横梁122两端的受力会相同,从而使得两个夹持件121能保持平稳水平的运行。
28.在实际场景中,两个夹持件121可以分别对应不同的区域,一个可以对应零件安装区域,一个可以对应传输区域,两个夹持件121分别从零件安装区域和传输区域抓取牙箱,并通过旋转气缸112驱动两个夹持件121连通抓取的牙箱转移位置,从而将传输区域上的牙箱转移到零件安装区域中进行零件(如弹介、箱盖)的安装且同时将安装好零件的牙箱转移到传输区域,使得安装好零件的牙箱可以进行下一步操作。
29.如图4所示,所述旋转移料组件100还包括升降组件130,所述旋转气缸座113设置于升降组件130的升降输出端131上。
30.所述升降组件130包括升降气缸132,该升降气缸131包括升降气缸座133和升降输出端132。
31.在可选实施例中,升降组件130可以整体驱动旋转驱动组件110和夹持组件120进行升降,在可选场景中,当需要抓取或者放置牙箱时,且可以通过升降组件130驱动旋转驱动组件110和夹持组件120进行下降,从而完成抓取或放置,当需要进行旋转时,升降组件130可以整体驱动旋转驱动组件110和夹持组件120进行上升,以便于旋转驱动组件110驱动夹持组件120进行旋转,而不容易与其他组件发生碰撞。
32.如图1和图2所示,牙箱移料机构10还包括与旋转移料组件100配合移动牙箱的平移移料组件200,平移移料组件200用于固定夹持件121递送的牙箱并带动牙箱转移到零件安装区和/或带动牙箱从零件安装区转移到夹持件121下方以使得夹持件121对牙箱进行夹持。
33.可选地,平移移料组件200包括横移组件210和设置于横移组件210的滑块输出端(图未示)上的固定组件220,所述固定组件200用于移动到夹持件121下方时,承接并固定夹持件121所递送的牙箱,横移组件210通过滑块输出端驱动固定组件220带动牙箱在零件安装区和夹持件121之间来回移动。
34.可选的,横移组件210包括滚珠丝杆212和电机(图未示),电机内置于滚珠丝杆212中,该滑块输出端活动设置于滚珠丝杆212上。
35.在可选实施例中,横移组件210的滑块输出端驱动固定组件220移动到夹持件121
下方,随后升降组件130驱动夹持组件120下降,夹持件121随后将牙箱放置到固定组件220上,随后横移组件210的滑块输出端驱动固定组件220连同牙箱移动到零件实际安装区进行零件(弹介或箱盖等)的安装后,横移组件210的滑块输出端驱动固定组件220连同牙箱回到夹持件121下方,夹持件121随后对该牙箱进行夹持,并在旋转气缸112的驱动下回到传输区域。
36.综上所述,本技术提供牙箱移料机构,通过提供牙箱移料机构10,该牙箱移料机构10包括旋转移料组件100,且该旋转移料组件100包括旋转驱动组件110和设置于旋转驱动组件110的旋转输出端111上的夹持组件120,通过旋转驱动组件110带动夹持组件120的两个用于夹持牙箱的夹持件121进行位置交换,从而可以有效的实现牙箱的位置转移,且进一步的可以在同时实现两个牙箱的位置转移,相比输送带而言,可以有效的实现的双向和精准转移,极大的提高的牙箱转移的效率和转移的精准度。且进一步的,通过提供平移移料组件200,可以用于固定夹持件121递送的牙箱并带动牙箱转移到零件实际安装区进行零件的安装后,平移移料组件200带动牙箱从零件实际安装区转移到夹持件121下方以使得夹持件121对牙箱进行夹持,随后,旋转驱动组件110驱动夹持件121回到传输区域。
37.以上仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结果或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。