1.本实用新型涉及印刷线路板制作设备技术领域,尤其是涉及一种适用于pcb成型机蜂窝铝平台上使用的自动脱料机构。
背景技术:
2.随着科技的不断发展,pcb板朝着高密度、多层且微型化的方向发展。为了满足pcb板线宽、线距的不断缩小的需求,pcb板材加工设备也在不断的提升。传统的pcb成型机中采用了龙门式框架结构,采用传统的龙门式框架结构的设备其平台的控制精度直接影响了加工精度,无法满足现有的高品质pcb板材加工的需求。而现有的蜂窝型铝平台由于其自身具有蜂窝孔结构,平台的热膨胀系数较低,精度受外界影响较小,使得采用该蜂窝型铝平台结构作为工作底架的pcb成型机能够具有较好的平台加工控制精度的性能。
3.但是,由于蜂窝铝平台的其自身材质的特性,无法在蜂窝铝平台上开孔,只要在蜂窝铝平台上加工5mm以上的通孔,就会造成对于蜂窝铝平台自身的损伤。因此,在使用蜂窝铝平台作为工作底架时,只能在蜂窝铝平台的上方安装顶料气缸对平台上的料材进行脱料操作。因此,由于在蜂窝铝平台上设置有顶料气缸,将会导致整个工作台底架高度增大,pcb成型机上的横梁的高度也随着加高,工作台的机械结构的整体刚度会显著下降,进而影响pcb成型机的整体性能。
技术实现要素:
4.本实用新型的目的在于解决现有的pcb成型机采用蜂窝铝平台作为工作底架时,由于无法在蜂窝铝平台上开孔,在脱料时需要在蜂窝铝平台上单独设置顶料气缸,导致整个工作台底架的高度大、横梁的高度大引起工作底架的整体刚度下降,影响pcb成型机的整体性能的缺点,提供一种适用于pcb成型机蜂窝铝平台上使用的自动脱料机构。
5.本实用新型解决其技术问题采用的技术方案是:一种自动脱料机构,包括固定设置于蜂窝铝平台上用于承放料材的外壳、设置于所述外壳内部的顶料板以及至少一组设置于所述外壳内部用于驱动所述顶料板升降的推动组件,所述顶料板的顶面设置有顶料销,所述外壳的顶面上设置有可供所述顶料销插设的顶料孔,所述推动组件包括驱动件以及由所述驱动件带动在水平方向上移动的推动块,所述顶料板的底面固定有至少一个可与所述推动块抵接的升降块,所述推动块在靠近所述升降块的一侧设置有高度逐渐降低的第一斜面,通过所述推动块朝着所述升降块的移动将所述顶料销由所述顶料孔伸出。
6.进一步地,所述外壳内设置有两组相对设置的所述推动组件。
7.进一步地,所述推动组件还包括设置于所述外壳内的一对直线滑轨,所述推动块的底部固定于一对所述直线滑轨的滑块上。
8.进一步地,所述驱动件为气缸。
9.进一步地,所述顶料板的底面固定有四个所述升降块,四个所述升降块两两相对设置。
10.具体地,所述升降块的底部设置有可与所述第一斜面贴合的第二斜面。
11.进一步地,还包括至少一个设置于所述外壳内的直线轴承。
12.进一步地,所述外壳包括矩形安装框以及设置于所述矩形安装框顶面用于放置所述料材的承接板,所述顶料板和所述推动组件设置于所述矩形安装框内。
13.具体地,所述顶料板的顶面上设置有若干个呈矩阵分布的所述顶料销,所述承接板上设置有若干个与所述顶料销一一对应设置的顶料孔。
14.具体地,所述矩形安装框通过锁紧件与所述蜂窝铝平台固定连接。
15.本实用新型所提供的一种自动脱料机构的有益效果在于:包括固定于蜂窝铝平台上的外壳和设置于外壳内的推动组件和顶料板,通过该推动组件将水平驱动力转化为顶料板的升降驱动力,从而可以大幅降低整个脱料机构的高度,将脱料结构由120mm高度降低至50mm,在保证完成自动脱料的同时,大幅降低pcb成型机上蜂窝铝平台作为工作底架时的整体高度,同时也可以避免直接在蜂窝铝平台上直接打孔的问题,保证蜂窝铝平台作为pcb成型机工作台底架的机械结构的刚度和工作性能。
附图说明
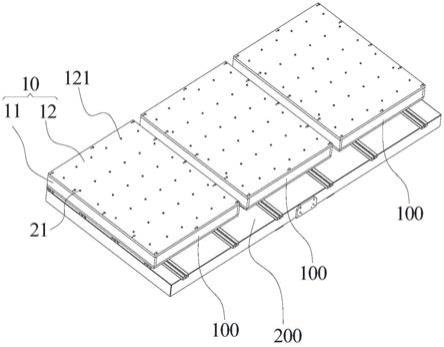
16.图1是本实用新型提供的一种自动脱料机构设置于蜂窝铝平台上的立体结构示意图;
17.图2是本实用新型提供的一种自动脱料机构去除承接板和顶料板的立体结构示意图;
18.图3是本实用新型提供的一种自动脱料机构去除承接板的立体结构示意图;
19.图4是图2中a处的局部放大图。
20.图中:100
‑
自动脱料机构、10
‑
外壳、11
‑
矩形安装板、12
‑
承接板、121
‑
顶料孔、20
‑
顶料板、21
‑
顶料销、22
‑
升降块、221
‑
第二斜面、30
‑
推动组件、31
‑
驱动件、32
‑
推动块、321
‑
第一斜面、33
‑
直线滑轨、331
‑
滑块、40
‑
直线轴承、200
‑
蜂窝铝平台。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.参见图1
‑
图4,为本实用新型所提供的一种自动脱料机构100,该自动脱料机构100适用于pcb成型机蜂窝铝平台200上使用,可以避免在蜂窝铝平台200上直接打孔的同时还能进行自动脱料过程。该自动脱料机构100可以作为一个整体装配至蜂窝铝平台200上。根据蜂窝铝平台200的需求安装一至六个该自动脱料机构100,以满足pcb成型机的自动下料需求。每个自动脱料机构100均可在装配成整体之后,再固定至蜂窝铝平台200上,方便安装、拆卸和更换,使得后续设备维护更加方便。如图1所示,在一个蜂窝铝平台200上同时排布有三个本实用新型所提供的自动脱料机构100,每个自动脱料机构100即可以单独驱动进行下料操作,也可以三个脱料机构100同步操作进行下料。
23.具体地,如图1
‑
3所示,每个自动脱料机构100包括固定设置于蜂窝铝平台200上用于承放料材的外壳10、设置于外壳10内部的顶料板20以及至少一组设置于外壳10内部用于
驱动顶料板20升降的推动组件30。该外壳10内部设置有顶料板20,可通过该顶料板20在外壳10内的升降将放置于外壳10顶面的料材由外壳10的顶面顶起,而实现对于料材的下料操作。
24.在本实施例中,如图2所示,该外壳10包括矩形安装框11以及设置于矩形安装框11顶面用于放置料材的承接板12。该承接板12的四周通过螺钉锁紧于矩形安装框11的四个侧板上,实现承接板12与矩形安装框11的固定连接。而该矩形安装框11的底面上设置有若干个与蜂窝铝平台200固定的连接孔(图中未示出)。待外壳10内部的各部件安装完毕后,再将外壳10的矩形安装框11通过锁紧件(图中未示出)与蜂窝铝平台200固定连接。
25.如图2所示,该自动脱料机构100中的顶料板20和推动组件30设置于矩形安装框11内,该矩形安装框11包括矩形的底板和固定于底板四周的四个侧板,该底板和四个侧板围合形成了用于容纳该推动组件30和顶料板20放置的容纳腔,该顶料板20可以在该矩形安装框11所围合的容纳腔内部由推动组件30带动实现升降。
26.进一步地,如图3所示,该顶料板20的顶面设置有顶料销21,该顶料销21可以随着该顶料板20在外壳10内的升降而由外壳10的内部伸出或者回到外壳10的内部。如图1所示,该外壳10的顶面上设置有可供顶料销21插设的顶料孔121。在顶料板20上升的过程中,该顶料销21由承接板12的顶料孔121中伸出抵接至位于承料板12的料材上,并将料材由外壳10上顶起,而完成脱料。在顶料板20下降的过程中,该顶料销21由顶料孔121中下降,并最终缩回至外壳10的内部,使得料材可以抵接到外壳10的承料板12上。
27.具体地,如图2所示,该该顶料板20的顶面上设置有若干个呈矩阵分布的顶料销21,承接板12上设置有若干个与顶料销21一一对应设置的顶料孔121。在本实施例中,该顶料板20为矩形平板,该矩形平板的顶面上设置的顶料销21均是沿着矩形阵列排布。该顶料板20上还设置有多个避空孔以减轻该顶料板20的自重,有利于推动组件30的驱动。对应的,如图1所示,该顶料孔121为设置于承接板12上的通孔。在承接板12上所设置的顶料孔121与顶料板20上的顶料销21一一对应设置,使得顶料板20上的每个顶料销21均可以对应插入与其对应设置的顶料孔121内,并沿着顶料孔121的轴向升降。
28.进一步地,本实用新型所提供的自动脱料机构100包括推动组件30,通过该推动组件30将水平推动力转换为竖直驱动力。如图2所示,该推动组件30包括驱动件31以及由驱动件31带动在水平方向上移动的推动块32,顶料板20的底面固定有至少一个可与推动块32抵接的升降块22,推动块32在靠近升降块22的一侧设置有高度逐渐降低的第一斜面321,通过推动块32朝着升降块22的移动将顶料销21由顶料孔121伸出。该推动组件30的驱动件31为水平驱动部件,能够驱动推动块32在水平方向上往复移动,并且通过该推动块32的水平移动带动位于推动块32上方的顶料板20在竖直方向上升降。
29.如图4所示,该推动块32在靠近该升降块22的一侧设置有第一斜面321,该第一斜面321由具有驱动件31的一侧朝着具有升降块22的一侧高度逐渐降低。当推动块32由驱动件31的驱动朝向升降块22的一侧移动的过程中,该第一斜面321逐渐抵接于升降块22的底面,并且该升降块22随着第一斜面321的高度逐渐增加而逐渐升高,该升降块22的升高带动固定于升降块22上方的顶料板22向上移动,从而使得顶料板22上的顶料销21由承接板12的顶料孔121处伸出。反之,当推动块32由驱动件31的驱动朝着远离升降块22的一侧移动的过程中,随着该第一斜面321的逐渐降低,该升降块22随着重力的作用,也随着逐渐下降,从而
带动顶料板22向下移动,使得顶料销21向下移动并最终回到外壳10的内部。
30.本实用新型所提供的自动脱料机构100中所提供的推动组件30将水平移动里转化为竖直驱动力,该外壳10的高度仅需满足该驱动件31和顶料板20的高度即可,而该驱动件31的推动行程仅需满足该顶料板20的顶料销21的高度即可,从而可以大幅度的缩小该自动脱料机构100的整体高度,将脱料机构100的整体高度由120mm降低至50mm。
31.进一步地,如图2所示,本实用新型所提供的自动脱料机构100中,每个外壳10内设置有两组相对设置的推动组件30。两组推动组件30分别位于外壳10的两侧,并且通过两个驱动件31实现两个推动块32同步相向移动或者相背移动。在本实施例中,位于外壳10内的驱动件31为气缸,该气缸的伸缩杆与推动块32固定连接,可以驱动该推动块32在水平方向上往复移动。
32.具体地,如图2所示,为了保证该推动块32在水平方向上移动的水平稳定性,该推动组件30还包括设置于外壳10内的一对直线滑轨33,推动块32的底部固定于一对直线滑轨33的滑块331上。每组推动组件30中均设置有一对平行设置的直线滑轨33,该推动块32横跨两个直线滑轨33,并且底部均固定于该直线滑轨33的滑块331上,保证该推动块32在气缸驱动的过程中始终保持水平稳定的滑动。
33.进一步地,如图2所示,在本实施例中,每个顶料板20的底面固定有四个升降块22,四个升降块22两两相对设置。四个升降块22中的两个位于同侧的升降块22与位于其底面的同一个推动块32抵接,该推动块32上设置有第一斜面321。对应的,如图4所示,在该升降块22的底部设置有可与第一斜面321贴合的第二斜面221。该第二斜面221与第一斜面321的倾斜度一致,在推动块32与升降块22抵接时,该第一斜面321与第二斜面221相互贴合能够增加相互接触面积,从而将推动块32的推动力传递至升降块22上,推动升降块22上升。
34.进一步地,本实用新型所提供的自动脱料结构100还包括至少一个设置于外壳10内的直线轴承40。如图2所示,在本实施例中,该外壳10中均匀分布有四个直线轴承40,该直线轴承40的底部固定于外壳10的底面,直线轴承40的顶部与顶料板20的底面固定连接。通过设置该直线轴承40可以直接约束该顶料板20在竖直方向上运动的稳定性,保证顶料板20的升降时的板面的平稳性。
35.本实用新型所提供的一种自动脱料机构100包括固定于蜂窝铝平台200上的外壳10和设置于外壳10内的推动组件30和顶料板20,通过该推动组件30将水平驱动力转化为顶料板20的升降驱动力,从而可以大幅降低整个脱料机构的高度,将脱料结构由120mm高度降低至50mm,在保证完成自动脱料的同时,大幅降低pcb成型机上蜂窝铝平台200作为工作底架时的整体高度,同时也可以避免直接在蜂窝铝平台200上直接打孔的问题,保证蜂窝铝平台200作为pcb成型机工作台底架的机械结构的刚度和工作性能。
36.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。