c219钢瓶压底机用一次成型模具
技术领域
1.本实用新型属于钢瓶压底机技术领域,特别是关于一种c219钢瓶压底机用一次成型模具。
背景技术:
2.钢瓶广泛用于贮存和运输各种压缩气体,如氧气、煤气、氮气、石油液化气、压缩空气、氢气、氦气等。钢瓶生产过程中,旋压机收完底后的钢瓶瓶底为外凸的圆弧形状,为了便于钢瓶站立放置,防止倾倒,需要将钢瓶瓶底加工成中心内凹外围突起的形状。
3.但是现有技术中的压底机收完底后的钢瓶瓶底的接地点直径只有155mm,由于接地点外圆直径小,导致钢瓶直立时的稳定性差,尤其是瓶体长、容积大的钢瓶稳定性更差,在运输和使用过程中存在着重大的安全隐患;且由于钢瓶底面在冲压成型过程易产生应力集中,增大了由于变形产生裂纹的可能,导致筒体合格率低。
4.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本实用新型的目的在于提供一种c219钢瓶压底机用一次成型模具,其能够增大钢瓶的接地点面积,增加了钢瓶的稳定性,消除了钢瓶在使用过程和运输过程中存在着的安全隐患;钢瓶底面在冲压成型过程中可减少应力集中,减少了由于变形产生的裂纹的可能性,提高了钢瓶质量合格率,利用本实用新型的一次成型模具生产的钢瓶在不降低水压爆破试验和在水压试验压力下循环加压疲劳试验性能的前提下,很大程度上提高了钢瓶站立时的稳定性。
6.为实现上述目的,本发明提供了一种c219钢瓶压底机用一次成型模具,所述一次成型模具包括凹模、与所述凹模配合使用的凸模;
7.所述凹模的内表面包括凹模侧面斜面、凹模侧面过渡面、凹模侧底连接弧面、凹模底面过渡面、凹模底面弧面、凹模中心底面球面,其中,所述凹模侧面斜面与所述凹模的中心轴线的夹角α为2
‑5°
,所述凹模侧底连接弧面的半径为25
‑
30mm,所述凹模侧面过渡面连接于所述凹模侧面斜面和所述凹模侧底连接弧面,所述凹模底面过渡面连接于所述凹模侧底连接弧面和所述凹模底面弧面,所述凹模底面弧面的半径为35
‑
42mm,所述凹模中心底面球面的半径为80
‑
90mm,所述凹模侧底连接弧面与所述凹模底面过渡面的的连接线形成的圆的半径为80
‑
85mm;
8.所述凸模的外表面包括凸模侧面直面、凸模侧面斜面、凸模侧顶连接弧面、凸模中心顶部球面,其中,所述凸模侧面斜面与所述凸模的中心轴线的夹角β为2
‑5°
,所述凸模侧顶连接弧面的半径为11
‑
14mm,所述凸模侧顶连接弧面的圆心连接成的圆的半径为162
‑
168mm,所述凸模中心顶部球面的半径为88
‑
95mm。
9.进一步的,为了进一步减小所述凹模侧面斜面与所述凹模侧面过渡面之间、所述
凹模侧面过渡面与所述凹模侧底连接弧面之间的连接处的应力集中,将所述凹模侧面过渡面设计为平面或曲面中的一种,以使所述凹模侧面斜面与所述凹模侧面过渡面之间、所述凹模侧面过渡面与所述凹模侧底连接弧面之间均为相切连接。
10.进一步的,为增加钢瓶底部接触地面的面积,将所述凹模底面过渡面设计为平面;更进一步的,所述凹模底面过渡面的径向长度为2
‑
4mm。
11.进一步的,所述凹模侧底连接弧面与所述凹模底面过渡面的连接线形成的圆的半径为82
‑
85mm;更进一步的,所述凹模侧底连接弧面与所述凹模底面过渡面的连接线形成的圆的半径为83
‑
84mm。
12.进一步的,所述凸模侧顶连接弧面的半径为11.5
‑
13mm。
13.进一步的,所述凸模侧顶连接弧面的圆心连接成的圆的半径为164
‑
166mm。
14.进一步的,所述凸模中心顶部球面的半径为89
‑
93mm。
15.进一步的,为了增加钢瓶底部的光滑程度,对模具的所述凸模的外表面和所述凹模的内表面进行了限定,所述凹模的内表面和所述凸模的外表面的粗糙度为1.4
‑
1.8um,更进一步的,所述凹模的内表面和所述凸模的外表面的粗糙度为1.5
‑
1.7um。
16.与现有技术相比,本实用新型具有如下有益效果:
17.(1)利用本实用新型模具生产的钢瓶的与地面接触部分的直径由现有技术的155mm增大到164.2mm,增大钢瓶的接地点面积,极大增加了钢瓶站立放置时的稳定性,钢瓶不易倾倒,消除了钢瓶在使用过程和运输过程中存在着的安全隐患;
18.(2)本实用新型一次性成型模具的表面的不同部分彼此间是相切过渡连接,能够减轻了钢瓶成型后底部曲面的应力集中现象,减少了由于变形产生的裂纹,提高了钢瓶底端部的物理机械性能,很大程度上提高了钢瓶成型的合格率。
19.(3)本实用新型利用旋压机收完底后的余热进行一次成型加工钢瓶瓶底,不需要二次加热,节约能源,且工序少,生产速度快,提高生产效率。
20.(4)本实用新型的成型模具适用于公称直径增大到219mm的钢瓶的加工后,钢瓶能经受住水压爆破试验和在水压试验压力下12000次循环加压疲劳试验。
附图说明
21.图1是根据本实用新型一实施方式的凹模轴截面剖面图;
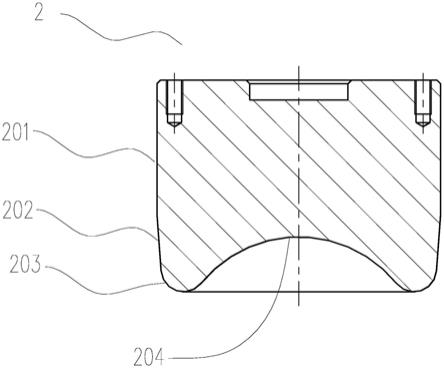
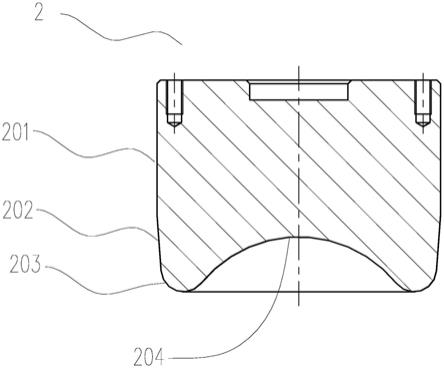
22.图2是根据本实用新型一实施方式的凸模轴截面剖面图。
具体实施方式
23.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
24.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
25.本实用新型提供了一种c219钢瓶压底机用一次成型模具,所述c219钢瓶压底机中的219是指钢瓶的瓶身的外圆直径为219mm,所述一次成型模具包括图1所示的凹模(1)、与所述凹模配合使用的图2所示的凸模(2);
26.如图1所示的所述凹模轴截面剖面图,所述凹模(1)用于形成钢瓶瓶底的外表面,按照表面的形状和作用,将所述凹模(1)的内表面分为凹模侧面斜面(101)、凹模侧面过渡面(102)、凹模侧底连接弧面(103)、凹模底面过渡面(104)、凹模底面弧面(105)、凹模中心底面球面(106)。
27.所述凹模侧面斜面(101)与所述凹模的中心轴线的夹角α为2
‑5°
,进一步的,夹角α为3
‑
4.5
°
。采用所述凹模侧面斜面(101),使得在钢瓶成型过程中,能够减小钢瓶侧面与钢瓶底部的内应力,提升钢瓶的抗压力。如果夹角α过大将增大钢瓶侧壁的内应力,将会较大程度上影响钢瓶的抗压力。
28.所述凹模侧底连接弧面(103)的半径为25
‑
30mm,所述凹模侧面过渡面(102)连接于所述凹模侧面斜面(101)和所述凹模侧底连接弧面(103)。所述凹模侧底连接弧面(103)的半径也较大程度上影响着成型后的钢瓶的侧壁和底壁连接处的内应力,从而进一步影响钢瓶的抗压力。所述凹模侧底连接弧面(103)的半径在25
‑
30mm范围内,能够较大程度上提升钢瓶的接地的外边缘的直径。
29.所述凹模底面过渡面(104)连接于所述凹模侧底连接弧面(103)和所述凹模底面弧面(105)。进一步的,所述凹模底面过渡面(104)相切连接于所述凹模侧底连接弧面(103)和所述凹模底面弧面(105),通过相切连接,能够减小钢瓶相对部分之间的内应力,减少裂纹的发生。
30.所述凹模底面弧面(105)的半径为35
‑
42mm,所述凹模中心底面球面(106)的半径为80
‑
90mm,所述凹模侧底连接弧面(103)与所述凹模底面过渡面(104)的连接线形成的圆的半径为80
‑
85mm。通过改变所述凹模底面弧面(105)的半径、所述凹模中心底面球面(106)的半径,能够调整所述凹模底面过渡面(104)的径向长度,以增大钢瓶接触地面时的接触面积,提升钢瓶站立放置时的稳定性。
31.如图2所示的所述凸模轴截面剖面图,所述凸模用于形成钢瓶的瓶底内表面,按照表面的形状和作用,将所述凸模(2)的外表面分为凸模侧面直面(201)、凸模侧面斜面(202)、凸模侧顶连接弧面(203)、凸模中心顶部球面(204)。
32.所述凸模侧面斜面(202)与所述凸模的中心轴线的夹角β为2
‑5°
,优选的,夹角β为3
‑4°
。夹角β与夹角α配合使用,通过协同作用,将钢瓶的瓶壁中的内应力降到最小,提升钢瓶的整体抗压力。
33.所述凸模侧顶连接弧面(203)的半径为11
‑
14mm,所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径为162
‑
168mm。通过调整所述凸模侧顶连接弧面(203)的半径能够间接的调整所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径,所述凸模侧顶连接弧面(203)的半径越小,所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径就越大。所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径就越大,能够使得通过本实用新型的模具制得的钢瓶的接地面积越大,从而提升钢瓶站立时的稳定性;但是所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径就越大,会使得所述凸模侧顶连接弧面(203)的半径越小,所得钢瓶的瓶壁的内应力越大,导致钢瓶瓶壁易产生裂纹,降低了钢瓶的抗压力。在本实用新型的所述凸模侧顶连接弧面(203)的半径为11
‑
14mm、所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径为162
‑
168mm下,能够保证钢瓶既有较好的站立稳定性,又有较高的抗压力。
34.所述凸模中心顶部球面(204)的半径为88
‑
95mm,为了实现所述凸模中心顶部球面(204)与所述凸模侧顶连接弧面(203)的连接方式为相切连接,所述凸模中心顶部球面(204)半径应根据所述凸模侧顶连接弧面(203)的半径进行调整。
35.在一个具体实施例中,所述凹模侧面过渡面(102)为平面或曲面中的一种,以使所述凹模侧面斜面(101)与所述凹模侧面过渡面(102)之间、所述凹模侧面过渡面(102)与所述凹模侧底连接弧面(103)之间均为相切连接。
36.在一个具体实施例中,所述凹模底面过渡面(104)为平面;优选地,所述凹模底面过渡面(104)的径向长度为2
‑
4mm。
37.在一个具体实施例中,所述凹模侧底连接弧面(103)与所述凹模底面过渡面(104)的连接线形成的圆的半径为82
‑
85mm;优选的,所述凹模侧底连接弧面(103)与所述凹模底面过渡面(104)的连接线形成的圆的半径为83
‑
84mm。
38.在一个具体实施例中,所述凸模侧顶连接弧面(203)的半径为11.5
‑
13mm。
39.在一个具体实施例中,所述凸模侧顶连接弧面(203)的圆心连接成的圆的半径为164
‑
166mm。
40.在一个具体实施例中,所述凸模中心顶部球面(204)的半径为89
‑
93mm。
41.在一个具体实施例中,所述凹模(1)的内表面和所述凸模(2)的外表面的粗糙度为1.4
‑
1.8um,优选的,所述凹模(1)的内表面和所述凸模(2)的外表面的粗糙度为1.5
‑
1.7um。
42.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。