1.本实用新型涉及防刺片技术领域,尤其涉及一种高性能纤维与弹簧钢丝复合的防刺片。
背景技术:
2.现有的防护服多是使用金属片搭接形式的防刺片制成,金属片搭接制成的防刺片质量比较重,且拉伸性能和弹性性能均比较差,基于以上问题,我们提出了一种高性能纤维与弹簧钢丝复合的防刺片及制备方法。
技术实现要素:
3.为了解决现有技术所存在的问题,本实用新型提出的一种高性能纤维与弹簧钢丝复合的防刺片及制备方法。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种高性能纤维与弹簧钢丝复合的防刺片,包括高弹性抗拉裂层,所述高弹性抗拉裂层上等间距固定嵌装有多个抗振微珠,每个抗振微珠的上表面和下表面上均粘接固定有一个位于高弹性抗拉裂层外部的微型弹簧层,所述高弹性抗拉裂层的顶部和底部均设有一个硬质树脂层,所述抗振微珠的下表面通过下方的微型弹簧层固定嵌装在下方的硬质树脂层顶部,且所述抗振微珠的上表面通过上方的微型弹簧层固定嵌装在上方的硬质树脂层底部,所述硬质树脂层远离高弹性抗拉裂层的一侧设有高性能纤维层,高性能纤维层与对应的硬质树脂层之间设置有同一个热熔性薄膜;
6.其制备方法包括以下步骤:
7.s1:准备好以下重量份数的原料:sebs橡胶树脂35
‑
45份、纳米竹碳纤维3
‑
5份、粘结剂1
‑
3份、除泡剂2
‑
4份、聚氨酯15
‑
25份、纳米二氧化钛4
‑
6份、改性氧化石墨烯纤维7
‑
9份和稳定剂1
‑
3份;
8.s2:将s1中所准备好的sebs橡胶树脂、纳米竹碳纤维、粘结剂、除泡剂、聚氨酯、纳米二氧化钛、改性氧化石墨烯纤维和稳定剂依次加入到高温熔炉中进行高温处理4
‑
6h,得到液态的混合料;
9.s3:将s2中的混合料通入成型模具中,且成型模具中预先已经将多个抗振微珠放入在其的内部,成型模具在混合料加入后,其通过自身的冷却装置对其内部的混合料进行降温操作,得到固定嵌装有多个抗振微珠的高弹性抗拉裂层;
10.s4:固定嵌装有多个抗振微珠的高弹性抗拉裂层置于固化室的内部进行固化操作,经过固化后的固定嵌装有多个抗振微珠的高弹性抗拉裂层在无菌室进行自然晾干;
11.s5:将s4中的抗振微珠的上表面和下表面均进行粘接一个微型弹簧层,然后在无菌室内利用智能喷枪在高弹性抗拉裂层的顶部和底部进行喷涂4
‑
6mm后的硬质树脂;
12.s6:将s5中喷涂有的硬质树脂利用冷却装置进行冷却操作,在高弹性抗撕裂层的顶部和底部得到一个处于凝固状态的硬质树脂层;
13.s7:在硬质树脂层远离高弹性抗拉裂层的一侧进行粘接一个热熔性薄膜,然后在热熔性薄膜远离高弹性抗拉裂层的一侧进行粘接一个高性能纤维层,最后利用热压设备将高性能纤维层、热熔性薄膜和硬质树脂层压合在一起,得到高性能纤维与弹簧钢丝复合的防刺片。
14.优选的,所述硬质树脂层靠近高弹性抗拉裂层的一侧预设有与微型弹簧层粘接固定的圆弧形内陷槽。
15.优选的,所述s2中,高温熔炉内部的温度设置为1500
‑
1800℃,且高温熔炉的内部还安装有一个用于对高温熔炉内部的物料进行高速搅拌的搅拌装置。
16.优选的,所述s3和s6中,冷却装置为水冷冷却设备。
17.优选的,所述s4中,固化室的内部温度设置为45
‑
50℃,且固化室的固化时间为40
‑
60min。
18.优选的,所述s5中,智能喷枪电性连接有安装在无菌室外的控制终端,并受控于控制终端。
19.与现有技术相比,本实用新型的质量轻,且具有极强的高拉伸性能和高弹性性能。
附图说明
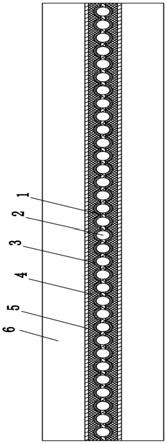
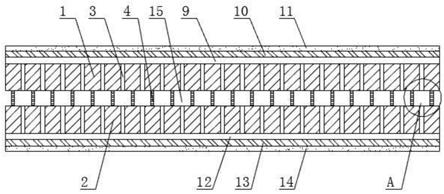
20.图1为本实用新型提出的一种高性能纤维与弹簧钢丝复合的防刺片的结构示意图。
21.图中:1高弹性抗拉裂层、2抗振微珠、3微型弹簧层、4硬质树脂层、5热熔性薄膜、6高性能纤维层。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.参照图1,本实施例提出了一种高性能纤维与弹簧钢丝复合的防刺片,包括高弹性抗拉裂层1,高弹性抗拉裂层1上等间距固定嵌装有多个抗振微珠2,每个抗振微珠2的上表面和下表面上均粘接固定有一个位于高弹性抗拉裂层1外部的微型弹簧层3,高弹性抗拉裂层 1的顶部和底部均设有一个硬质树脂层4,抗振微珠2的下表面通过下方的微型弹簧层3固定嵌装在下方的硬质树脂层4顶部,且抗振微珠2的上表面通过上方的微型弹簧层3固定嵌装在上方的硬质树脂层 4底部,硬质树脂层4靠近高弹性抗拉裂层1的一侧预设有与微型弹簧层3粘接固定的圆弧形内陷槽,硬质树脂层4远离高弹性抗拉裂层 1的一侧设有高性能纤维层6,高性能纤维层6与对应的硬质树脂层 4之间设置有同一个热熔性薄膜5,本实施例的质量轻,且具有极强的高拉伸性能和高弹性性能。
24.本实施例还提出了一种高性能纤维与弹簧钢丝复合的防刺片的制备方法,包括以下步骤:
25.s1:准备好以下重量份数的原料:sebs橡胶树脂35
‑
45份、纳米竹碳纤维3
‑
5份、粘结剂1
‑
3份、除泡剂2
‑
4份、聚氨酯15
‑
25份、纳米二氧化钛4
‑
6份、改性氧化石墨烯纤维7
‑
9份和稳定剂1
‑
3份;
26.s2:将s1中所准备好的sebs橡胶树脂、纳米竹碳纤维、粘结剂、除泡剂、聚氨酯、纳米二氧化钛、改性氧化石墨烯纤维和稳定剂依次加入到高温熔炉中进行高温处理4
‑
6h,其中高温熔炉内部的温度设置为1500
‑
1800℃,且高温熔炉的内部还安装有一个用于对高温熔炉内部的物料进行高速搅拌的搅拌装置,得到液态的混合料;
27.s3:将s2中的混合料通入成型模具中,且成型模具中预先已经将多个抗振微珠2放入在其的内部,成型模具在混合料加入后,其通过自身的水冷冷却设备对其内部的混合料进行降温操作,得到固定嵌装有多个抗振微珠2的高弹性抗拉裂层1;
28.s4:固定嵌装有多个抗振微珠2的高弹性抗拉裂层1置于固化室的内部进行固化操作,其中固化室的内部温度设置为45
‑
50℃,且固化室的固化时间为40
‑
60min,经过固化后的固定嵌装有多个抗振微珠2的高弹性抗拉裂层1在无菌室进行自然晾干;
29.s5:将s4中的抗振微珠2的上表面和下表面均进行粘接一个微型弹簧层3,然后在无菌室内利用智能喷枪在高弹性抗拉裂层1的顶部和底部进行喷涂4
‑
6mm后的硬质树脂,其中智能喷枪电性连接有安装在无菌室外的控制终端,并受控于控制终端;
30.s6:将s5中喷涂有的硬质树脂利用水冷冷却设备进行冷却操作,在高弹性抗撕裂层的顶部和底部得到一个处于凝固状态的硬质树脂层4;
31.s7:在硬质树脂层4远离高弹性抗拉裂层1的一侧进行粘接一个热熔性薄膜5,然后在热熔性薄膜5远离高弹性抗拉裂层1的一侧进行粘接一个高性能纤维层6,最后利用热压设备将高性能纤维层6、热熔性薄膜5和硬质树脂层4压合在一起,得到高性能纤维与弹簧钢丝复合的防刺片,该高性能纤维与弹簧钢丝复合的防刺片质量轻,且具有极强的高拉伸性能和高弹性性能。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。