1.本发明涉及苯酐精细化工生产技术领域,具体涉及一种苯酐生产资源化利用系统及方法。
背景技术:
2.苯酐是世界第二大酸酐,目前广泛应用于化工、医药、电子、农业、涂料、精细化工等工业部门,是重要的有机化工原料。现阶段苯酐生产工艺主要是邻二甲苯或工业萘固定床催化氧化法,随着催化剂性能的提高,生产设备的大型化,苯酐单套产能逐步扩大,生产过程中产生的三废“废气、废渣、废水”量进而增加,对环境污染也越来越严重。
3.废气主要为苯酐结片和包装、切换冷凝器出口尾气以及产品精制废气,苯酐结片和包装尽管在生产过程中采用了效果较好的除尘系统,但除尘后的气体仍有较强的刺鼻异味,目前行业内无有效治理方法,不得不将其有组织高空排放,这对空气造成了一定污染。切换冷凝器出口的尾气与产品精制废气中含有顺酐、苯甲酸、萘醌等有机物气体,如果直接排放将对环境造成严重污染。另外,储罐及液体物料装卸车挥发的气体,具有较强的刺激性气味,造成生产现场的异味较大。
4.废渣主要为原料蒸发产生的废渣(例如萘渣)、轻组份、苯酐渣以及脱硫石膏。工业萘纯度一般为95.5%,在进入反应器前需在萘蒸发器汽化,汽化过程中底部的残渣需定期排出,目前一般处理方式为委托有资质处理单位处理。苯酐渣由产品精制产品塔底排除,轻组分由轻组分塔分离出来,其成分为苯甲酸和苯酐混合物,由于无法利用,只得与苯酐渣混合按危险废物处理。国内苯酐行业每年产生苯酐危废约6.4万吨,目前一般委托有资质单位回收处理,其处理方式有两种:一种是简单蒸馏回收其中20%左右的苯酐,剩余部分作为危废焚烧,此方法仅能处理少量苯酐危废(约为1.9万吨),剩余约4.5万吨则采用直接焚烧或其它方式处理。苯酐残渣直接焚烧不仅费用较高,而且造成大量资源的浪费,焚烧过程中产生大量的二氧化碳、一氧化碳和少量二氧化硫等有害气体,造成环境二次污染。
5.废水主要为脱硫母液,在长期循环利用后,母液中富集的溶解盐和cod含量较高,容易造成脱硫系统运行不稳定,严重影响脱硫效率。
技术实现要素:
6.鉴于现有技术存在的上述问题,本发明的目的在于提供一种苯酐生产资源化利用系统及方法,其能够对苯酐生产过程中产生的废气、废渣、废水进行有效处理,并实现资源的循环利用。
7.为了实现上述目的,本发明实施例提供了一种苯酐生产资源化利用系统,包括:
8.苯酐生产资源化利用系统,其特征在于,包括:
9.生产子系统,至少包括依次连接的反应器、切换冷凝器、苯酐精制装置以及苯酐结片包装机;
10.废气净化处理子系统,包括空气回收装置、焚烧装置以及脱硫装置,所述空气回收
装置用于将所述苯酐结片包装机工作产生的废气净化后回收作为空气的部分或全部送入所述反应器中,所述焚烧装置用于将所述切换冷凝器的出口尾气和所述苯酐精制装置的产品精制废气进行焚烧处理,所述脱硫装置用于去除所述焚烧装置焚烧产生的硫化物;
11.废渣资源化利用子系统,用于将所述苯酐精制装置分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用;
12.废水处理子系统,包括与所述脱硫装置连接的喷雾干燥装置,用于对所述脱硫装置的脱硫废液进行处理。
13.在一些实施例中,所述苯酐精制装置包括:
14.轻组分塔,所述轻组分塔的轻组分出口依次连接轻组分储罐、轻组分加热釜以及轻组分分离塔,用于对所述轻组分塔分离出的轻组分进行处理,分离出所述苯甲酸和所述苯酐,所述废渣资源化利用子系统对所述苯甲酸进行利用,并回收所述苯酐;
15.产品分离塔,与设于所述轻组分塔塔底的苯酐出口连接,用于对所述轻组分塔分离出的重组分进行处理,所述产品分离塔的塔顶采出液相苯酐产品,设于所述产品分离塔塔底的重组分出口依次连接苯酐渣加热釜和苯酐残渣塔,所述废渣资源化利用子系统回收所述苯酐残渣塔内的所述苯酐,并将所述苯酐渣加热釜产生的所述苯酐渣输送至配煤装置。
16.在一些实施例中,所述生产子系统还包括用于储存工业萘或邻二甲苯的原料储罐以及用于储存所述液相苯酐产品的液体成品储罐,所述焚烧装置通过尾气输送管路分别与所述切换冷凝器的尾气出口、所述苯酐精制装置的尾气出口、所述原料储罐以及所述液体成品储罐连接,以将所述切换冷凝器的尾气、所述苯酐精制装置的尾气、所述原料储罐挥发的气体以及所述液体成品储罐挥发的气体进行焚烧处理。
17.在一些实施例中,所述废气净化处理子系统还包括:
18.湿电除尘和消白装置,与所述脱硫装置的气体出口连接,用于脱除脱硫后的废气中的颗粒物及水分;
19.低氮燃烧装置,与所述湿电除尘和消白装置的气体出口连接,以对所述脱硫、除尘和消白后的废气进行进一步处理。
20.在一些实施例中,所述生产子系统还包括与所述反应器的进口连接的蒸发器;
21.所述废渣资源化利用子系统包括废渣回收装置,用于回收所述蒸发器产生的废渣。
22.在一些实施例中,所述废渣资源化利用子系统还包括压滤机,所述压滤机的进口与所述脱硫装置的脱硫液出口连接,用于将所述脱硫装置内的脱硫液进行压滤,生成石膏产品回收;
23.所述喷雾干燥装置与所述压滤机的滤液出口连接,用于对经所述压滤机压滤后的所述脱硫废液进行处理。
24.在一些实施例中,所述生产子系统还包括:
25.鼓风机,用于将空气输送至所述反应器;
26.空气预热器,与所述鼓风机的出口连接,用于将从所述鼓风机引入的所述空气预热;
27.混合器,所述混合器的第一进口与所述空气预热器连接,所述混合器的第二进口
与所述蒸发器的蒸汽出口连接,用于将所述空气与所述蒸发器产生的气相原料混合。
28.在一些实施例中,所述空气回收装置包括布袋除尘器和焦粒除味器,所述布袋除尘器的进气口与所述苯酐结片包装机的废气出口连接,所述焦粒除味器的进气口与所述布袋除尘器的出气口连接,所述焦粒除味器的出气口与所述鼓风机的进口连接。
29.本发明实施例还提供一种苯酐生产方法,包括如下步骤:
30.将通过依次连接的反应器、切换冷凝器、苯酐精制装置以及苯酐结片包装机生产后,所述苯酐结片包装机工作产生的废气通过空气回收装置净化后作为空气的部分或全部送入所述反应器中;将所述切换冷凝器的出口尾气和所述苯酐精制装置的产品精制废气通过进行焚烧处理焚烧装置进行焚烧处理,并通过脱硫装置去除所述焚烧装置焚烧产生的硫化物;
31.将所述苯酐精制装置分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用;
32.通过喷雾干燥装置对所述脱硫装置的脱硫废液进行处理。
33.在一些实施例中,所述将所述苯酐精制装置分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用,包括:
34.将通过所述切换冷凝器结晶收集的粗苯酐通过轻组分塔分离出轻组分和苯酐,将分离出的所述轻组分依次通过轻组分储罐、轻组分加热釜以及轻组分分离塔进行处理,将所述轻组分分离塔的塔顶采出的所述苯甲酸利用,将所述轻组分加热釜塔顶采出的所述苯酐回收;
35.将所述轻组分塔分离出的所述苯酐通过产品分离塔进行分离,将所述产品分离塔分离出的苯酐重组分依次通过苯酐渣加热釜和苯酐残渣塔进行处理,将所述苯酐残渣塔内的所述苯酐回收,将所述苯酐渣加热釜产生的所述苯酐渣输送至配煤装置。
36.与现有技术相比较,本发明提供的苯酐生产资源化利用系统及方法通过对苯酐生产过程中产生的废气、废渣以及废水进行系统、全面的处理,系统地解决了苯酐生产过程中“废气、废渣、废水”无法有效利用问题,实现污染物的零排放,有效保护自然环境,真正做到苯酐的绿色、节能、环保清洁生产,并实现资源的循环利用。
附图说明
37.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所申请的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
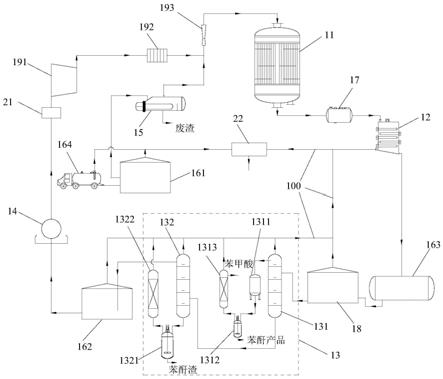
38.图1为本发明实施例的苯酐生产资源化利用系统的结构示意图;
39.图2为本发明实施例的苯酐生产资源化利用系统的另一结构示意图。
40.附图标记:
41.11
‑
反应器;12
‑
切换冷凝器;13
‑
苯酐精制装置、131
‑
轻组分塔、1311
‑
轻组分储罐、1312
‑
轻组分加热釜、1313
‑
轻组分分离塔、132
‑
产品分离塔、1321
‑
苯酐渣加热釜、1322
‑
苯酐残渣塔;14
‑
苯酐结片包装机;15
‑
蒸发器;161
‑
原料储罐、162
‑
液体成品储罐、163
‑
粗苯酐
罐、164
‑
装卸车;17
‑
气体冷却器;18
‑
苯酐熟化处理槽组;191
‑
鼓风机、192
‑
空气预热器、193
‑
混合器;
42.21
‑
空气回收装置、22
‑
焚烧装置、23
‑
脱硫装置、24
‑
湿电除尘和消白装置、25
‑
低氮燃烧装置;31
‑
喷雾干燥装置;41
‑
压滤机;100
‑
尾气输送管路。
具体实施方式
43.为了使得本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。
44.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
45.为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
46.苯酐的工业化生产一般有两种原料路线:一种是以邻二甲苯为原料的工艺路线(简称邻法),另一种是以工业萘为原料的工艺路线(简称萘法)。工业萘或邻二甲苯汽化或雾化与空气混合,在催化剂的作用下,反应生成气态苯酐,同时生成一氧化碳、顺酐、苯甲酸、萘醌或蒽醌等副产物,生成的气态苯酐在切换冷凝器中结晶收集。
47.图1和图2示出本发明实施例的苯酐生产资源化利用系统的示意图(图1中箭头方向表示物料或气体流向)。如图1和图2所示,本发明实施例提供了一种苯酐生产资源化利用系统,包括:
48.生产子系统,至少包括依次连接的反应器11、切换冷凝器12、苯酐精制装置13以及苯酐结片包装机14;
49.废气净化处理子系统,包括空气回收装置21、焚烧装置22以及脱硫装置23,空气回收装置21用于将苯酐结片包装机14工作产生的废气净化后回收作为空气的部分或全部送入反应器11中继续进行反应,焚烧装置22用于将切换冷凝器12的出口尾气和苯酐精制装置13的产品精制废气进行焚烧处理,脱硫装置23用于去除焚烧装置22焚烧产生的硫化物;
50.废渣资源化利用子系统,用于将苯酐精制装置13分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用;
51.废水处理子系统,包括与脱硫装置23连接的喷雾干燥装置31,用于对脱硫装置23的脱硫废液进行处理。
52.本发明实施例提供的苯酐生产资源化利用系统通过废气净化处理子系统、废渣资源化利用子系统以及废水处理子系统对苯酐生产过程中产生的废气、废渣以及废水进行系统、全面的处理,系统地解决了苯酐生产过程中“废气、废渣、废水”无法有效利用问题,实现污染物的零排放,有效保护自然环境,真正做到苯酐的绿色、节能、环保清洁生产,并实现资
源的循环利用。
53.具体地,如图1所示,生产子系统中,通入反应器11中的空气和气相原料在反应器11中进行反应,经反应器11反应后生成的气态苯酐在切换冷凝器12中冷凝结晶,经切换冷凝器12结晶收集的粗苯酐进入苯酐精制装置13进行精制,经苯酐精制装置13精制出的液相苯酐产品通过苯酐结片包装机14冷却结片后包装收集,苯酐结片包装机14工作产生的废气经空气回收装置21净化回收后作为空气的部分(可以与新鲜空气混合)或全部送入反应器11中继续进行反应,实现空气的循环利用,避免废气经净化处理后排放仍可能造成的环境污染,并实现苯酐的连续、清洁生产。
54.由于苯酐生产过程中的氧化反应工序,需要大量的空气对原料(工业萘或邻二甲苯)进行氧化,苯酐产品结片和包装过程中产生的废气经净化处理后,不可避免还残存微量粉尘和异味,直接排放对空气具有一定的损害,但其中的空气成分和空气相同,故可部分或全部替代用于氧化的空气原料进行使用,以实现空气在整个苯酐生产资源化利用系统中的封闭循环使用,避免环境污染。
55.如图1所示,本实施例中,苯酐精制装置13包括:
56.轻组分塔131,轻组分塔131的轻组分出口依次连接轻组分储罐1311、轻组分加热釜1312以及轻组分分离塔1313,用于对轻组分塔131分离出的轻组分进行处理,分离出苯甲酸和苯酐,废渣资源化利用子系统对苯甲酸进行利用,并回收苯酐;
57.产品分离塔132,与设于轻组分塔131塔底的苯酐出口连接,用于对轻组分塔131分离出的重组分进行处理,产品分离塔132的塔顶采出液相苯酐产品,设于产品分离塔132塔底的重组分出口依次连接苯酐渣加热釜1321和苯酐残渣塔1322,废渣资源化利用子系统回收苯酐残渣塔1322内的苯酐,并将苯酐渣加热釜1321内产生的苯酐渣输送至配煤装置。
58.如图1所示,生产子系统还包括与反应器11的进口连接的蒸发器15,用于将工业萘或邻二甲苯汽化生成气相原料,气相原料通过蒸发器15的蒸汽出口送入反应器11中,与反应器11中的空气进行反应;
59.废渣资源化利用子系统包括废渣回收装置(图中未示出),用于回收蒸发器15产生的废渣(例如萘渣)。废渣回收装置与蒸发器15的液体出口连接,经废渣回收装置回收的废渣,例如萘渣被运输至焦油加工企业重新加工生产工业萘,实现废渣资源的循环利用。
60.在一些实施例中,如图1所示,生产子系统还包括:
61.原料储罐161,用于储存工业萘或邻二甲苯,原料储罐161的出口与蒸发器15的进口连接;
62.液体成品储罐162,用于储存经苯酐精制装置13精制出的液相苯酐产品,液体成品储罐162的出口与苯酐结片包装机14的进口连接;焚烧装置22通过尾气输送管路100分别与切换冷凝器12的尾气出口、苯酐精制装置13的尾气出口、原料储罐161以及液体成品储罐162连接,以将切换冷凝器12的尾气、苯酐精制装置13的尾气、原料储罐161挥发的气体以及液体成品储罐162挥发的气体进行焚烧处理。
63.在一些实施例中,如图1所示,生产子系统还包括设置在反应器11和切换冷凝器12之间的气体冷却器17,用于对反应器11反应后的气体进行冷却降温。
64.原料储罐161内的工业萘或邻二甲苯在蒸发器15被加热到245℃左右,废渣由蒸发器15底部排出至废渣回收装置,蒸发器15汽化生成的气相原料进入反应器11中与反应器11
内的空气在催化剂的作用下进行氧化反应,生成气态苯酐,同时生成一氧化碳、顺酐、苯甲酸、萘醌或蒽醌等副产物,气态苯酐和副产物的混合气体进入气体冷却器17中冷却降温,然后进入切换冷凝器12中进一步冷凝成为固体粗苯酐;切换冷凝器12的出口尾气经由尾气输送管路100输送至焚烧装置22进行焚烧,并在焚烧后进入后续环保设施进行进一步处理。
65.本实施例中,生产子系统还包括设置在切换冷凝器12和苯酐精制装置13之间的粗苯酐罐163和苯酐熟化处理槽组18,切换冷凝器12中翅片管上的粗苯酐被熔化后排入粗苯酐罐163中储存,粗苯酐在进入苯酐精制装置13之前,先进入苯酐熟化处理槽组18进行熟化处理。
66.熟化后的粗苯酐被泵送至轻组分塔131中进行气液分离,轻组分塔131塔顶采出的轻组分进入轻组分储罐1311中,当轻组分储罐1311内的液位达到预设阈值时,将轻组分储罐1311内的轻组分输送至轻组分加热釜1312内并通入蒸汽进行加热,加热后的轻组分进入轻组分分离塔1313中,轻组分分离塔1313的塔顶采出苯甲酸,可以作为树脂的原料利用;轻组分加热釜1312内的粗苯酐在达到预设纯度后排出,加工生成苯酐产品,从而实现苯酐的回收利用。
67.轻组分塔131塔底的重组分(苯酐及其混合物)被输送至产品分离塔132,对重组分进行进一步分离处理。产品分离塔132塔顶采出液体苯酐产品,该液体苯酐产品被输送至液体成品储罐162储存。产品分离塔132塔底排出的苯酐和重组分的混合物被输送至苯酐渣加热釜1321内,苯酐渣加热釜1321内加热器通入蒸汽进行加热,苯酐渣加热釜1321内的苯酐进入苯酐残渣塔1322内,以进一步回收部分苯酐,苯酐渣加热釜1321内产生的苯酐渣排入密闭苯酐渣罐(图中未示出)内,以便后续进行处理。苯酐渣与焦煤按一定比例配合用于炼焦,实现苯酐生产过程中废渣的资源化利用。
68.可以理解的是,上述苯酐精制装置13精制出的液相苯酐产品为生产子系统的生产产品,废渣资源化利用子系统回收苯酐精制装置13精制过程中轻组分中的苯酐和重组分中的苯酐,并继续加工生成苯酐产品,实现苯酐生产过程中的苯酐回收。
69.本实施例中,苯酐精制装置13中的各塔器及储罐均采用负压操作。进一步地,苯酐熟化处理槽组18、轻组分塔131、轻组分分离塔1313、产品分离塔132、苯酐残渣塔1322产生的废气,以及液体成品储罐162挥发产生的废气通过废气输送管路100输送至焚烧装置22进行焚烧处理,之后进入后续环保设施进一步处理,实现苯酐生产废气(有机气体等有害气体)的有效处理。焚烧装置22可以进行蓄热焚烧或催化焚烧,具体焚烧方式本发明不具体限定。
70.本实施例中,进入焚烧装置22焚烧及后续环保设施处理后的气体,其含氧量在14.5%左右,因此,可以将其按一定比例与空气混合至含氧量18%左右,用于替代大型锅炉、窑炉、炼焦的助燃剂新鲜空气,能够抑制空气污染物nox的生产,有效降脱硝费用。
71.在一些实施例中,如图2所示,脱硫装置23废气净化处理子系统还包括:
72.湿电除尘和消白装置24,与脱硫装置23的气体出口连接,用于脱除脱硫后的废气中的颗粒物及水分;
73.低氮燃烧装置25,与湿电除尘和消白装置24的气体出口连接,以对所述脱硫、除尘和消白后的废气进行进一步处理。
74.废气经焚烧装置22焚烧处理后,依次进入脱硫塔脱硫装置23脱除其中的so2等硫
化物气体,并通过湿电除尘和消白装置24脱除气体中的颗粒物及水分,之后输送至大型低氮燃烧装置25进行低氮燃烧(亦称低氧燃烧),实现废气的零排放。
75.低氮燃烧装置25优选为炼焦炉或大型高温炉(大型窑炉或大型锅炉)的低氮燃烧系统,以有效降低燃烧过程中氮氧化物(nox)的生成,从而减少氮氧化物等污染物,降低脱硝费用。
76.在一些实施例中,如图2所示,所述废渣资源化利用子系统还包括压滤机41,压滤机41的进口与脱硫装置23的脱硫液出口连接,用于将脱硫装置23内的脱硫液进行压滤,生成石膏产品回收;
77.喷雾干燥装置31与所述压滤机41的滤液出口连接,用于对经所述压滤机41压滤后的脱硫废液(脱硫母液)进行处理。
78.压滤机41优选为隔膜压滤机,脱硫装置23产生的脱硫石膏溶液经压滤机41压滤后,生成固废石膏,固废石膏经滤袋收集后可以用作水泥生产的调凝剂,实现废渣的资源化利用。
79.经脱硫、压滤后的脱硫废液(脱硫母液)富集有微量有机物和不结晶无机盐,可以采用喷雾干燥装置31对脱硫母液进行环保处理,将其中的水汽化溶质固化后分离,实现苯酐生产废液的有效处理,并提高脱硫效率。
80.在一些实施例中,生产子系统还包括用于输送原料(工业萘或邻二甲苯)、废液等液体物料的装卸车164,装卸车164内的液体物料同样会挥发产生一定的污染气体,因此,本实施例中,可以将装卸车164通过尾气输出管路100连接至焚烧装置22,以对装卸车164挥发的废气进行处理,保证废气的零排放。
81.如图1所示,本实施例中,生产子系统还包括:
82.鼓风机191,用于将空气输送至反应器11;
83.空气预热器192,与鼓风机191连接,用于将从鼓风机191引入的空气预热;
84.混合器193,混合器193的第一进口与空气预热器192的出口连接,混合器193的第二进口与蒸发器15的蒸汽出口连接,用于将空气与蒸发器15产生的气相原料混合。
85.苯酐结片包装机14的废气经空气回收装置21净化回收后可以送入鼓风机191中,以为反应器11提供部分(与新鲜空气混合)或全部空气,并通过空气预热器192进行预热,预热后的空气与气相原料在混合器193中混合后,送入反应器11中。
86.本实施例中,通过空气预热器192和混合器193将空气预热,并将空气和气相原料预先混合,可以保证反应的均匀和充分,并提高反应效率。另一些实施例中,也可以将预热后的空气和气相原料分别通入反应器11中,在反应器11中混合并进行催化反应。
87.在一些实施例中,空气回收装置21包括布袋除尘器和焦粒除味器,布袋除尘器的进气口与苯酐结片包装机14的废气出口连接,焦粒除味器的进气口与布袋除尘器的出气口连接,焦粒除味器的出气口与鼓风机191的进口连接,以将产品结片、包装产生的含尘废气通过布袋除尘、焦粒除味后通过密闭管路输送至鼓风机191的入口。
88.进一步地,空气回收装置21还包括独立设置的第一除尘器,第一除尘器设于鼓风机191的入口,以对经布袋除尘器和焦粒除味器处理后的空气进行进一步除尘,并在除尘后送入鼓风机191中。第一除尘器优选为脉冲除尘器。
89.本实施例中,鼓风机191的入口处还设有空气管路,以将新鲜空气输送至鼓风机
191,当经布袋除尘器、焦粒除味器和第一除尘器处理后的空气不足时,可以通入新鲜空气以提供足够的空气,保证苯酐生产的连续、可靠。
90.本实施例中,苯酐结片包装机14可以为一独立的装置,也可以为分开的结片机和包装机,具体结构本发明不具体限定。
91.本发明实施例提供的苯酐生产资源化利用系统通过对苯酐生产过程中产生的废气、废渣和废液进行系统、全面的处理,实现污染物的零排放,实现苯酐的绿色、节能、环保清洁生产。
92.其中,通过废气净化处理子系统将苯酐产品结片和包装的废气净化处理后作为部分空气或全部空气压缩后进入反应器11与工业萘或邻二甲苯反应,实现苯酐产品结片和包装废气的封闭处理和循环利用;将切换冷凝器12的出口尾气、苯酐产品精制废气、储罐及液体物料装卸车164等挥发产生的有害气体输送至焚烧装置22蓄热焚烧或催化焚烧,并进入后续环保设施处理后利用,实现有机气体的零排放处理。
93.通过废渣资源化利用子系统将生产过程中蒸发器15汽化产生的废渣回用;将通过轻组分加热釜1312以及轻组分分离塔1313分离出的苯甲酸作为树脂的原料、分离出的苯酐回用;将通过苯酐渣加热釜1321和苯酐残渣塔1322分离出的苯酐回用,并将分离出的苯酐渣用于配煤炼焦;将经脱硫、压滤后得到的脱硫石膏用作水泥调凝剂。
94.通过废水处理子系统将经脱硫装置23脱硫和压滤机41压滤后的脱硫母液通过喷雾干燥处理,减少废水污染物的同时,提高脱硫效率。
95.本发明实施例还提供一种苯酐生产资源化利用方法,包括如下步骤:
96.s1:将通过依次连接的反应器11、切换冷凝器12、苯酐精制装置13以及苯酐结片包装机14生产后,苯酐结片包装机14工作产生的废气通过空气回收装置21净化后作为空气的部分或全部送入反应器11中;将切换冷凝器12的出口尾气和苯酐精制装置13的产品精制废气通过焚烧装置22进行焚烧处理,并通过脱硫装置23去除焚烧装置22焚烧产生的硫化物;
97.s2:将苯酐精制装置13分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用;
98.s3:通过喷雾干燥装置31对脱硫装置23的脱硫废液进行处理。
99.其中,上述步骤s1至s3可以同时执行,实现苯酐生产过程中废气、废渣以及废水的同步处理。
100.进一步地,步骤s2中,将苯酐精制装置13分离出的苯甲酸、苯酐以及苯酐渣进行资源化利用,包括:
101.将通过切换冷凝器12结晶收集的粗苯酐通过轻组分塔131分离出轻组分和苯酐,将分离出的所述轻组分依次通过轻组分储罐1311、轻组分加热釜1312以及轻组分分离塔1313进行处理,将所述轻组分分离塔1313的塔顶采出的所述苯甲酸利用,将所述轻组分加热釜塔1312顶采出的所述苯酐回收;
102.将所述轻组分塔131分离出的所述苯酐通过产品分离塔132进行分离,将分离出的苯酐重组分依次通过苯酐渣加热釜1321和苯酐残渣塔1322,将苯酐残渣塔1322内的所述苯酐回收,将苯酐渣加热釜1321产生的苯酐渣输送至配煤装置。
103.所述轻组分塔131分离出的所述苯酐通过产品分离塔132进行分离后,分离出的液相苯酐产品作为生产子系统的产品从所述产品分离塔132的塔顶出口流出,并被输送至液体成品储罐162储存。
104.本发明实施例提供的苯酐生产资源化利用方法与上述实施例中的苯酐生产资源化利用系统相对应,基于上述的苯酐生产资源化利用系统,本领域的技术人员能够了解本发明实施例中苯酐生产资源化利用方法具体实施方式以及其各种变化形式,苯酐生产资源化利用系统实施例中的任何可选项也适用于苯酐生产资源化利用方法,在此不再赘述。
105.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。