1.本发明涉及传感器技术领域,具体涉及一种电压传感器配件及其生产方法。
背景技术:
2.电压传感器是能感受被测电压并转换成可用输出信号的传感器。在各种自动检测、控制系统中,常常需要对高速变化的交、直流电压信号作跟踪采集,对于比较复杂的电压波形作频谱分析。这类信号可能是高电压、大电流等强电,也可能是负载能力很差的弱电或幅值很小的信号。在这些情况中,就需要采用合适的电压传感器对不能直接测量或不匹配的电压信号进行采集,从而得到标准化、电气隔离的电压信号。
3.目前传统电压传感器生产工艺,绕制线圈采用聚氨酯漆包线,该漆包线存在耐磨性、机械强度不高的缺点,在高速绕线时漆包线外绝缘漆容易破损而产生质量隐患。同时为改善组合线圈间的耐磨性、以及聚氨酯漆包线线圈本身在高压、高湿热等环境时的性能不佳,传统电压传感器生产过程中每组线圈都需要额外缠绕聚氨酯薄膜,工艺流程复杂,制作过程繁琐,操作难度大,增加了电压传感器生产工艺过程人工成本和时间成本,并且制备后和产品的次品率高,同时也容易出现电气性能隐患的风险。
4.此外,采用聚氨酯薄膜作为绝缘介质,在高压测试环节因检测线圈与信号输入线圈间的爬电距离太近,往往容易造成击穿不良的缺点。
5.另外传统生产工艺中电压传感器多组线圈的抽头引出线加工时,使用单一颜色线材连接,而通过粘贴标识进行线序区分,存在生产作业及返修过程中线序辨识度不高,且流转过程标识容易脱落,此单色引出线工艺流程复杂繁琐,操作难度大,并且制备后和产品的次品率高,同时也容易出现线序混淆等质量隐患的风险。。
技术实现要素:
6.本发明目的之一提供了一种电压传感器配件,所述配件包括第一单环磁芯、第二单环磁芯、聚酯亚胺/聚酞胺酰亚胺复合漆包线及圆环壳,所述聚酯亚胺/聚酞胺酰亚胺复合漆包线缠绕于所述第一单环磁芯、第二单环磁芯及所述圆环壳,所述圆环壳包设于所述第一单环磁芯及所述第二单环磁芯。
7.进一步,所述第一单环磁芯与所述第二单环磁芯形状及大小一致,各所述单环磁芯呈圆环状。
8.本发明的有益效果之一是:所述聚酯亚胺/聚酞胺酰亚胺复合漆包线具有绝缘层漆膜耐热性强、机械强度高、较高抗软化及抗老化性能、耐冷冻剂、耐严寒、电气性能稳定、耐辐射等特性。通过所述聚酯亚胺/聚酞胺酰亚胺复合漆包线缠绕所述第一单环磁芯、第二单环磁芯及所述圆环壳,不仅增加了高速绕制线圈的耐磨性也提升了线圈之间的绝缘性和可靠性,保证在高速绕制线圈时具有更可靠的产品质量,同时省掉了后续线圈绕组间需要聚氨酯薄膜进行绝缘防护的工艺流程,使其生产操作更简便,制备的产品合格率高,提升了生产效率。
9.本发明目的之二提供了一种电压传感器配件生产方法,包括以下步骤:
10.(1)内层绕线:首先将所述第一单环磁芯和所述第二单环磁芯缠绕对应线径、匝比的聚酯亚胺/聚酞胺酰亚胺复合漆包线,采用不同颜色的引线按首尾抽头不同线序分别连接,并在焊接处用热缩管进行绝缘处理,然后将绕好线的单环磁芯组合,并在外面缠绕对应线径、匝比的聚酯亚胺/聚酞胺酰亚胺复合漆包线,采用不同颜色的引线按首尾抽头不同线序分别连接,并在焊接处用热缩管进行绝缘处理;
11.(2)灌封:首先将完成上述步骤的半成品平整装入所述圆环壳内,调整位置使其半成品与圆环壳保持同心,并往内注入灌封满胶水后静置并烘烤至固化;
12.(3)外层绕线:将完成上述步骤的半成品缠绕对应线径、匝比的聚酯亚胺/聚酞胺酰亚胺复合漆包线,采用不同颜色的引线按首尾抽头不同线序分别连接,并在焊接处用热缩管进行绝缘处理,此工序完成制得所述成品磁环;
13.(4)功能检测:对成品磁环进行综合测试检测,并对可修复的不合格成品进行修复;
14.本发明的有益效果之二是:
15.1、通过线圈抽头的引线采用彩色线的方式,将定义好颜色的引线依序组焊到对应抽头上,使之各抽头的线序对应唯一颜色线,这样后续作业过程能更加直观的区分对比线序。相比于传统电压传感器上绕制多组线圈时,其抽头引出线采用一种颜色线材组焊,同时为区分抽头线序采用粘贴标识区分,此工艺作业中往往存在标识易脱落与混淆,粘贴撕掉标识较繁琐致使生产效率过低的问题,该方法改善了线序辨识的便利性,提高了产品的直通率,降低了作业不良率提升了生产效率
16.2、通过在半成品磁环外套装所述圆环壳,并往内灌封填充满具有优良绝缘阻抗的胶水的工艺,解决并保障了检测线圈与信号输入线圈间爬电安全,杜绝了高压测试环节时的击穿不良,又保障了在振动湿热等各环境下产品的可靠性与耐侯性。解决了采用聚氨酯薄膜作为绝缘介质,在高压测试环节因检测线圈与信号输入线圈间的爬电距离太近,往往容易造成击穿不良的缺点。
17.在上述技术方案的基础上,本发明还可以做如下改进。
18.进一步,所述步骤(1)
‑
步骤(3)中引线组焊到抽头过程中,焊接温度控制在365℃
‑
370℃之间。
19.采用上述进一步方案的有益效果是:通过适宜的焊接温度及时间可保证充分焊接,使连接处完全融合在一起,温度过低会出现虚假焊,温度过高,时间过长会烫伤骨架胶件。
20.进一步,所述步骤(1)及步骤(3)绕线过程中,绕线速度控制在转/分2000~2500范围内。
21.进一步,所述步骤(1)及步骤(3)绕线过程中,绕线张力控制在4gf~15gf范围内。
22.采用上述进一步方案的有益效果是:通过控制芯线张力的大小和绕线速度,以便达到线圈排布紧密有致,不至于每一层绕线,出现跳线、叠线及张力过大磨损刮擦漆膜层破损的情况,保证绕线质量,提高传感器精度。
23.进一步,所述步骤(2)中灌入胶水的量以平齐所述圆环壳最高处边缘为准。
24.采用上述进一步方案的有益效果是:灌入胶水的量以平齐所述圆最高处边缘为最
为适宜,不能出现胶多、胶少、漏灌的现象。如果超过此边缘,外壳会粘胶,若低于此边缘,会影响其绝缘性能。
25.进一步,所述步骤(2)中静置时间需达到10min或10min以上,静止后的半成品磁环置于65℃的烘箱中烘烤2h。
26.采用上述进一步方案的有益效果是:足够静置时间保证胶水中的气泡上浮到表面,避免成品中有气泡影响性能。设置合适的烘烤时间和温度,避免胶水过快固化发黄硬化或过慢固化影响生产效率。
27.进一步,所述步骤(4)中功能检测包括视检及综合测试,所述视检为监测半成品线序是否有混淆、焊接是否有虚假焊烫伤等现象;所述综合测试首先检测各组线圈绕制匝比是否准确无误,其次耐压监测过程,主要是对外层绕线(信号输入线圈)进行检测。
28.本发明目的之三提供一种电压传感器,包括电压传感器配件、控制板及外壳,所述电压传感器配件安装于所述控制板上,所述外壳包设于所述控制板及所述电压传感器配件。
29.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
30.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
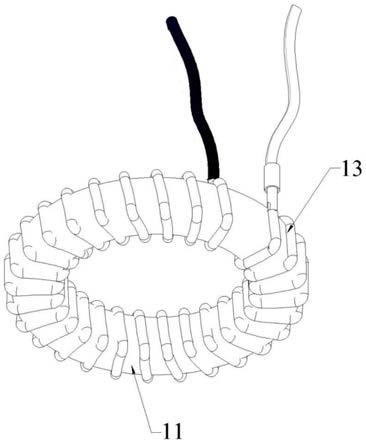
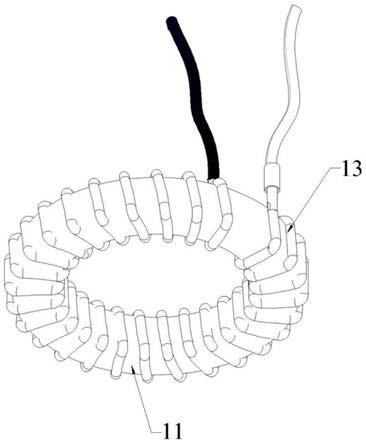
31.图1为本发明一实施例提供的一种电压传感器的第一单环磁片绕线后的示意图;
32.图2为本发明实施例1第一单环磁片及第二单环磁片组合的示意图;
33.图3为本发明实施例1中圆环壳的示意图
34.图4为本发明实施例1中生产方法的流出示意图。
35.附图中,各标号所代表的部件列表如下:
36.11、第一单环磁芯;12、第二单环磁芯;13、聚酯亚胺/聚酞胺酰亚胺复合漆包线;14、圆环壳。
具体实施方式
37.以下结合附图1
‑
4对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
38.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
39.需要说明的是,本发明中所涉及的步骤(1)
‑
步骤(4)并不对其先后顺序进行限定。
40.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
41.如图1
‑
4所示,本发明提供了一种电压传感器,包括电压传感器配件、控制板及外壳,电压传感器配件安装于所述控制板上,外壳包设于控制板及电压传感器配件。
42.电压传感器配件,包括第一单环磁芯11、第二单环磁芯12、聚酯亚胺/聚酞胺酰亚胺复合漆包线13及圆环壳14,聚酯亚胺/聚酞胺酰亚胺复合漆包线13缠绕于第一单环磁芯11、第二单环磁芯12及圆环壳14,圆环壳14包设于第一单环磁芯11及第二单环磁芯12。
43.优选的,第一单环磁芯11与第二单环磁芯12形状及大小一致,呈圆环状。
44.聚酯亚胺/聚酞胺酰亚胺复合漆包线13具有绝缘层漆膜耐热性强、机械强度高、较高抗软化及抗老化性能、耐冷冻剂、耐严寒、电气性能稳定、耐辐射等特性。通过聚酯亚胺/聚酞胺酰亚胺复合漆包线13缠绕第一单环磁芯11、第二单环磁芯12及圆环壳14,不仅增加了高速绕制耐磨性也提升了线圈之间的绝缘性可靠性,保证在高速绕制线圈时具有更可靠的产品质量,同时省掉了后续线圈绕组间需要聚氨酯薄膜进行绝缘防护的工艺流程,使其生产操作更简便,制备的产品合格率高,提升了生产效率。
45.本发明还提供了一种电压传感器配件的生产工艺,包括如下步骤:
46.(1)内层绕线:首先将第一单环磁芯11和第二单环磁芯12缠绕对
47.应线径、匝比的聚酯亚胺/聚酞胺酰亚胺复合漆包线13,采用不同颜色的引线按首尾抽头不同线序分别焊接,并在焊接处用热缩管进行绝缘处理,然后将绕好线的单环磁芯组合,并在外面缠绕对应线径、匝比的聚酯亚胺/聚酞胺酰亚胺复合漆包线13,采用不同颜色的引线按首尾抽头不同线序分别焊接,并在焊接处用热缩管进行绝缘处理,线圈绕制过程中需监测是否有跳线、叠线、破损、压刮抽头现象发生,加工过程中需注意控制线序、焊接质量,监测引线连接是否有线序混淆、烫伤、虚假焊现象发生,并对可以修复的进行修复,杜绝不良流入后道工序;
48.(2)灌封:首先将完成上述步骤的半成品平整装入圆环壳14内,调
49.整位置使其半成品与圆环壳14保持同心,灌封前使用胶棒对半成品进行整理,半成品不得出现半成品超高或者引线抛起等现象,并往内注入灌封满胶水后静置并烘烤至固化;
50.(3)外层绕线:将完成上述步骤的半成品缠绕对应线径、匝比的聚
51.酯亚胺/聚酞胺酰亚胺复合漆包线13,采用不同颜色的引线按首尾抽头不同线序分别焊接,并在焊接处用热缩管进行绝缘处理,此工序完成制得成品磁环,线圈绕制过程中需监测是否有跳线、叠线、破损、压刮抽头现象发生,加工过程中需注意控制线序、焊接质量,监测引线连接是否有线序混淆、烫伤、虚假焊现象发生,并对可以修复的进行修复,杜绝不良流入后道工序;
52.(4)功能检测:对成品磁环进行综合测试检测,并对可修复的不合格成品进行修复;
53.为解决此问题。通过线圈抽头的引线采用彩色线的方式,将定义好颜色的引线依序组焊到对应抽头上,使之各抽头的线序对应唯一颜色线,这样后续作业过程能更加直观
的区分对比线序率。相比于传统电压传感器上绕制多组线圈时,其抽头引出线采用一种颜色线材组焊,同时为区分抽头线序采用粘贴标识区分,此工艺作业中往往存在标识易脱落与混淆,粘贴撕掉标识较繁琐致使生产效率过低的问题,该方法改善了线序辨识的便利性,提高了产品的直通率,降低了作业不良率提升了生产效。
54.通过在半成品磁环外套装圆环壳14,并往内灌封填充满具有优良绝缘阻抗的胶水的工艺,解决并保障了检测线圈与信号输入线圈间爬电安全,杜绝了高压测试环节时的击穿不良,又保障了在振动湿热等各环境下产品的可靠性与耐侯性。解决了采用聚氨酯薄膜作为绝缘介质,在高压测试环节因检测线圈与信号输入线圈间的爬电距离太近,往往容易造成击穿不良的缺点。
55.优选的,步骤(1)
‑
步骤(3)中引线组焊到抽头过程中,焊接温度控制在365℃
‑
370℃之间。通过适宜的焊接温度及时间可保证充分焊接,使连接处完全融合在一起,温度过低会出现虚假焊,温度过高,时间过长会烫伤骨架胶件。
56.优选的,步骤(1)及步骤(3)绕线过程中,绕线速度控制在2000转/分~2500范围内;张力控制在4~15gf范围内。通过控制芯线张力的大小和绕线速度,以便达到线圈排布紧密有致,不至于每一层绕线,出现跳线、叠线及张力过大磨损刮擦漆膜层破损的情况,保证绕线质量,提高传感器精度。
57.优选的,步骤(2)中灌入胶水的量以平齐圆环壳14最高处边缘为准。灌入胶水的量以平齐圆最高处边缘为最为适宜,不能出现胶多、胶少、漏灌的现象。如果超过此边缘,外壳会粘胶,若低于此边缘,会影响其绝缘性能。
58.优选的,步骤(2)中静置时间需达到10min或10min以上,静止后的半成品磁环置于65℃的烘箱中烘烤2h。足够静置时间保证胶水中的气泡上浮到表面,避免成品中有气泡影响性能。设置合适的烘烤时间和温度,避免胶水过快固化发黄硬化或过慢固化影响生产效率。
59.优选的,步骤(4)中功能检测包括视检及综合测试,视检主要监测半成品线序是否有混淆、焊接是否有虚假焊烫伤等现象;综合测试首先检测各组线圈绕制匝比是否准确无误,其次耐压监测过程,主要是对外层绕线(信号输入线圈)进行检测。
60.本发明的具体工作原理及使用方法为:通过聚酯亚胺/聚酞胺酰亚胺复合漆包线13将第一单环磁芯11及第二单环磁芯12进行缠绕,保证线圈之间的绝缘性可靠性且在绕线过程中不会产生磨损,后采用不同颜色的引线按首尾抽头不同线序分别焊接,有利于后续加工。将绕好线的单环磁芯组合,并在外面缠绕聚酯亚胺/聚酞胺酰亚胺复合漆包线13后准备灌封,将上述半成品放置在圆环壳14中灌满具有优良绝缘阻抗的胶水后固化,此灌封过程解决并保障了检测线圈与信号输入线圈间爬电安全,杜绝了高压测试环节时的击穿不良,又保障了在振动湿热等各环境下产品的可靠性与耐侯性。然后在圆环壳14外缠绕聚酯亚胺/聚酞胺酰亚胺复合漆包线13得到所述电压传感器配件,对所述电压传感器配件进行综合测试检测,并对可修复的不合格成品进行修复。
61.以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的
实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。