1.本发明属于定位销技术领域,具体涉及一种三爪伸缩液压涨紧定位销。
背景技术:
2.当今制造业加工零件时常需要使用铸造毛坯较大预铸孔定位,一般的固定定位销无法满足毛坯零件的定位,因为大孔直径铸造误差比较大,以50
‑
100mm直径的大孔来说,其铸造直径波动达到
±
0.35mm左右,使用固定定位销则无法准确定位,且易发生定位后毛坯跑偏的现象。
3.为了克服固定定位销无法准确定位的问题,现通过使用结构复杂且需要液压进行控制的定位销,而且无法在较小孔上使用。
技术实现要素:
4.本发明的目的是提供一种三爪伸缩液压涨紧定位销,以解决现定位销在20mm以上直径的孔定为精度就会大幅度降低,基本不能用作精加工定位的问题。
5.为实现上述目的,本发明是通过以下技术方案实现的:
6.一种三爪伸缩液压涨紧定位销,包括导向销端盖、涨紧爪、涨紧爪安装座、涨销滑块、销轴、涨销芯轴及安装法兰;
7.在安装法兰的轴套外壁开设有两个油孔,分别为第一油孔和第二油孔,其中第一油孔与轴套的进油腔连通,第二油孔与轴套的回油腔连通;
8.销轴插入安装法兰内,在销轴的侧表面设置有两个环形槽,分别为第一环形槽和第二环形槽,其中第一环形槽与安装法兰的轴套的进油腔连通,第二环形槽与安装法兰的轴套的回油腔连通;
9.所述销轴设置有轴向贯通的气孔;
10.导向销端盖与涨紧爪安装座连接,涨紧爪与涨销滑块连接,涨紧爪安装座的一端插入销轴中,涨销芯轴插入涨紧爪安装座内孔中;涨紧爪安装座、销轴及涨销芯轴装配完成后形成一个油缸机构;
11.涨销芯轴的顶端设置有三道燕尾楔结构,与涨销滑块的一端的燕尾槽装配形成组件,并将该组件将涨芯销轴的轴向移动转换成涨销滑块的径向运动。
12.进一步的,导向销端盖直径与涨紧爪缩回时的直径基本一致,且导向销端盖的前端设置有锥形部。
13.进一步的,导向销端盖与涨紧爪安装座通过定位销定位,并通过端盖紧固螺栓固定,在端盖紧固螺栓外侧设置有熔塑封堵。
14.进一步的,涨紧爪包括涨紧爪本体及柄状杆,所述涨紧爪本体为三分之一圆弧结构,在柄状杆的侧壁设置有楔形槽。
15.进一步的,在涨紧爪安装座与销轴之间设置有第一密封圈,涨紧爪安装座与销轴之间通过销轴紧固螺栓固定连接。
16.进一步的,在涨销芯轴与涨紧爪安装座之间通过第一涨销芯轴密封圈和第二涨销芯轴密封圈密封。
17.进一步的,在销轴与安装法兰的轴套之间设置有第一销轴密封圈、第二销轴密封圈及第三销轴密封圈,实现油路隔断,以保证销轴轴向运动时,进油路和回油路的供油稳定。
18.进一步的,安装法兰的法兰端面设置有六个沉孔。
19.进一步的,在安装法兰的轴套外侧壁设置有第一安装法兰密封圈、第二安装法兰密封圈及第三安装法兰密封圈,以实现油路隔断。
20.本发明的有益效果是:
21.本技术方案的定位销,能够实现在精加工中使用大孔进行定位,可将大孔的定位精度提升至
±
0.03mm,可满足精加工使用并且在加工过程中使用特定孔进行位置纠偏。
附图说明
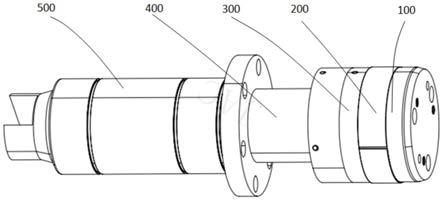
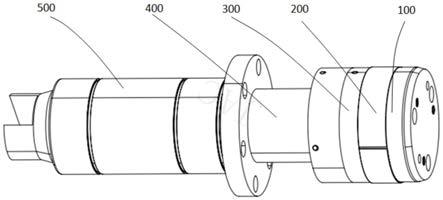
22.图1为本发明三爪伸缩液压涨紧定位销结构示意图;
23.图2为本发明三爪伸缩液压涨紧定位销轴向剖视图;
24.图3为本发明三爪伸缩液压涨紧定位销轴左视图;
25.图4为本发明三爪伸缩液压涨紧定位销轴右视图;
26.图5为图3的a
‑
a剖视图;
27.图6为图3的b
‑
b剖视图;
28.图7为图4的c
‑
c剖视图;
29.图8为涨紧爪结构示意图;
30.图9为涨紧爪安装座结构示意图;
31.图10为销轴结构示意图;
32.图11为安装法兰结构示意图;
33.图12为图11的轴向剖视图;
34.图13为涨销芯轴结构示意图;
35.图14为涨销滑块结构示意图。
36.附图标记说明
37.100、导向销端盖;101、涨销调整孔封堵螺钉;102、熔塑封堵;103、熔塑封堵;104、定位销;105、端盖紧固螺栓;200、涨紧爪;201、涨紧爪紧固螺钉;300、涨紧爪安装座;301、第一密封圈;302、第一气路密封圈;400、销轴;401、第二气路密封圈;402、气路封堵螺钉;403、缩回油路封堵螺钉;404、销轴锁固螺栓;405、熔塑封堵;500、安装法兰;501、第一销轴密封圈;502、第一安装法兰密封圈;503、第二安装法兰密封圈;504、第二销轴密封圈;505、第三安装法兰密封圈;506、第三销轴密封圈;600、涨销芯轴;601、第一涨销芯轴密封圈;602、第二涨销芯轴密封圈;700、涨销滑块;701、滑块密封圈。
具体实施方式
38.以下通过实施例来详细说明本发明的技术方案,以下的实施例仅是示例性的,仅能用来解释和说明本发明的技术方案,而不能解释为是对本发明技术方案的限制。
39.如图1和图2所示,本技术提供一种三爪伸缩液压涨紧定位销,包括导向销端盖100、涨紧爪200、涨紧爪安装座300、涨销滑块700、销轴400、涨销芯轴600及安装法兰500。
40.在安装法兰的轴套外壁开设有两个油孔,分别为第一油孔和第二油孔,其中第一油孔与轴套的进油腔连通,第二油孔与轴套的回油腔连通。
41.销轴插入安装法兰内,在销轴的侧表面设置有两个环形槽,分别为第一环形槽和第二环形槽,其中第一环形槽与安装法兰的轴套的进油腔连通,第二环形槽与安装法兰的轴套的回油腔连通。
42.所述销轴设置有轴向贯通的气孔。
43.导向销端盖与涨紧爪安装座连接,涨紧爪与涨销滑块连接,涨紧爪安装座的一端插入销轴中,涨销芯轴插入涨紧爪安装座内孔中;涨紧爪安装座、销轴及涨销芯轴装配完成后形成一个油缸机构。
44.涨销芯轴的顶端设置有三道燕尾楔结构,与涨销滑块的一端的燕尾槽装配形成组件,并将该组件将涨芯销轴的轴向移动转换成涨销滑块的径向运动。
45.本技术方案的定位销可在定位底部(见图3)连接液压油缸控制定位销伸缩实现主动插入产品定位孔的功能。
46.本技术方案在使用时需在底部(见图3)连接压缩空气,并通过气路密封圈401实现密封。
47.本技术方案在使用时需要在使用位置镗出特定直径安装孔,并将本技术方案的法兰整个插入孔中,法兰轴需与镗出孔精密配合,同时,安装孔内配置两路油路分别与法兰的轴套的外壁的第一油孔和第二油孔对接。
48.以下进行详细的描述:
49.本技术方案中,导向销盖直径与涨紧爪缩回时的直径基本一致,略小于定位孔直径,同时,导向销盖的端部设置有锥形部,在三爪伸缩液压紧定位销插入定位孔时起导向作用,同时又作为整个三爪伸缩液压涨紧定位销端盖使用。
50.导向销端盖与涨紧爪安装座通过两个定位销精确定位,并通过三个端盖紧固螺栓实现锁固(参见图7),最后再使用熔塑封堵进行端盖的防水处理(参考图4)。
51.涨紧爪包括涨紧爪本体及柄状杆,本技术的涨紧爪本体为三分之一圆弧结构,共三个涨紧爪,组成一个圆环结构,柄状杆设置于涨紧爪本体的圆弧内,本三爪伸缩液压紧定位销包括三个涨紧爪,在柄状杆上的侧壁上单边设置有楔型槽,如图8所示,在装配时柄状杆插入涨销滑块中,并通过涨紧爪紧固螺钉实现锁紧并消除柄状杆的轴向间隙。
52.如图2和图9所示,涨紧爪安装座一端插入销轴中,通过第一密封圈实现密封,并通过销轴紧固螺栓进行固定,最后再使用熔塑封堵405进行防水处理。涨销芯轴600插入涨紧爪安装座300内孔中,并通过第一涨销芯轴密封圈601和第二涨销芯轴密封圈602实现密封。涨紧爪安装座300、销轴400与涨销芯轴600装配完后形成一个油缸机构,通过对应油道进回油控制(参考图6)涨销芯轴600产生轴向运动。
53.如图2和图10所示,销轴表面开两道环形油槽,分别为第一环形油槽和第二环形油槽,其中第一环形油槽与进油路相通,第二环形油槽与回油路相通。销轴400插入安装法兰内孔500中(参考图5),并通过第一销轴密封圈501、第二销轴密封圈504及第三销轴密封圈506实现油路隔断,以保证销轴400轴向运动时进油路和回油路的供油稳定。
54.销轴400中心设有气孔,并连通至涨紧爪安装座300,以便在涨紧爪涨200出时,压缩空气持续给涨紧爪200间隙吹气,实现防尘,以避免涨紧爪200伸缩卡滞。
55.如图2、图11和图12所示,安装法兰500端面设有六个沉孔以供三爪伸缩液压涨紧定位销安装固定(参考图5)。安装法兰的轴套的外壁开有两个油孔,分别为第一油孔和第二油孔,第一油孔与安装法兰的轴套的进油腔连通,第二油孔与安装法兰的轴套的回油腔连通,并通过第一安装法兰密封圈502、第二安装法兰密封圈503及第三安装法兰密封圈505实现油路隔断。
56.如图2和图13所示,涨销芯轴600顶端配有三道燕尾楔结构,配合涨销滑块700一端的燕尾槽装配形成组件,并通过该组件将涨销芯轴600的轴向移动转换成涨销滑块700的径向运动。
57.如图2和图14所示,涨销滑块负责将涨销芯轴600的轴向运动转换成径向运动,并传递给涨紧爪200,实现涨紧爪的涨出或缩回动作。
58.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。