一种织物绗缝机
1.发明目的
2.本发明涉及用于制造垫子、羽绒被等织物的绗缝机。本发明的机器对象包括多对驱动辊,负责沿机器移动织物,以便其可在向前运动的两个方向上缝制织物,其中一对辊为主辊对,其余为所述主辊对的从辊对。因此,主辊对和从辊对在控制器的命令下以同步方式工作,以产生所需的缝制图案。本发明的目的是提供一种绗缝机,该绗缝机能够在机器的每个区域实现所需的最佳张力水平,从而在织物中形成准确、精确和无折痕的缝制图案。
背景技术:
3.用于缝制一层或多层布料的机器,通常称为绗缝机,是用于制造织物的设备,例如通常用于制造座垫、羽绒被等的设备。除其他元件外,这些机器通常由一系列辊子组成,待缝制的织物在辊子上排列,一个或多个缝纫头在织物通过机器向前移动时在织物上执行图案缝纫。
4.然而,已知的绗缝机不能沿着织物精确且均匀地执行图案缝纫,这导致织物末端不规整,并且,会在织物的缝制操作期间前后连续移动的缝纫图案中造成压痕。
5.此外,现有技术已知的绗缝机具有固定装置,以使得缝纫头在其表面上移动时将织物保持在静止位置,从而产生缝纫图案。但这种类型的绗缝机工作周期长,因此在大批量工作时不具有成本效益。
6.从这个意义上说,本发明的申请人发现,需要通过创新和高效的解决方案来解决上述问题,该解决方案能够通过精确控制机器每个区域中要缝制的织物上施加的张力,从而使织物能够高效缝制,并使其可在绗缝机中前后移动。
技术实现要素:
7.本发明的绗缝机发明目的能够解决上述缺点,这使得其能够获得绗缝织物的同时以精确和均匀的方式执行图案缝制,防止织物上不必要的不整齐处或压痕。
8.上述的一种织物绗缝机,包括:
9.‑
至少三对驱动辊,待缝制的织物可在其之间紧密通过。每一对都由两个对应设置的辊组成,最好是一个固定辊和一个可移动辊,并与一组链条和链轮相连接,以令辊之间彼此反向旋转,以及,织物可以在织物绗缝机中移动。每对驱动辊都与带有齿轮减速器和变速驱动装置的伺服电机相连。
10.‑
与每个变速驱动器和伺服电机相关联的控制器,用于独立且同时控制所有驱动辊和缝纫头,控制、确定每对驱动辊的速度和旋转度。因此,控制器可以精确地执行预设的缝纫图案,将必要的命令传输到变速驱动器和伺服电机,使一对驱动辊成为主对,在织物上执行缝纫图案,其余的驱动辊对为从对,与主辊对的移动同步,使织物可在机器中向前或向后移动,产生所需的缝纫图案。从辊对可驱动织物并在其上施加张力,主辊对前有一个缝制区域,主辊对后有一个缝制后区域。有利的是,通过成对的辊施加在织物上的张力可防止织物上产生折痕,从而产生精确且无不规整的缝纫图案,因为,不论织物在机器中向前移动的
方向如何,主辊对都始终在张力存在下接收织物。
11.‑
与每一端的驱动辊对相关联的气缸,允许选择成对辊之间的距离以及施加在织物上的压力。
12.‑
连接于每对驱动辊的稳定杆,用于保持辊对间彼此平行,防止织物在机器一端受到的棍压力比另一端更大,因此施加在待绗缝织物上的张力在其整个宽度上保持均匀,以确保缝纫图案的精确性和准确性。
13.‑
在缝制区域内设置至少一个独立的缝制头,用于缝制织物。缝纫头相对于机器中织物的运动方向垂直移动,以产生缝纫图案。
14.任选地,本发明的织物绗缝机具有两对额外的驱动辊,分别为进给驱动辊对和移除驱动辊对,分别布置在从辊对之前和之后,并与稳定杆和气缸相连,其功能与上述主辊对和从辊对相同。因此,一对进给驱动辊将未下料的织物引入机器,并在缝制区域之前形成织物的堆积区域,此时,织物上不施加张力。
15.有利地,缝制区域之前的堆积区域用于排除织物绗缝机之前的外部因素对待缝制的织物的影响,例如,绗缝阶段之前的织物生产和处理过程,这可以避免现有技术中必须在绗缝机中改变后续缝制的操作。为了确定堆积区域中存在的织物的长度,可选地,机器将安装一个传感器,用于测量堆积区域中织物的线性长度,所述传感器将测量的长度值传输给控制器,以便其能够作用于一对进给驱动辊,改变其速度和旋转度,以在缝制区域之前将所需数量的织物存储在堆积区域中。
16.以类似的方式,可选地,可进一步设有一对移除驱动辊对,驱动经过缝制的织物从机器上移除,在缝制后区域后生成经过缝制的织物的堆积区域,从而将已缝制的织物与织物绗缝机后的外部条件隔离,防止它们影响缝制操作。可选地,设有用于测量织物线性长度的传感器,负责确定缝纫后区域后的堆积区域中存在的织物长度,并将测量的长度值传输给控制器,以便其能够作用于驱动经过缝制的织物的一对驱动辊,改变其速度和旋转度,以在缝纫后区域积累所需的织物量。
17.为了使织物在机器的入口和出口处具有较大的曲率半径,织物绗缝机还可包括缝制区域前的至少一个自由辊和缝制后区域后的至少一个自由辊。
18.最后,织物绗缝机的每个辊可选地覆盖有橡胶或类似材料,以增加辊和织物之间的摩擦系数,促进织物在机器中的移动,并将其表面的损坏降至最低。
19.综上,所述织物绗缝机的配置能够获得精确的缝制图案,由于始终可以对所述织物施加的张力进行控制,以及对主辊对和从辊对的协调动作,从而将织物中的缺陷、折痕和不规整性降至最低,也可使织物在绗缝机的两个方向上向前移动,以适应缝纫模式或生产工艺本身的要求。
附图说明
20.作为补充,将在下面进行描述,并且为了帮助更好地理解根据本发明的优选实用实施例的特征,附上一组附图作为所述描述的组成部分,其以说明性和非限制性方式描述了以下内容:
21.图1所示为根据本发明目的的织物绗缝机和待缝制织物的横截面图。
22.图2显示了织物绗缝机后部透视图的部分图示。
23.图3显示了一组链条和链轮的细节示意图,这些链条和链轮用于在构成每对辊对的辊之间传递运动。
24.图4显示了织物绗缝机前部透视图的局部图示。
具体实施方式
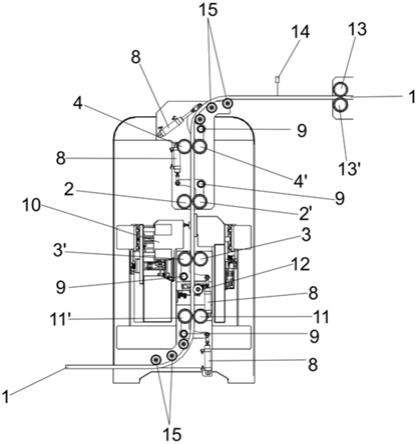
25.如图1、2和4所示,在本优选实施例中,织物绗缝机包括五对驱动辊,由两个外层和一个或多个中间填充层形成的织物1紧密通过其中。构成该辊对的每一个辊都与另一个辊以相反的方向旋转,驱动织物1,使其能够在织物绗缝机中前后移动。如图2和图4所示,辊2、3、4、11和13通过齿轮减速器和变速驱动装置固定,并连接至伺服电机7,而辊2’、3’、4’、11’和13’是可移动的。气缸8连接到每对辊的每一端,可通过改变成对辊之间的距离,从而改变施加在织物1上的压力。
26.图2和图3详细显示了一组链条5和链轮6,它们负责将固定辊2、3、4、11和13的运动传递到可移动辊2’、3’、4’、11’和13’。
27.如图1、2和4所示,在织物绗缝机的一种操作模式中,未缝制的织物1通过其下部引入,并通过机器垂直向前移动。三个自由辊15引导织物1的移动,增加其曲率半径,有助于其顺利进入机器,而织物1由一对进给驱动辊对11,11’驱动,产生织物1的堆积区域。如上所述,堆积区域可在进入织物绗缝机之前,将缝制操作与外部条件隔离。用于测量织物线性长度的传感器12,优选为传感器辊,以确定存在于堆积区域中的织物1的量,之后,该信息被传送到控制器以调节进给驱动辊对11、11’的速度和旋转度。
28.然后,一对从辊对3,3’驱动织物1,将织物1引入缝制区域,其中一个或多个缝纫头10(最多8个缝纫头)执行缝制操作。缝纫头10横向且独立地移动,而织物1在向前移动的两个方向上垂直向前移动,从而产生缝制图案。有利地,多个缝制头的使用可提高生产速度。
29.接着,经过缝制的织物1由主辊对2、2’驱动,再由从辊对4、4’施加的驱动,进入缝制后区域。
30.至此,驱动辊的从辊对3、3’和4、4’在缝制区域和缝制后区域对织物1施加2000n的最大张力,此时,主辊对2、2’始终接收拉紧的织物,因此可确保预定的缝制图案的精度和正确执行,防止在织物1向前和向后移动过程中织物出现褶皱。
31.有利的是,如上所述,控制器可同时控制所有辊对,使得主辊对2、2’执行缝制图案,并且从辊对3、3’、4、4’驱动和拉紧织物1的运动与主辊对2、2’的驱动同步。
32.另一方面,一对移除驱动辊对13,13’在通过三个自由辊15后驱动经过缝制的织物1,这三个自由辊15增加了经过缝制的织物1的曲率半径,在织物绗缝机的出口处形成一个堆积区域,其中对织物1施加最小张力,并使得缝制操作与织物绗缝机后的操作不受外部因素影响。在该堆积区域中,布置有用于测量织物1的线性长度的传感器14,优选为距离传感器,其负责向控制器发送与在所述区域中累积的织物1的量相关的信息,用于调节驱动经过缝制的织物1的一对驱动辊13,13’。
33.从上述图中可以看出,每对驱动辊都与稳定杆9相连,稳定杆9用于使成对的辊之间保持平行位置,防止织物1在机器的一端受到的压力比另一端更大,从而提高执行的缝纫图案的质量。
34.有利的是,上述配置可以使控制器作用于不同的伺服电机7和变速驱动装置,使织
物1在两个方向上移动,即根据预定的缝制模式和生产需要,通过织物绗缝机向前或向后移动。
35.构成每个传动副的辊的直径在75毫米到200毫米之间,优选为140毫米,壁厚在3毫米到20毫米之间,优选为8毫米。这些尺寸可为辊提供防止振动和变形所需的刚度。
36.最后,应指出的是,驱动辊上可覆盖有橡胶或类似材料,以增加与待绗缝织物1的摩擦系数,促进织物1的移动并保护其表面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。