1.本发明涉及路桥钢箱梁领域,特别涉及一种路桥钢箱梁拼装施工方法。
背景技术:
2.钢箱梁一般由顶板、底板、腹板、横隔板、纵隔板及加劲肋等通过全焊接的方式连接而成,其中顶板为由盖板和纵向加劲肋构成的正交异性桥面板,钢板箱形梁是工程中常采用的结构形式,为研究横隔板间距对集中荷载作用下简支钢箱梁畸变的影响,通过设置不同数量横隔板的简支钢箱梁,比较其在集中荷载作用下的畸变效应和刚性扭转效应,得到最大畸变效应随横隔板数量的变化曲线,在箱梁腹板顶端施加集中荷载,按畸变、刚性扭转、对称弯曲和偏心荷载四种工况采用荷载分解的方法进行计算。
3.现有技术中,路桥钢箱梁拼装施工方法的拼装方式均采用短线法,是指单个梁段分开制造,然后再将钢箱梁按顺序进行预拼装,因此使得路桥钢箱梁拼装施工时需要有较长的时间来移梁进行预拼装,增加路桥钢箱梁拼装施工的制造周期,降低路桥钢箱梁的制作效率,因此需要一种路桥钢箱梁拼装施工方法。
技术实现要素:
4.本发明的目的在于提供一种路桥钢箱梁拼装施工方法,以解决上述背景技术中提出的问题。
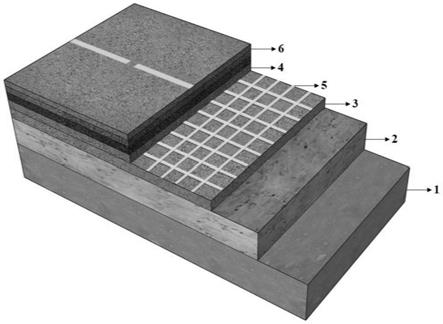
5.为实现上述目的,本发明提供如下技术方案:一种路桥钢箱梁拼装施工方法,包括施工方法如下:步骤一、将胎架纵向各点标高按设计给定的线形确定,胎架基础必须有足够的承载力,确保在使用过程中不发生汽降,在胎架上设置纵、横基线和基准点,以控制梁段的位置及高度,胎架纵向应预留两个活动横梁,运梁时平车进出方便,每轮次梁段下胎后,应重新对胎架进行检测;步骤二、为减少占用总拼装胎架时间,缩短总装周期,在顶板单元和两个底板单元在参与梁段组装前,先在专用胎架上分别将二块顶板单元和两个底板单元拼焊成一个吊装板块;步骤三、底板铺设焊接,陶瓷衬垫,把衬垫放在钢板和工件所规定的形状和尺寸的坡口背面,从正面焊,既能双面一次成形,背面焊缝成型饱满,焊迹整齐,打磨焊缝和除锈;步骤四、底板焊缝打磨,安装横梁、车行道横隔板,将横隔板与底板进行打磨除锈;步骤五、在多个横隔板之间瓶装腹板,横隔板与腹板相互垂直,调整腹板位置;步骤六、在横隔板与腹板的顶端铺设顶板,进行质量检测;步骤七、在钢桥组装焊接完成且制作质量检验合格后,进行整体喷砂、喷漆,涂料涂装遍数、涂层厚度符合设计要求。
6.优选的,所述路桥钢箱梁其横截面具有宽幅和扁平的外形特点,高宽比达到1:10左右。
7.优选的,所述焊缝金属表面焊波均匀,无裂纹,不允许有沿边缘或角顶的未熔和溢流、烧穿、未填满的火口和超出允许限度的气孔、夹渣、咬肉等缺陷。
8.优选的,所述涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明书无要求时,环境温度宜在5~38℃之间,相对湿度不应大于85%,构件表面有冰露时不得涂装,涂装后4h内不得淋雨。
9.优选的,所述涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,环境温度宜在5~38℃之间,相对湿度不应大于85%,构件表面有冰露时不得涂装,涂装后4h内不得淋雨。
10.优选的,所述对所有腹板、底板、横隔板的接料必须注意其轧制方向,轧制方向应与钢箱梁长度方向一致,接料焊接时应先焊横缝,后焊纵缝。
11.本发明的技术效果和优点:(1)通过将胎架纵向各点标高按设计给定的线形确定,胎架基础必须有足够的承载力,确保在使用过程中不发生汽降,在胎架上设置纵、横基线和基准点,以控制梁段的位置及高度,胎架纵向应预留两个活动横梁,运梁时平车进出方便,每轮次梁段下胎后,应重新对胎架进行检测;为减少占用总拼装胎架时间,缩短总装周期,在顶板单元和两个底板单元在参与梁段组装前,先在专用胎架上分别将二块顶板单元和两个底板单元拼焊成一个吊装板块,从而使得路桥钢箱梁拼装施工减少移梁进行预拼装的时间,缩短制造周期,增加路桥钢箱梁拼装施工的工作效率。
12.具体实施方式
13.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.本发明提供了一种路桥钢箱梁拼装施工方法,包括施工方法如下:步骤一、将胎架纵向各点标高按设计给定的线形确定,胎架基础必须有足够的承载力,确保在使用过程中不发生汽降,在胎架上设置纵、横基线和基准点,以控制梁段的位置及高度,胎架纵向应预留两个活动横梁,运梁时平车进出方便,每轮次梁段下胎后,应重新对胎架进行检测;步骤二、为减少占用总拼装胎架时间,缩短总装周期,在顶板单元和两个底板单元在参与梁段组装前,先在专用胎架上分别将二块顶板单元和两个底板单元拼焊成一个吊装板块;步骤三、底板铺设焊接,陶瓷衬垫,把衬垫放在钢板和工件所规定的形状和尺寸的坡口背面,从正面焊,既能双面一次成形,背面焊缝成型饱满,焊迹整齐,打磨焊缝和除锈;步骤四、底板焊缝打磨,安装横梁、车行道横隔板,将横隔板与底板进行打磨除锈;步骤五、在多个横隔板之间瓶装腹板,横隔板与腹板相互垂直,调整腹板位置;步骤六、在横隔板与腹板的顶端铺设顶板,进行质量检测;步骤七、在钢桥组装焊接完成且制作质量检验合格后,进行整体喷砂、喷漆,涂料
涂装遍数、涂层厚度符合设计要求。
15.路桥钢箱梁其横截面具有宽幅和扁平的外形特点,高宽比达到1:10左右;焊缝金属表面焊波均匀,无裂纹,不允许有沿边缘或角顶的未熔和溢流、烧穿、未填满的火口和超出允许限度的气孔、夹渣、咬肉等缺陷;涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明书无要求时,环境温度宜在5~38℃之间,相对湿度不应大于85%,构件表面有冰露时不得涂装,涂装后4h内不得淋雨;涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,环境温度宜在5~38℃之间,相对湿度不应大于85%,构件表面有冰露时不得涂装,涂装后4h内不得淋雨;对所有腹板、底板、横隔板的接料必须注意其轧制方向,轧制方向应与钢箱梁长度方向一致,接料焊接时应先焊横缝,后焊纵缝。
16.本发明工作原理:将胎架纵向各点标高按设计给定的线形确定,胎架基础必须有足够的承载力,确保在使用过程中不发生汽降,在胎架上设置纵、横基线和基准点,以控制梁段的位置及高度,胎架纵向应预留两个活动横梁,运梁时平车进出方便,每轮次梁段下胎后,应重新对胎架进行检测;为减少占用总拼装胎架时间,缩短总装周期,在顶板单元和两个底板单元在参与梁段组装前,先在专用胎架上分别将二块顶板单元和两个底板单元拼焊成一个吊装板块;底板铺设焊接,陶瓷衬垫,把衬垫放在钢板和工件所规定的形状和尺寸的坡口背面,从正面焊,既能双面一次成形,背面焊缝成型饱满,焊迹整齐,打磨焊缝和除锈;底板焊缝打磨,安装横梁、车行道横隔板,将横隔板与底板进行打磨除锈;在多个横隔板之间瓶装腹板,横隔板与腹板相互垂直,调整腹板位置;在横隔板与腹板的顶端铺设顶板,进行质量检测;在钢桥组装焊接完成且制作质量检验合格后,进行整体喷砂、喷漆,涂料涂装遍数、涂层厚度符合设计要求。
17.在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
18.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的记载均可以进行订制。
19.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。