1.本技术涉及硅棒处理技术领域,具体地,涉及一种硅棒处理系统。
背景技术:
2.目前,随着社会对绿色可再生能源利用的重视和开放,光伏太阳能发电领域越来越得到重视和发展。光伏发电领域中,通常的晶体硅太阳能电池是在高质量硅片上制成的,这种硅片从提拉或浇铸的硅棒后通过线锯切割而成,即线切割技术,切割之后对方棒进行打磨。传统的硅棒切割系统和磨削系统是两个独立的系统。
3.现有的切割和打磨是各自独立的系统,且导致硅棒处理的效率较低。
4.在背景技术中公开的上述信息仅用于加强对本技术的背景的理解,因此其可能包含没有形成为本领域普通技术人员所知晓的现有技术的信息。
技术实现要素:
5.本技术实施例提供了一种新结构的硅棒处理系统。
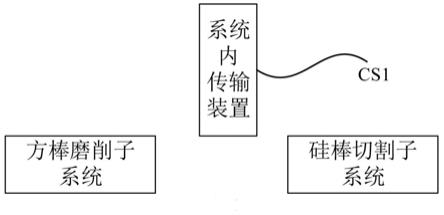
6.本技术实施例提供了一种硅棒处理系统,包括:并排设置的硅棒切割子系统和方棒磨削子系统,其中,所述硅棒切割子系统用于对硅棒进行切割形成方棒,所述方棒磨削子系统用于对方棒进行磨削形成磨削后的成品方棒;系统内传输装置,设置在所述硅棒切割子系统和方棒磨削子系统的一侧;其中,所述系统内传输装置用于运动到所述硅棒切割子系统将切割后的方棒取下,且将切割后的方棒带到所述方棒磨削子系统处。
7.本技术实施例由于采用以上技术方案,具有以下技术效果:系统内传输装置能够运动到硅棒切割子系统,还能够运动到方棒磨削子系统。这样,在系统内传输装置运动到硅棒切割子系统,从硅棒切割子系统处将切割形成的方棒取下;系统内传输装置携带方棒运动到方棒磨削子系统,直接将方棒上料到方棒磨削子系统。本技术实施例的硅棒处理系统,采用一个部件系统内传输装置,既能从硅棒切割子系统取下切割后的方棒,又能将切割后的方棒传输到方棒磨削子系统,使得硅棒处理系统结构部件较少,结构简单,占用空间小。
附图说明
8.图1为本技术实施例的硅棒处理系统的布局示意图;图1a为图1所示的硅棒处理系统的系统内传输装置运动到硅棒切割子系统位置工作的示意图;图1b和图1c为系统内传输装置将圆形的硅棒从上下料装置处转运至切割装置的示意图;图2
‑
1为图1所示系统内传输装置运动到方棒磨削子系统位置工作的示意图;
图2
‑
2为图2
‑
1所示系统内传输装置的示意图;图2
‑
3为图2
‑
1所示方棒磨削子系统的复合磨削装置的示意图;图2
‑
4为图2
‑
1所示方棒磨削子系统的方棒转运装置的示意图;图3a、图3b和图3c为本技术实施例的硅棒切割子系统的转运装置的示意图;图3d和图3e为图3a的转运装置的上夹爪组件和下夹爪组件的示意图;图3f为硅棒的四个晶线在硅棒的端面的晶线端点的示意图;图4a为本技术实施例的硅棒切割子系统的切割装置的切割机头机构的示意图;图4b为本技术实施例的硅棒切割子系统的同一切割装置的两个切割机头机构自上而下对硅棒切割完成的示意图;图4c和图4d为将图4b中一次切割形成的两个边皮从机头通孔中移走的示意图;图4e为图4a所示的切割机头机构的张力轮组件的示意图;图4f为图1a所示的切割装置的支撑框架、横向进给机构和竖向进给机构的示意图;图4g为图1a所示的硅棒切割子系统的硅棒夹头机构和硅棒支撑机构配合夹紧硅棒的示意图;图4h为图4g所示的硅棒支撑机构的示意图;图5为本技术实施例的硅棒切割子系统的机座、两个切割装置和边皮卸载装置配合的示意图;图5a为本技术实施例的硅棒切割子系统的边皮卸载装置的边皮夹持框架的示意图;图5b为图5a所示的边皮夹持框架(具有罩板)在夹持边皮之前的相对位置示意图;图5c为图5a所示的边皮夹持框架和夹持框架运动组件配合形成边皮夹持机构的示意图;图5d为图5a所示的边皮夹持框架和硅棒切割子系统的切割装置相互配合的示意图;图5e为本技术实施例的硅棒切割子系统的边皮卸载装置的边皮收集机构收集边皮的示意图。
具体实施方式
9.实施例一本技术实施例的硅棒处理系统,如图1,图1a,图1b,图1c和图2
‑
1所示,包括:并排设置的硅棒切割子系统和方棒磨削子系统,其中,所述硅棒切割子系统用于对硅棒进行切割形成方棒,所述方棒磨削子系统用于对方棒进行磨削形成磨削后的成品方棒;系统内传输装置cs1,设置在所述硅棒切割子系统和方棒磨削子系统的一侧;其中,所述系统内传输装置cs1用于运动到所述硅棒切割子系统将切割后的方棒取下,且将切割后的方棒带到所述方棒磨削子系统处。
10.本技术实施例的硅棒处理系统,系统内传输装置能够运动到硅棒切割子系统,还能够运动到方棒磨削子系统。这样,在系统内传输装置运动到硅棒切割子系统,从硅棒切割
子系统处将切割形成的方棒取下;系统内传输装置携带方棒运动到方棒磨削子系统,直接将方棒上料到方棒磨削子系统。本技术实施例的硅棒处理系统,采用一个部件系统内传输装置,既能从硅棒切割子系统取下切割后的方棒,又能将切割后的方棒传输到方棒磨削子系统,使得硅棒处理系统结构部件较少,结构简单,占用空间小。
11.实施中,如图1,图1a,图1b,图1c和图2
‑
1所示,所述系统内传输装置cs1还用于运动到所述硅棒切割子系统处将圆形的硅棒进行上料;所述系统内传输装置cs1还用于运动到所述方棒磨削子系统处将磨削后的成品方棒下料。
12.这样,系统内传输装置集合了:将圆形的硅棒上料到硅棒切割子系统处;将切割后的方棒取下运动到硅棒磨削子系统,再将方棒上料至方棒磨削子系统;将方棒磨削子系统磨削形成的成品方棒进行下料。至此,完成了整个硅棒的处理过程。
13.硅棒处理系统不仅是结构简单,而且将方棒的流转较为简单,有利于加快硅棒处理的整个过程。
14.实施中,如图2
‑
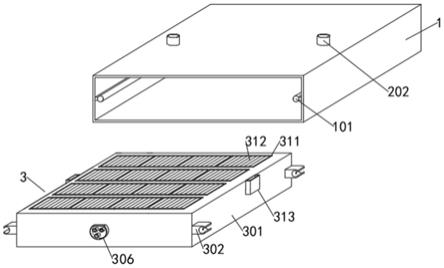
2所示,所述系统内传输装置cs1包括:系统转运框架cs11;切割下料磨削上料组件cs21,安装在所述系统转运框架cs11之上;切割下料磨削上料翻转气缸cs22,所述切割下料磨削上料翻转气缸cs22的缸体与所述系统转运框架cs11的底部固定,所述切割下料磨削上料翻转气缸cs22的导向杆与所述切割下料磨削上料组件cs11固定推动所述切割下料磨削上料组件cs21翻转90度。
15.实施中,如图2
‑
2所示,所述系统内传输装置还包括:切割上料组件cs23,安装在所述系统转运框架之上;切割上料翻转气缸,所述切割上料翻转气缸的缸体与所述系统转运框架的底部固定,所述切割上料翻转气缸的导向杆与所述切割上料组件固定推动所述切割上料组件cs23翻转90度;成品下料组件cs24,安装在所述系统转运框架之上;成品下料翻转气缸,所述成品下料翻转气缸的缸体与所述系统转运框架的底部固定,所述成品下料翻转气缸的导向杆与所述成品下料组件固定推动所述成品下料组件cs24翻转90度;系统内运动机构,连接所述系统转运框架、硅棒切割子系统和方棒磨削子系统,用于带动所述系统转运框架运动到所述硅棒切割子系统和所述方棒磨削子系统。
16.圆棒上料过程:切割上料组件cs23平放,将圆形的硅棒横向固定在切割上料组件cs23之上;将切割上料组件cs23翻转90度成为竖放,之后由硅棒切割子系统进行后续的流程。
17.方棒取下的过程:切割下料磨削上料组件cs21竖放,从硅棒切割子系统处承载竖向的切割后的方棒;系统内传输装置cs1直接运动将竖向的方棒和切割下料磨削上料组件cs21运动到方棒磨削子系统,之后,由方棒磨削子系统进行后续将切割后的方棒移动到磨削工位进行磨削形成竖向的成品方棒。
18.成品方棒下料的过程:成品下料组件cs24竖放,从方棒磨削子系统处承载竖向的成品方棒,翻转90度成为横放,进行成品方棒的下料。
19.系统内传输装置机构简单,功能复合,使得硅棒处理系统结构简单。
20.实施中,如图2
‑
2所示,所述切割下料磨削上料组件包括:l形的切割下料磨削上料架cs211;切割下料磨削上料支撑机构cs212,固定在所述切割下料磨削上料的长臂内侧;切割下料磨削上料夹紧块和切割下料磨削上料锁紧气缸,所述切割下料磨削上料锁紧气缸的缸体与所述切割下料磨削上料架固定,所述切割下料磨削上料夹紧块固定在所述切割下料磨削上料锁紧气缸的导向杆的上端且与所述切割下料磨削上料架的短臂相对设置。
21.l形的切割下料磨削上料架的短臂内侧和切割下料磨削上料夹紧块夹在切割后的方棒的下端面和上端面,实现切割后方棒的纵向固定。
22.实施例二本技术实施例对图2
‑
1所示的方棒磨削子系统,进行说明。方棒磨削子系统包括:磨削机座m1,所述磨削机座m1具有两个用于竖向固定方棒的磨削工位,两个所述磨削工位间隔设置;对竖向固定在同一磨削工位的方棒进行粗磨和细磨的复合磨削装置m2,所述复合磨削装置为两个,所述复合磨削装置和所述磨削工位一一对应且固定在所述磨削机座之上;方棒转运装置m3,所述方棒转运装置为一个且与所述磨削机座连接;其中,所述方棒转运装置用于从所述系统内传输装置处取得切割后的方棒转运至磨削工位、将磨削后的成品方棒从磨削工位处转运到系统内传输装置。
23.本技术实施例的方棒磨削子系统,磨削机座具有两个磨削工位,磨削工位用于竖向固定方棒为磨削提供准备。竖向固定方棒,即在方棒的上端面和下端面对方棒进行固定,这样,方棒需要被磨削的四个侧面和四个棱边没有被遮挡,能够方便的进行磨削。复合磨削装置,能够对与之对应的磨削工位处固定的方棒进行粗磨和细磨,即两个复合磨削装置的功能是各自独立和完整的,即便在其中一个复合磨削装置无法工作时,另一个复合磨削装置依然能够独立完成粗磨和细磨。方棒转运装置为一个,即两个磨削工位使用同一个方棒转运装置,能够满足磨削工位的需求,且使得本技术实施例的方棒磨削子系统整体部件较少,结构简单,占用空间也较小。
24.下面分别对方棒磨削子系统的各个组成部分进行说明。
25.方棒磨削子系统的复合磨削装置的结构实施中,如图2
‑
1和图2
‑
3所示,所述复合磨削装置包括:对方棒进行粗磨和细磨的复合磨削本体m21;磨削支撑框架m22,固定在所述磨削机座之上;方棒支撑机构,所述方棒支撑机构包括方棒支撑头m23
‑
1和方棒支撑头安装座m23
‑
2,所述方棒支撑头安装座m23
‑
2设置固定在所述磨削支撑框架m22的一侧,所述方棒支撑头m23
‑
1固定在所述方棒支撑头安装座m23
‑
2的顶端。
26.磨削支撑框架是复合磨削装置的安装基础。方棒支撑头,作为直接与方棒接触的
部件,对其的要求是较高的,如粗糙度、平面度等等。采用方棒支撑头和方棒支撑头安装座两个部件的形式,要求较高的部件方棒支撑头结构较小,方棒支撑头安装座的要求较低,使得符合磨削装置的制造精度要求较低。另外,在方棒支撑头发生损坏时,能够方便的进行更换,维护较为便捷,维护成本也较低。
27.实施中,如图2
‑
1和图2
‑
3所示,所述复合磨削装置还包括方棒压紧机构,所述方棒压紧机构包括:方棒压紧头m23
‑
3和方棒压紧头安装座m23
‑
4,所述方棒压紧头固定在所述方棒压紧头安装座的外底面;压紧头z方向运动机构m23
‑
5,分别与所述方棒压紧头安装座和所述磨削支撑框架固定。
28.方棒压紧头,作为直接与方棒接触的部件,对其的要求是较高的,如粗糙度、平面度等等。采用方棒压紧头和方棒压紧头安装座两个部件的形式,要求较高的部件方棒压紧头结构较小。另外,在方棒压紧头发生损坏时,能够方便的进行更换,维护较为便捷,维护成本也较低。
29.方棒磨削子系统的方棒转运装置的结构实施中,如图2
‑
1和图2
‑
4所示,所述方棒转运装置m3包括:方棒转运框架m31;对竖向设置的磨削前的方棒进行左右夹持的磨削前方棒夹爪组件;对竖向设置的磨削后的方棒进行左右夹持的磨削后方棒夹爪组件,所述磨削前方棒夹爪组件和磨削后方棒夹爪组件,分别连接在所述方棒转运框架相背的两侧。
30.这样,对竖向设置的磨削前的方棒和磨削后的方棒采用不同的结构进行左右夹持,各自的结构适合磨削前的方棒和磨削后的方棒的特点。这样,对磨削后的方棒进行了充分的保护;同时,也降低了磨削前方棒夹爪组件的加工精度的要求。磨削前方棒夹爪组件和磨削后方棒夹爪组件相背固定在同一部件相背的两侧,使得方棒转运装置的部件较为简单,使得方棒磨削子系统的整体结构较小。
31.实施中,如图2
‑
1和图2
‑
4所示,所述方棒转运装置还包括:驱动方棒转运框架旋转的方棒转运回转机构m32
‑
1,所述方棒转运框架m31旋转安装在所述方棒转运回转机构m32
‑
1之上;带动方棒转运回转机构在y2方向运动的方棒y2方向运动机构m32
‑
2,所述方棒y2方向运动机构m32
‑
2安装在所述方棒转运回转机构m32
‑
1的外底部;其中,y2方向为靠近和远离所述磨削机座的方向;带动方棒y2方向运动机构在x2方向运动的方棒x2方向运动机构m32
‑
3,所述方棒x2方向运动机构m32
‑
3连接在所述方棒y2方向运动机构m32
‑
2的侧面和所述磨削机座m1的侧面;其中,x2方向为两个磨削工位的排列方向。
32.方棒x2方向运动机构m32
‑
3能够方棒转运框架在x2方向运动,即能够在两个磨削工位之间运动。方棒y2方向运动机构m32
‑
2能够带动方棒转运框架在y2方向运动,即能够靠近和远离磨削机座进而靠近和远离磨削工位。方棒转运回转机构m32
‑
1能够旋转,这样,能够方便的切换工作的夹爪组件,可以是磨削前方棒夹爪组件,也可以是磨削后方棒夹爪组件。这样,方棒转运装置非常灵活,能够在实现将磨削前的方棒转运至磨削工位、将磨削后
的成品方棒从磨削工位处转运。
33.实施中,如图2
‑
1和图2
‑
4所示,所述磨削前方棒夹爪组件包括:磨削前方棒上夹爪安装件m33
‑
1,与所述方棒转运框架在z方向滑动连接;其中,z方向为垂向方向;相对安装的两个磨削前方棒上夹爪m33
‑
2,两个所述磨削前方棒上夹爪与所述磨削前方棒上夹爪安装件转动连接以实现对磨削前方棒的夹持和松开;磨削前方棒下夹爪安装件m33
‑
3,与所述方棒转运框架在z方向滑动连接;相对安装的两个磨削前方棒下夹爪m33
‑
4,两个所述磨削前方棒下夹爪与所述磨削前方棒下夹爪安装件转动连接,以实现对磨削后方棒的夹持和松开;驱动磨削前方棒上夹爪安装件相对于磨削前方棒下夹爪安装件在z方向上下运动、驱动磨削前方棒上夹爪安装件和磨削前方棒下夹爪安装件同步上下运动的磨削前夹爪驱动组件。
34.这样,磨削前方棒上夹爪安装件相对于磨削前方棒下夹爪安装件在z方向上下运动,即上夹爪相对于下夹爪能够上下调整,能够夹持不同高度方棒,方棒较长时,上夹爪和下夹爪之间的距离较大;方棒较短时,上夹爪和下夹爪支架的距离可以调整的较小。磨削前方棒上夹爪安装件和磨削前方棒下夹爪安装件同步上下运动,即上夹爪和下夹爪能够整体同步运动,即完成对硅棒的抬起和放下。
35.实施中,所述磨削后方棒夹爪组件包括:磨削后方棒上夹爪安装件,与所述方棒转运框架在z方向滑动连接;相对安装的两个磨削后方棒上夹爪,两个所述磨削后方棒上夹爪与所述磨削后方棒上夹爪安装件转动连接以实现对磨削后方棒的夹持和松开;磨削后方棒下夹爪安装件,与所述方棒转运框架在z方向滑动连接;相对安装的两个磨削后方棒下夹爪,两个所述磨削后方棒下夹爪与所述磨削后方棒下夹爪安装件转动连接,以实现对磨削后方棒的夹持和松开;驱动磨削后方棒上夹爪安装件相对于磨削后方棒下夹爪安装件在z方向上下运动、驱动磨削后方棒上夹爪安装件和磨削后方棒下夹爪安装件同步上下运动的磨削后夹爪驱动组件。
36.实施例三本技术实施例对图1a所示的硅棒切割子系统,进行说明。本技术实施例的硅棒切割子系统,如图1,图1a和图1b所示,包括:机座1,所述机座1具有间隔设置的一个切割工位和一个磨削工位;与所述切割工位一一对应的切割装置4,固定在所述机座1之上;其中,所述切割装置4用于形成线锯对切割工位处的硅棒进行切割形成切割后的方棒;与所述磨削工位一一对应的复合磨削装置m2,用于对固定在磨削工位的方棒进行粗磨和细磨形成成品方棒;转运装置3,安装在所述机座之上且位于所述切割工位和所述磨削工位之间;其中,所述转运装置用于切割工位处形成的方棒转运至所述磨削工位。
37.本技术实施例的硅棒切割子系统,机座具有间隔设置的一个切割工位和磨削工位,切割装置对切割工位处的硅棒进行切割形成切割后的方棒,复合磨削装置对磨削工位
处的方棒进行粗磨和细磨,形成成品方棒。转运装置安装在机座之上且位于切割工位和磨削工位之间,能够将切割工位处的方棒转运至磨削工位。这样,本技术实施例的硅棒切割子系统,能够实现将圆形的硅棒切割形成切割后的方棒,对切割后的方棒粗磨及精磨后形成成品方棒。即实现硅棒的切割、粗磨和细磨的全流程,使得整个系统的结构简单,部件较少,小型化较高。
38.实施中,如图1a所示,硅棒切割子系统还包括:上下料装置2,与所述机座1固定;其中,所述上下料装置2用于圆形的硅棒的上料和成品方棒的下料;其中,所述转运装置3还用于将所述上下料装置2上料的硅棒转运至所述切割工位,且用于将磨削工位处的成品方棒转运至所述上下料装置2。
39.转运装置实现了三个功能:第一个功能是将上下料装置处上料的圆形的硅棒转运至切割工位;在切割工位切割形成切割后的方棒;第二个功能是将切割后的方棒转运至磨削工位;在磨削工位进行磨削后形成成品方棒;第三个功能是将成品方棒转运至上下料装置处;最后由上下料装置完成成品方棒的下料。
40.上下料装置和转运装置配合,实现了硅棒、切割后的方棒和成品方棒的整个流转流程。
41.硅棒切割子系统的转运装置的结构如图1a,图1b,图1c,图3a,图3b和图3c所示,硅棒切割子系统的转运装置3包括:上下料夹爪框架31;上夹爪组件和下夹爪组件,上下间隔平行安装在所述上下料夹爪框架31的同一侧;转运驱动组件,用于驱动所述上夹爪组件相对于所述下夹爪组件在垂向方向上下运动,还用于驱动所述上夹爪组件和所述下夹爪组件同步上下运动。其中,上夹爪组件和下夹爪组件上下运动的方向为垂向方向,即硅棒切割子系统的z方向。
42.具体的,转运驱动组件包括上夹爪转运驱动装置,分别与所述下夹爪组件和所述上夹爪组件固定且带动所述上夹爪组件相对于下夹爪组件上下运动;下夹爪转运驱动装置,分别与所述上下料夹爪框架和所述下夹爪组件固定且带动所述下夹爪组件、上夹爪组件和所述上夹爪转运驱动装置同步上下运动。
43.通过转运驱动组件,实现了两个功能,一是上夹爪组件能够单独向上运动使得上夹爪组件和下夹爪组件之间的距离能够变大,还能够单独向下运动使得上夹爪组件和下夹爪组件之间的距离复位和变小。这样,在硅棒或方棒较短时,上夹爪组件和下夹爪组件之间的距离可能不需要调整,仅需要用下夹爪组件进行夹持;在硅棒或方棒较长时,上夹爪组件和下夹爪组件之间的距离可以保持不变且上夹爪组件和下夹爪组件同时进行夹持;在硅棒或方棒特长时,可以增加增大上夹爪组件和下夹爪组件之间的距离在转运时对硅棒或方棒进行稳定夹持。二是转运装置夹持住硅棒或方棒,需要抬起进行转动时,上夹爪组件和所述下夹爪组件之间的距离保持不变,同步向上运动,即将夹持住的硅棒或方棒抬起,进行硅棒或方棒转运;硅棒或方棒转运到位后,上夹爪组件和下夹爪组件之间的距离保持不变,同步向下运动,即将夹持的方棒或方棒放下。
44.实施中,如图3c所示,所述转运驱动组件包括:转运气液缸321,所述转运气液缸321的缸体固定在所述上下料夹爪框架31的底部,所述转运气液缸321的导向杆上端与所述下夹爪组件固定;气液转换器322,与所述转运气液缸321连接;其中,进入所述气液转换器322的气体把液压油挤压进入所述转运气液缸321,带动所述转运气液缸321的导向杆将所述下夹爪组件顶起;即上夹爪转运驱动装置包括转运气液缸321和气液转换器322;转运气缸323,所述转运气缸323的缸体与所述下夹爪组件固定,所述转运气缸323的导向杆上端与所述上夹爪组件固定;其中,气源进入所述转运气缸323的气体,带动所述转运气缸323的导向杆将所述上夹爪组件顶起;即下夹爪转运驱动装置包括转运气缸323。
45.转运气液缸和转运气缸的组合方式,使得转运驱动组件的结构较小,能够使得转运装置的整体结构较小。
46.具体的,当夹持较短的硅棒时,转运气缸复位缩回且转运气液缸伸出;当夹持较短的硅棒时,转运气缸和转运气液缸同时伸出。
47.如当硅棒长度是大于等于150mm小于等于400mm时,此时只有下夹爪组件夹紧切割前的圆形的硅棒或切割后的方棒,然后转运气液缸动作抬起硅棒或方棒进行转运。
48.当硅棒长度大于400mm小于等于850mm时,上夹爪组件和下夹爪组件之间的距离保持不变,共同参与夹紧切割前的圆形的硅棒或切割后的方棒。
49.当硅棒长度大于850mm时,上夹爪组件和下夹爪组件共同参与夹紧切割前的圆形的硅棒或切割后的方棒,其中,上夹爪组件因为转运气缸的作用可以在上下料夹爪框架的垂向方向上下运动,适应不同长度的切割前的圆形的硅棒或切割后的方棒进行夹紧动作。
50.实施中,如图3a,图3d和图3e所示,所述上夹爪组件和所述下夹爪组件各自包括:转运夹爪固定板331;左夹爪332
‑
1和右夹爪332
‑
2,固定在所述转运夹爪固定板331的正侧且相对设置,所述左夹爪332
‑
1和右夹爪332
‑
2能够靠近和远离,以实现夹持和松开;其中,所述转运夹爪固定板固定左夹爪和右夹爪的一侧为转运夹爪固定板的正侧;硅棒检测组件,固定在所述转运夹爪固定板331的正侧,且所述硅棒检测组件的硅棒检测探针333位于所述左夹爪332
‑
1和所述右夹爪332
‑
2之间;所述转运装置还包括硅棒检测处理单元,与所述硅棒检测组件333连接;其中:所述硅棒检测组件用于在所述左夹爪332
‑
1和右夹爪332
‑
2相对远离与硅棒之间保持间隙即不对硅棒进行夹持,且硅棒的底部置于硅棒支撑机构之上进行旋转时,所述硅棒检测组件的硅棒检测探针333
‑
1保持压在硅棒的外周面;所述硅棒检测处理单元用于根据所述硅棒检测组件的硅棒检测探针的信号得到硅棒的晶线的位置,判断硅棒是否满足预设的硅棒标准。
51.实施中,所述硅棒检测处理单元具体用于:在硅棒的晶线的数量小于4或大于4的情况下,判断硅棒不满足预设的硅棒标准;在硅棒的进行的数量为四个的情况下,图3f所示,硅棒6的四个晶线在硅棒的端面的晶线端点61中,每两个相邻的晶线端点61的连线形成四条切割直线;在四条切割直线形成的四个夹角α均大于等于85度小于等于95度时,判断硅棒满足预设的硅棒标准,后续可以进行切割;
在四条切割直线形成的四个夹角中的任一个小于85度或大于95度,判断硅棒不满足预设的硅棒标准,即硅棒的晶线过于倾斜。即便切割后也无法得到方棒,后续不进行切割。
52.这样,硅棒检测组件和硅棒检测处理单元相配合,对硅棒是否满足预设的硅棒标准进行一次判断,避免了对不符合预设的硅棒标准的硅棒进行切割,提高了效率,减少了时间的浪费。
53.所述硅棒检测处理单元还用于:判断置于硅棒支撑机构之上的硅棒相对于硅棒支撑机构的中心的实际偏心度,在实际偏心度超出预设允许的偏心范围,则需要调整硅棒的位置;判断置于硅棒支撑机构之上的硅棒的实际倾斜度,在实际倾斜度超出预设允许的倾斜范围,则需要进行人工判断;人工判断,确实超出实际倾斜度超出预设允许的倾斜范围,则不进行切割。
54.硅棒检测单元上述处理过程,都需要以硅棒检测组件的信号为基础进行。
55.实施中,如图3a,图3b和图3c所示,转运装置还包括:两个竖向导轨341,竖向平行设置在所述转运夹爪固定板331的一侧;两个转运夹爪滑块,固定在所述转运夹爪固定板331的背侧,所述转运夹爪滑块和所述竖向导轨341滑动连接;其中,所述转运气液缸321的导向杆上端与所述下夹爪组件的转运夹爪固定板固定,所述转运气缸323的导向杆上端与所述上夹爪组件的转运夹爪固定板固定。
56.所述转运气液缸能够带动下夹爪组件整体能够相对于上下料夹爪框架在上下料夹爪框架的高度方向上下运动。转运气缸能够带动上夹爪组件整体相对于下夹爪组件在垂向方向上下运动。
57.实施中,所述上夹爪组件和所述下夹爪组件各自还包括:夹爪同步反向运动组件,所述左夹爪和所述右夹爪通过所述夹爪同步反向运动组件与所述转运夹爪固定板安装;其中,所述夹爪同步反向运动组件用于带动所述左夹爪和所述右夹爪同步反向运动以相互靠近和远离。
58.这样,能够方便的实现左夹爪和右夹爪同时夹持住硅棒,同时松开硅棒。
59.具体的,如图3d和图3e所示,夹爪同步反向运动组件包括:转运夹爪气缸351,所述转运夹爪气缸351的缸体与转运夹爪固定板331固定;两个连接板352,所述转运夹爪气缸351的导向杆的上端与其中一个连接板固定;两个齿条353,两个连接板352相对的一侧分别固定齿条353;同步齿轮354,与两个所述齿条353啮合。
60.这样,能够方便的实现左夹爪和右夹爪同时夹持住硅棒或方棒。
61.实施中,转运装置还包括:转运旋转机构,所述上下料夹爪框架固定在所述转运旋转机构之上,所述转运旋转机构安装在硅棒切割子系统的机座之上且位于硅棒切割子系统的两个切割工位之间运动;其中,所述转运旋转机构用于带动所述上下料夹爪框架旋转,还用于在硅棒切割
子系统的两个切割工位之间沿硅棒切割子系统的横向方向运动,还用于在硅棒切割子系统的y方向运动,硅棒切割子系统的y方向与转运装置靠近和远离硅棒切割子系统的上下料装置的前后方向一致。
62.转运旋转机构能够带动上下料夹爪框架旋转且能在硅棒切割子系统的两个切割工位之间运动,且能够带动上下料夹爪框架靠近和远离上下料装置。这样,就能实现将硅棒转运至切割工位的过程和将切割形成的方棒从切割工位转运走的两个过程。将硅棒转运至切割工位的过程具体包括:将上夹爪组件和下夹爪组件转向上下料装置,并靠近上下料装置竖向承载的硅棒,夹持住硅棒并将硅棒抬起;退回并旋转,使得硅棒朝向其中一个切割工位;在硅棒切割子系统的x方向靠近其中一个切割工位,将硅棒放下并松开不再夹持;完成一个硅棒的转运。
63.将切割形成的方棒从切割工位转运走的过程,具体包括:将上夹爪组件和下夹爪组件转向其中一个切割工位,夹持住切割形成的方棒且将方棒抬起;在硅棒切割子系统的x方向靠近上下料装置,并转向上下料装置的方棒下料组件,将方棒置于方棒下料组件,完成一个方棒的转运,后续由方棒下料组件完成下料。
64.具体的,如图3a所示,转运旋转机构主要由转运电机、转运谐波减速器和回转座361组成。回转座361上同时安装着谐波减速器的柔轮,谐波减速器的钢轮安装在上下料夹爪框架上,这样转运电机通过转运谐波减速器使上下料夹爪框架在回转座上做稳定的旋转运动,由于转运谐波减速机可以消除反向间隙,使得硅棒转运上料精度大大提高。在回转座上同时安装有一条回转拖链,用于回转运动的走线走管。转运谐波减速机极大程度上提高了硅棒的转运精度。
65.硅棒切割子系统的切割装置的结构切割机头机构41的结构如图1a,图1b和图1c所示,硅棒切割子系统的两个切割工位,每一个切割工位对应一个切割装置4,一个切割装置在一个切割过程中,切割装置的两个横向设置的平行的切割段自上而下对硅棒进行切割,形成两个边皮。
66.为了在切割后,能够方便的取出边皮,对切割装置的切割机头机构进行了结构上的改进。如图4a,图4b,图4c和图4d所示,硅棒切割子系统的切割装置包括切割机头机构41,其中,所述切割机头机构用于形成横向设置的切割段对竖向放置的硅棒进行切割。
67.所述切割机头机构41包括线锯组件;所述线锯组件包括:线锯安装架411,所述线锯安装架411具有竖向的机头通孔411
‑
1;金刚线,设置在所述线锯安装架411的正侧,金刚线在运动中用于对硅棒进行切割的部分为切割段;其中,所述切割段与所述机头通孔411
‑
1错开设置,即互不干涉,所述机头通孔411
‑
1用于边皮夹持机构的边皮夹持框架51的边皮夹爪安装柱511进出。
68.边皮夹持框架51及边皮夹爪安装柱511的结构在下面第五个组成部分进行描述。切割段对硅棒进行切割形成方棒和边皮,需要将边皮取出。结合图5,图5a,图5b,图5c和图
5d对将边皮取出的过程进行说明:边皮夹持机构的边皮夹持框架51的边皮夹爪安装柱511向前穿过机头通孔,边皮夹持机构夹持住边皮;之后,带着边皮向后穿过机头通孔411
‑
1,从而将边皮从切割工位移走。在此过程中,线锯安装架本身不需要移动。切割装置,由于切割机头机构的线锯组件的线锯安装架设置有机头通孔,实现了将边皮从切割工位移动的过程中,不需要移动线锯安装架,节约了时间,提高了取边皮的效率,使得将边皮从切割工位移走的工序较为简单,进而使得硅棒切割子系统的效率较高。
69.具体的,机头通孔411
‑
1是竖向设置的长条形的机头通孔。
70.具体的,所述线锯安装架是刚性的线锯安装架。
71.实施中,如图4a,图4b,图4c和图4d所示,所述切割段为横向设置的切割段且低于所述机头通孔411
‑
1。
72.切割机头机构能够自上而下运动对硅棒进行切割。在切割机头机构自上而下运动的过程中,横向设置的切割段对竖向设置的硅棒自上而下进行切割。在切割完成后,切割段低于硅棒的下端面。此时,边皮通过机头通孔被从切割工位移走的过程,由于切割段低于机头通孔,切割段不会与移动的边皮产生干涉。
73.实施中,如图4a所示,所述线锯组件还包括:主动轮组件412
‑
1和下过渡轮412
‑
2,分别设置在所述线锯安装架411的正侧;张力轮组件412
‑
3和上过渡轮412
‑
4,分别设置在所述线锯安装架411的正侧;环形金刚线,绕在所述主动轮组件412
‑
1的主动轮、下过渡轮412
‑
2、所述张力轮组件412
‑
3的张力轮和上过渡轮412
‑
4的外周面,在所述主动轮和所述下过渡轮的底端形成所述切割段,所述金刚线与所述机头通孔互不干涉。
74.主动轮组件设置在线锯安装架的正侧下部。张力轮组件对环形金刚线施加张力,使得环形金刚线保持一定的张力以对硅棒进行有效的切割。下过渡轮和上过渡轮对环形金刚线的走向进行调整。
75.实施中,如图4b,图4c和图4d所示,硅棒切割子系统的一个切割工位对应一个切割装置,一个所述切割装置包括两个所述切割机头机构41,且两个所述切割机头机构41的切割段相对设置。
76.一个切割装置具有两个切割机头机构,两个切割机头机构的切割段相对设置,这样,一个切割装置能够对竖向设置在切割工位的硅棒相对的两侧进行切割,形成两个位置相背的边皮,使得对硅棒的切割效率较高。
77.实施中,一个切割装置的两个切割机头机构相对设置,即包括本侧切割机头机构和对侧切割机头机构。每个所述切割机头机构还包括:清洗组件,固定在所述线锯安装架的正侧;其中,所述清洗组件具有多个清洗喷头,第一部分清洗喷头用于对对侧和本侧的切割机头机构进行清洗,第二部分清洗喷头用于对对侧的切割机头机构进行清洗。
78.本侧的切割机头机构也能够被本侧的切割机头机构的第一部分清洗喷头、对侧的切割机构的第一部分清洗喷头和对侧的切割机头机构的第二部分清洗喷头进行清洗,使得本侧的切割机头机构也受到多个方向清洗喷头清洗,从而使得每一个切割机头机构都受到多个方向清洗喷头清洗,清洗效率高。清洗组件主要是对对侧的切割机头机构进行清洗,同
时也兼顾对本侧的切割机头机构进行清洗。
79.实施中,如图4a所示,所述清洗组件包括:第一下清洗组件413
‑
1,固定在所述线锯安装架411的正侧且位于所述主动轮组件412
‑
1的上方,所述第一下清洗组件的第一部分清洗喷头用于对对侧和本侧的切割机头机构的主动轮组件412
‑
1的主动轮进行清洗,第二部分清洗喷头用于对对侧的切割机头机构的主动轮组件的主动轮进行清洗;第二下清洗组件413
‑
2,固定在所述线锯安装架411的正侧且位于所述下过渡轮412
‑
2的上方,所述第二下清洗组件的第一部分清洗喷头用于对对侧和本侧的切割机头机构的下过渡轮412
‑
2进行清洗,第二部分清洗喷头用于对对侧的切割机头机构的下过渡轮进行清洗。
80.通过调整第一下清洗组件的第一部分清洗喷头和第二部分清洗喷头朝向,实现各自的清洗功能。通过调整第二下清洗组件的第一部分清洗喷头和第二部分清洗喷头的朝向,实现各自的清洗功能。
81.实施中,如图4a所示,所述清洗组件还包括:第一上清洗组件413
‑
3,固定在所述线锯安装架411的正侧且位于所述张力轮组件412
‑
3的上方,所述第一下清洗组件的第一部分清洗喷头用于对对侧和本侧的切割机头机构的张力轮组件412
‑
3的张力轮进行清洗,第二部分清洗喷头用于对对侧的切割机头机构的张力轮组件的张力轮进行清洗;第二上清洗组件413
‑
4,固定在所述线锯安装架的正侧且位于所述上过渡轮412
‑
3的上方,所述第二上清洗组件的第一部分清洗喷头用于对对侧和本侧的切割机头机构的上过渡轮412
‑
3进行清洗,第二部分清洗喷头用于对对侧的切割机头机构的上过渡轮进行清洗。
82.通过调整第一上清洗组件的第一部分清洗喷头和第二部分清洗喷头的朝向,实现各自的清洗功能。通过调整第二上清洗组件的第一部分清洗喷头和第二部分清洗喷头的朝向,实现各自的清洗功能。
83.具体的,硅棒竖向放置在切割工位时,所述第一下清洗组件和所述第二下清洗组件的位置位于硅棒之外的位置,即所述第一下清洗组件和所述第二下清洗组件分别与硅棒错开设置,即互不干涉。
84.这样,所述第一下清洗组件和所述第二下清洗组件能够对对侧的切割机头机构进行清洗,不会受到硅棒的阻挡。
85.具体的,如图4b,图4c和4d所示,所述第一上清洗组件413
‑
3和所述第二上清洗组件413
‑
4高于切割后的硅棒。
86.这样,能够从切割后的硅棒上方对硅棒进行清洗,依靠清洗液向下流动的过程,能够对切割后的硅棒自上而下进行清洗。
87.实施中,所述切割机头机构还包括:喷淋组件,所述喷淋组件固定在所述线锯安装架的正侧;喷淋组件在每次切割前的预设前置喷淋时间和喷淋过程中进行喷淋;其中,所述喷淋组件具有喷淋喷头,所述喷淋喷头用于对硅棒和环形金刚线切割硅棒形成的切割缝喷洒切割液且进行冷却。
88.喷淋组件的喷淋头对硅棒和环形金刚线切割硅棒形成的切割缝喷洒切割液,一方面有利于对硅棒的切割,另一方面,也能对环形金刚线进行冷却,避免温度过高。
89.实施中,如图4a所示,所述喷淋组件包括:下喷淋组件414
‑
1,固定在所述线锯安装架411的正侧;其中,所述下喷淋组件414
‑
1具有上下间隔设置的多个下喷淋喷头,所述下喷淋组件414
‑
1的多个下喷淋喷头用于对切割段切割硅棒的切割缝进行喷淋;上喷淋组件414
‑
2,固定在所述线锯安装架411的正侧且位于所述张力轮组件412
‑
3和所述机头通孔411
‑
1之间;其中,所述上喷淋组件414
‑
2具有横向间隔设置的多个上喷淋喷头,所述上喷淋组件的多个上喷淋喷头用于对硅棒的上端面进行喷淋。
90.下喷淋组件的多个下喷淋喷头在硅棒之上时,对切割段切割硅棒的切割缝喷淋切割液;在开始切割硅棒时,对环形金刚线尤其是切割段部分进行喷淋。上喷淋组件的多个上喷淋喷头对硅棒的上端面喷淋切割液,使得切割更为快捷,同时,随着切割段对硅棒自上而下的切割,切割液也沿着切割段向下流动,也起到了冷却环形金刚线,尤其是切割段部分。
91.具体的,如图4e所示,张力轮组件412
‑
3由张力电机412
‑
31、减速机412
‑
32、张力摆杆412
‑
33和张力轮412
‑
34组成,因为减速机作用,能构保证实现小电机输出大扭矩,节省电机成本。张力摆杆两侧设置限位块,使得张力摆杆在一定角度内旋转。
92.支撑框架44、横向进给机构和垂向进给机构的结构实施中,如图4f所示,切割装置4还包括:支撑框架44,用于安装在硅棒切割子系统的机座1之上;与所述切割机头机构41一一对应的横向进给机构451,所述切割机头机构和与之对应的横向进给机构451固定且两个所述切割段相对设置,所述横向进给机构451与所述支撑框架相对滑动连接以带动两个所述切割段靠近和远离。其中,所述横向进给机构451用于带动两个所述切割机头机构41靠近和远离运动且调整同一切割装置的两个切割机头机构的切割段之间的距离。
93.这样,在两个横向进给机构的带动下,同一个切割装置的两个切割机头机构能够靠近和远离,使得同一切割装置的两个切割机头机构的切割段之间的距离能够调整。即同一切割机头机构的两个切割段平行设置且两个切割段之间的距离可调。带来的有益效果是切割装置能够适用于对多种直径的硅棒的切割,使得切割装置的通用性很强。
94.横向进给机构和垂向进给机构组成形成进给机构。
95.实施中,如图4f所示,切割装置还包括:与所述横向进给机构一一对应的垂向进给机构452,分别竖直固定在所述支撑框架44的同一侧,所述垂向进给机构452和与之对应的横向进给机构451固定以带动所述切割机头机构在垂向方向运动;其中,两个所述垂向进给机构452用于带动两个所述横向进给机构垂向方向运动,进而带动所述切割机头机构在垂向方向运动。
96.这样,垂向进给机构能够带动与之对应的横向进给机构在垂向方向即z方向运动,进而带动切割机头机构及其切割段在垂向方向即z方向运动,从而实现对竖向放置的硅棒在z方向自上而下进行切割,并在每次切割完成后带动切割机头机构及其切割段复位。
97.实施中,如图4f所示,所述横向进给机构包括:
线锯横向导轨丝杠,所述线锯横向导轨丝杠的丝母固定在所述垂向进给机构处;其中,所述线锯横向导轨丝杠的导轨的导向方向为两个所述切割段靠近和远离的方向;线锯横向滑板451
‑
1,与所述线锯横向导轨丝杠的滑块固定且与所述切割机头机构固定;线锯横向驱动电机和线锯横向减速机,所述线锯横向驱动电机和线锯横向减速机连接以输出旋转运动至所述线锯横向导轨丝杠;其中,所述线锯横向导轨丝杠用于将接收到的旋转运动转化为沿所述线锯横向导轨丝杠的导轨的直线运动,并通过所述线锯横向导轨丝杠的滑块和线锯横向滑板带动所述切割机头机构在横向方向运动,即x方向运动。
98.线锯横向导轨丝杠和线锯横向滑板,通过简单的结构实现了横向进给机构。
99.实施中,如图4f所示,所述垂向进给机构包括:线锯垂向导轨丝杠,所述线锯垂向导轨丝杠的丝母固定在所述支撑框架处;其中,所述线锯垂向导轨丝杠的导轨的导向方向为上下的垂向方向即z方向;线锯垂向滑板452
‑
1,与所述线锯垂向导轨丝杠的滑块固定且与所述线锯横向导轨丝杠的丝母固定;线锯垂向驱动电机和线锯垂向减速机,所述线锯垂向驱动电机和线锯垂向减速机以输出旋转运动至所述线锯垂向导轨丝杠;其中,所述线锯垂向导轨丝杠用于将接收到的旋转运动转化为沿所述线锯垂向导轨丝杠的导轨的直线运动,并通过所述线锯垂向导轨丝杠的滑块带动所述横向进给机构和所述切割机头机构在垂向方向运动。
100.线锯垂向导轨丝杠的丝母和支撑框架固定为一个整体,相对于机座固定。线锯垂向导轨丝杠的滑块和线锯横向导轨丝杠的丝母固定为一个整体。线锯垂向导轨丝杠的滑块、线锯垂向滑板和线锯横向导轨丝杠的丝母作为一个整体能够沿垂向方向运动,进而带动横向进给机构沿垂向方向运动,从而带动切割机头机构及其切割段在垂向方向运动。
101.实施中,切割装置还包括:进给控制单元,分别与同一切割装置的两个线锯横向驱动电机和两个线锯垂向驱动电机连接,用于控制两个所述切割机头机构的切割段之间的距离,还用于控制两个所述切割机头机构在垂向方向的运动。
102.进给控制单元,线锯横向驱动电机和线锯垂向驱动电机配合,实现了两个切割机头机构的切割段之间在横向方向的距离能够方便的控制,也实现了两个切割机头机构的切割段在垂向方向的运动进行切割,即切割是能够进行控制的。
103.实施中,如图4f所示,所述垂向进给机构还包括:阻挡插销461,所述阻挡插销461的插座固定在所述支撑框架44的侧面的上部;阻挡条462,横向固定在所述线锯垂向滑板452
‑
1处;其中,所述阻挡插销用于在所述切割机头机构运动到最高位置时,所述阻挡插销的插头能够伸出阻挡所述阻挡条向下运动,进而阻止所述线锯垂向滑板和切割机头机构向下运动。
104.通过阻挡插销和阻挡条的配合,通过机械结构实现线锯垂向滑板向下运动。当切割机头机构运动到最高位置时,人员有进入切割机头机构下方维护设备的需求,切割机头
机构有可能意外下坠,造成人员伤害。通过阻挡插销和阻挡条的配合的机械阻挡来保证切割机头机构不会意外坠落。
105.硅棒夹头机构42的结构实施中,如图4g所示,切割装置包括硅棒夹头机构42,所述硅棒夹头机构42包括:夹头架421;上浮动头422,安装在所述夹头架421处,用于压在竖向放置的硅棒的上端面;扶边皮支架,与所述夹头架421连接且能够向下伸出及向上复位,所述扶边皮支架用于向下伸出且扶在硅棒的外周面,所述扶边皮支架还用于向上复位离开硅棒的外周面。
106.夹头架是安装基础。上浮动头用于压在竖向放置的硅棒的上表面,实现硅棒的竖向方向的夹持。在硅棒被切割的过程中,上浮动头本身能够进行预设角度的倾斜将切割产生的应力减小或抵充掉。为了切割后的硅棒形成的边皮不会发生倾倒,设置了扶边皮支架。扶边皮支架与夹头架连接且扶边皮支架能够向下伸出及向上复位。这样,在切割段置于硅棒的上端面之后,将扶边皮支架向下伸出且扶在硅棒的外周面,使得在切割段切割硅棒形成方棒和边皮,扶边皮支架在上端外侧扶住边皮,避免边皮可能发生倾倒的可能性。在需要将边皮取走时,将扶边皮支架向上复位,不再与边皮发生接触,能够将边皮取走。
107.具体的,夹头架为刚性的夹头架。
108.具体的,所述夹头架能够上下运动且所述上浮动头用于压在竖向放置的硅棒的上端面。
109.具体的,所述上浮动头安装在所述夹头架的朝下的端面。
110.这样,上浮动头能够方便的压在竖向放置的硅棒的上端面,也能够方便的离开被切割后的硅棒的上端面。
111.实施中,如图4g所示,所述扶边皮支架包括:扶边皮支架安装件423
‑
1,与所述夹头架固定;扶杆固定件423
‑
2和边皮扶杆423
‑
3,所述边皮扶杆423
‑
3固定在所述扶杆固定件423
‑
2远离所述上浮动头的一侧且向下伸出;扶边皮驱动装置,分别与所述扶边皮支架安装件和所述扶杆固定件连接,用于带动所述扶杆固定件和所述边皮扶杆向下伸出及向上复位。
112.具体的,如图4g所示,所述扶边皮驱动装置为扶边皮驱动气缸423
‑
4,所述扶边皮驱动气缸的缸体与所述扶边皮支架安装件423
‑
1固定,所述扶边皮驱动气缸的导向杆与所述扶杆固定件423
‑
2固定,所述扶边皮驱动气缸的导向杆伸缩带动所述扶杆固定件423
‑
2和所述边皮扶杆423
‑
3向下伸出及向上复位。
113.扶杆固定件和边皮扶杆固定为一个整体,与扶边皮支架安装件之间,通过扶边皮驱动气缸连接。扶边皮驱动气缸的导向杆伸长,扶杆固定件和边皮扶杆作为一个整体向下伸出,边皮扶杆扶在硅棒的外周面。扶边皮驱动气缸的导向杆缩回,扶杆固定件和边皮扶杆作为一个整体向上缩回,带动边皮扶杆向上缩回离开硅棒。
114.实施中,如图4g所示,一个所述扶杆固定件423
‑
2的四周固定四个所述边皮扶杆423
‑
3。
115.这样,两个边皮被一个扶杆固定件的四个边皮扶杆扶在硅棒的外周面处,每一个边皮被两个边皮扶杆扶住。
116.在切割段置于竖向放置的硅棒的上端面后,边皮扶杆向下伸出扶在硅棒的外周面处。单次切割完成后,边皮扶杆向上缩回,将两个边皮移走。
117.具体的,如图4g所示,所述硅棒夹头机构还包括:夹头架竖向运动组件424,与所述支撑框架44固定且位于两个所述切割机头机构41之间;其中,所述夹头架与所述夹头架竖向运动组件连接,所述夹头架竖向运动组件用于带动所述夹头架在竖向方向即z方向上下运动,以带动上浮动头压在竖向放置的硅棒的上端面和离开被切割后的硅棒的上端面。
118.硅棒支撑机构43的结构实施中,如图4h所示,切割装置还包括硅棒支撑机构43,用于支撑竖向放置的硅棒的下端面,硅棒支撑机构43固定在切割工位处。所述硅棒支撑机构包括:硅棒支撑安装座431,所述硅棒支撑安装座431固定在硅棒切割子系统的机座处;即硅棒支撑机构固定在机座处对应一个切割工位的位置;用于支撑竖向硅棒下端面的下浮动头432,所述下浮动头安装在所述硅棒支撑安装座431的上方。
119.这样,在硅棒被切割的过程中,下浮动头本身能够进行预设角度的倾斜以将切割产生的应力减小或抵充掉。在切割机头机构的切割段自上而下进行切割时,切割产生的应力会被下浮动头的倾斜减小或抵充掉,从而防止切割到硅棒下部时产生崩边。
120.实施中,如图4h所示,所述硅棒支撑机构还包括边皮支撑组件,所述边皮支撑组件包括:边皮支撑用驱动装置,固定在所述硅棒支撑安装座431之上且与所述下浮动头间隔设置;用于支撑硅棒下端面中被切割后形成边皮位置的边皮支撑头433
‑
1,所述边皮支撑头433
‑
1固定在所述边皮支撑用驱动装置的顶端;其中,所述边皮支撑用驱动装置用于在硅棒被切割成方棒和边皮时,锁紧以使得所述边皮支撑头保持高度,对边皮进行支撑。
121.在硅棒放在硅棒支撑机构之上的过程如下:首先,边皮支撑头位于初始位置,处于初始位置的边皮支撑头的顶端低于下浮动头支撑头的顶端;之后,将硅棒置于下浮动头之上,在下浮动头支撑头均与硅棒的下端面支撑后;然后,边皮支撑头向上顶紧,边皮支撑用驱动装置锁紧边皮支撑头的高度。
122.在切割机头机构41的切割段自上而下进行切割时,切割产生的应力带动下浮动头发生少许的倾斜,边皮支撑头始终保持对边皮的支撑;这样,下浮动头和边皮支撑头配合,将切割产生的应力减小或抵充掉,从而防止切割到硅棒下部时产生崩边。
123.实施中,所述边皮支撑用驱动装置为边皮支撑用气缸433
‑
2;所述边皮支撑用气缸433
‑
2的缸体与所述硅棒支撑安装座431固定,所述边皮支撑用气缸433
‑
2的导向杆与所述边皮支撑头433
‑
1固定。
124.实施中,如图4h所示,所述下浮动头具有向上凸起的三个下浮动头支撑头432
‑
1,且三个下浮动头支撑头432
‑
1位于一个三角形的三个顶点处。三个下浮动头支撑头能够确定一个平面,使得三个下浮动头支撑头的每一个都支撑硅棒的下端面。
125.实施中,所述上浮动头具有向下凸起的三个上浮动头压紧头,且三个上浮动头压紧头位于一个三角形的三个顶点处。三个上浮动头压紧头能够确定一个平面,使得三个上浮动头压紧头的每一个都压紧在硅棒下端面。
126.在切割机头机构的切割段自上而下进行切割时,下浮动头在切割产生的应力带动下浮动头发生少许的倾斜,上浮动头能够进行补偿,使得硅棒能够稳定的夹持在下浮动头和上浮动头之间。
127.实施中,所述边皮支撑组件为四个,且四个边皮支撑组件位于一个长方形的四个顶点处;两个所述边皮支撑组件用于支撑一个硅棒切割形成的一个边皮。
128.一对边皮支撑组件能够对一个边皮进行有效的支撑。
129.实施中,如图4h所示,所述硅棒支撑机构还包括硅棒转动组件,所述硅棒转动组件包括:硅棒转动轴434
‑
1,所述下浮动头固定在所述硅棒转动轴434
‑
1之上,所述硅棒转动轴434
‑
1转动连接在所述硅棒支撑安装座431之上;硅棒驱动电机434
‑
2,固定在所述硅棒支撑安装座431之下,与所述硅棒转动轴434
‑
1连接以驱动所述硅棒转动轴434转动。
130.在硅棒的第一次切割,形成两个边皮且将两个边皮移走之后,将边皮支撑头向下运动复位。硅棒驱动电机驱动硅棒转动轴转动90度,带动下浮动头以及夹在下浮动头和上浮动头之间的硅棒转动90度。为了实现硅棒转动90度,硅棒驱动电机能够主动驱动硅棒转动轴转动90度,硅棒被动转动90度,为后续的第二次切割进行准备。
131.硅棒切割子系统的边皮卸载装置5的结构如图1a所示,机座1上固定两个切割装置4,切割装置4用于自上而下对硅棒进行切割,形成方棒和边皮,边皮卸载装置5将边皮卸载。
132.实施中,如图1a,图5a,图5b,图5c和图5d所示,硅棒切割子系统的边皮卸载装置5包括:边皮夹持机构;边皮收集机构53;其中,所述边皮夹持机构用于夹持住硅棒被切割为方棒形成的边皮,并运送至所述边皮收集机构53进行储存。
133.实施中,所述边皮收集机构53具有收集区域,所述收集区域与硅棒切割子系统的切割工位一一对应;边皮卸载装置还包括收集控制单元,收集控制单元用于控制所述边皮夹持机构从各个切割工位夹持住被切割硅棒产生的边皮,并运送放置在所述边皮收集机构内,且切割同一硅棒产生的边皮被置于同一收集区域。
134.本技术实施例的硅棒切割子系统的边皮卸载装置,边皮收集机构划分有收集区域,收集区域是与硅棒切割子系统的切割工位一一对应。通过收集控制单元,控制边皮夹持机构从各个切割工位夹持住被切割硅棒产生的边皮,并运送放置在边皮收集机构内的收集顺序,将切割同一硅棒产生的边皮被置于同一收集区域,即实现了同一硅棒切割成方棒产生的四个边皮被收集在边皮收集机构的同一收集区域,能够满足对同一硅棒产生的四个边皮后续粘贴标识以及进行后续管理提供了基础。
135.具体的,对硅棒进行编码形成硅棒编码,以区别各个硅棒。对硅棒进行切割,形成一个方棒和四个边皮,将来自同一硅棒的四个边皮收集在边皮收集机构的同一收集区域。这样,放在同一收集区域的边皮都是来自同一硅棒,方便对后续的边皮进行编码,边皮的编码包括硅棒编码和数字编码,如硅棒编码
‑
1,硅棒编码
‑
2,硅棒编码
‑
3和硅棒编码
‑
4。
136.边皮夹持机构51的结构实施中,如图5a,图5b,图5c和图5d所示,边皮夹持机构包括边皮夹持框架51,所述边皮夹持框架51包括:边皮夹爪安装柱511;顶夹爪512
‑
1和底夹爪512
‑
2,安装于所述边皮夹爪安装柱511的正侧上下相对设置;其中,所述顶夹爪512
‑
1和所述底夹爪512
‑
2中至少有一个与所述边皮夹爪安装柱之间的连接为滑动连接,且能够沿着垂向方向即硅棒切割子系统的z方向上下运动,边皮夹爪安装柱安装顶夹爪512
‑
1和所述底夹爪512
‑
2的一侧为正侧。
137.边皮夹持机构的边皮夹持框架,边皮夹爪安装柱是顶夹爪和底夹爪的安装基础。顶夹爪512
‑
1和所述底夹爪512
‑
2中至少有一个与所述边皮夹爪安装柱之间的连接为滑动连接,这样,顶夹爪512
‑
1和所述底夹爪512
‑
2之间的距离能够调整。在需要夹持竖向的边皮时,先调整顶夹爪和底夹爪之间的距离大于待夹持的竖向的边皮;之后,顶夹爪和底夹爪位于竖向的边皮的两端;然后,在硅棒切割子系统的z方向调整顶夹爪和底夹爪之间的距离,使得顶夹爪和底夹爪夹持住边皮的两个端面,实现了对竖向的边皮上下方向的夹持。
138.具体的,边皮夹爪安装柱为刚性的边皮夹爪安装柱。
139.实施中,如图5a,图5b,图5c和图5d所示,所述底夹爪512
‑
2固定在所述边皮夹爪安装柱511的底端;所述顶夹爪512
‑
1与所述边皮夹爪安装柱511之间的连接为滑动连接且所述顶夹爪512
‑
1能够沿着垂向方向即硅棒切割子系统的z方向上下运动。
140.底夹爪固定在边皮夹爪安装柱的底端,顶夹爪滑动安装在安装柱的上部,且顶夹爪和底夹爪相对设置。这样,顶夹爪能够沿着垂向方向即硅棒切割子系统的z方向上下运动,使得顶夹爪和底夹爪之间的距离能够调整。在需要夹持竖向的边皮时,先调整顶夹爪和底夹爪之间的间距大于待夹持的边皮,将底夹爪承载竖向的边皮的下端面;之后,顶夹爪沿着z方向向下运动直至压在边皮的上端面;此时,已经实现了对边皮的夹持。
141.实施中,如图5a,图5b,图5c和图5d所示,所述边皮夹持框架51还包括:竖向设置的边皮夹爪背板513;边皮夹爪滑板514,所述边皮夹爪滑板514置于在所述边皮夹爪背板513的一个板面且与所述边皮夹爪背板513之间的连接为滑动连接,且所述边皮夹爪滑板能够沿所述边皮夹爪背板在水平方向运动,所述边皮夹爪滑板的运动方向与边皮卸载装置所在的硅棒切割子系统的x方向一致;边皮夹爪安装柱固定板515,所述边皮夹爪安装柱固定板515的相背的两端侧分别与所述边皮夹爪滑板514和所述边皮夹爪安装柱511固定,使得所述边皮夹爪安装柱511、边皮夹爪安装柱固定板515和边皮夹爪滑板514固定为一体;其中,所述边皮夹爪滑板514沿着硅棒切割子系统的x方向左右运动,带动安装在
所述边皮夹爪安装柱511上的顶夹爪512
‑
1和底夹爪512
‑
2能够在硅棒切割子系统的x方向左右运动。
142.所述边皮夹爪安装柱、边皮夹爪安装柱固定板和边皮夹爪滑板固定为一体,作为一个整体,能够沿着硅棒切割子系统的x方向左右运动,进而使得安装于同一边皮夹爪安装柱的顶夹爪和底夹爪作为一个整体能够在硅棒切割子系统的x方向左右运动。这样,边皮夹持机构能够在硅棒切割子系统的x方向左右运动,以将安装于同一边皮夹爪安装柱的顶夹爪和底夹爪能够在硅棒切割子系统的x方向靠近待夹持的竖向的边皮。
143.实施中,如图5a,图5b,图5c和图5d所示,所述边皮夹爪安装柱511为两个,每个所述边皮夹爪安装柱511的正侧安装所述顶夹爪512
‑
1和底夹爪512
‑
2;所述边皮夹爪安装柱固定板515为两个,各自固定一个所述边皮夹爪安装柱511;所述边皮夹爪滑板514为两个,各自与一个所述边皮夹爪安装柱固定板515固定;其中,两个所述边皮夹爪安装柱511的正侧相对设置。
144.这样,由于两个边皮夹爪安装柱的正侧相对设置,安装在两个边皮夹爪安装柱的顶夹爪和底夹爪之间的距离就能够在硅棒切割子系统的x方向进行调整。尤其适用于同一个硅棒被切成成方棒时,位置相背的两个边皮的夹持。
145.实施中,如图5a,图5b,图5c和图5d所示,所述边皮夹持框架51还包括:顶夹爪z方向导轨516,每个所述边皮夹爪安装柱511具有两个平行设置所述顶夹爪z方向导轨516;其中,所述顶夹爪z方向导轨516的导向方向为垂向方向,且与硅棒切割子系统的z方向一致;顶夹爪z方向滑块,设置在所述顶夹爪512
‑
1的背侧;顶夹爪z方向运动气缸,固定在所述边皮夹爪安装柱511处,所述顶夹爪z方向运动气缸的活塞杆与所述顶夹爪的背侧固定;其中,所述顶夹爪z方向运动气缸用于推动所述顶夹爪512
‑
1沿所述顶夹爪z方向导轨在垂向方向即硅棒切割子系统的z方向上下运动。
146.这样,通过顶夹爪z方向导轨、顶夹爪z方向滑块和顶夹爪z方向运动气缸的配合,通过简单的结构就能实现顶夹爪在垂向方向上下运动。
147.实施中,所述边皮夹持框架还包括:夹爪x方向导轨,所述边皮夹爪背板靠近所述边皮夹爪滑板的板面具有两个平行设置的夹爪x方向导轨;其中,所述夹爪x方向导轨的导向方向与硅棒切割子系统的x方向一致;夹爪x方向滑块,设置在所述边皮夹爪滑板靠近所述边皮夹爪背板的板面;夹爪x方向运动气缸,固定在所述边皮夹爪背板处,所述夹爪x方向运动气缸的活塞杆与所述边皮夹爪滑板固定;其中,所述夹爪x方向运动气缸用于推动所述边皮夹爪滑板沿所述夹爪x方向导轨运动,进而带动安装在一个边皮夹爪安装柱固定板的顶夹爪和底夹爪能够相对于另一个边皮夹爪安装柱固定板的顶夹爪和底夹爪在x方向靠近或远离。
148.这样,通过夹爪x方向导轨、夹爪x方向滑块和夹爪x方向运动气缸的配合,通过简单的结构就能实现边皮夹爪安装柱固定板在硅棒切割子系统的x方向左右运动,进而实现安装在一个边皮夹爪安装柱固定板的顶夹爪和底夹爪能够相对于另一个边皮夹爪安装柱
固定板的顶夹爪和底夹爪在硅棒切割子系统的x方向靠近或远离。
149.具体的,如图5a,图5b,图5c和图5d所示,所述边皮夹爪安装柱固定板515的高度小于所述边皮夹爪安装柱511的高度,所述边皮夹爪背板513的高度小于所述边皮夹爪安装柱511的高度。
150.边皮夹爪安装柱固定板的高度需求较高,以适应多种高度的硅棒产生的边皮。为了减重及减少用料,所述边皮夹爪安装柱固定板、边皮夹爪滑板和边皮夹爪背板的高度均小于边皮夹爪安装柱的高度。
151.具体的,如图5a,图5b,图5c和图5d所示,所述边皮夹爪安装柱固定板515固定在所述边皮夹爪安装柱511的中间位置,且所述边皮夹爪安装柱固定板515在z方向的长度与所述边皮夹爪安装柱511的高度的比值大于等于三分之一小于三分之二。
152.这样,边皮夹爪安装柱固定板对边皮夹爪安装柱施加力的位置在边皮夹爪安装柱高度的中间位置,使得在边皮夹持机构夹持多种高度的硅棒产生的边皮时,都较为稳固,且边皮夹爪安装柱固定板不易损坏变形。
153.具体的,所述边皮夹爪安装柱固定板与所述边皮夹爪安装柱、所述边皮夹爪滑板之间的固定为可拆卸连接。
154.边皮夹爪安装柱、边皮夹爪安装柱固定板和边皮夹爪滑板,采用三个部件,通过可拆卸连接的方式进行固定,对制造精度的要求较低。同时,任一部件发生损坏时,如承受较大z方向向下的作用力的边皮夹爪安装柱固定板发生损坏时,只需要更换损坏的部件即可。
155.实施中,所述边皮夹持机构还包括:夹持框架运动组件,与所述边皮夹爪背板固定且安装在所述硅棒切割子系统的机座之上,硅棒切割子系统的y方向与硅棒切割子系统的x方向和z方向相垂直;其中,所述夹持框架运动组件用于带动所述夹持框架在硅棒切割子系统的x方向、y方向和z方向三个方向直线往复运动。
156.实施中,如图5c所示,所述夹持框架运动组件包括:夹持框架x方向导轨521
‑
1,用于固定在硅棒切割子系统的机座的上表面;其中,夹持框架x方向导轨的导向方向与硅棒切割子系统的x方向一致;夹持框架x方向安装座521
‑
2;夹持框架x方向运动滑块,固定在所述夹持框架x方向安装座的外底部,所述夹持框架x方向运动滑块和夹持框架x方向运动导轨配合;所述夹持框架x方向安装座能够沿所述夹持框架x方向导轨在硅棒切割子系统的x方向运动,带动所述夹持框架能够沿硅棒切割子系统的x方向运动。
157.实施中,如图5c所示,所述夹持框架运动组件还包括:夹持框架y方向安装座522;相互啮合的夹持框架y方向齿条和夹持框架y方向齿轮,所述夹持框架y方向齿条固定在所述夹持框架x方向安装座的上表面;其中,所述夹持框架y方向齿条的导向方向与硅棒切割子系统的y方向一致,所述夹持框架y方向齿轮固定在所述夹持框架y方向安装座的外底部。
158.实施中,如图5c所示,所述夹持框架运动组件还包括:夹持框架z方向安装座523;
夹持框架z方向导轨丝杠,所述夹持框架z方向导轨丝杠的丝母固定在所述夹持框架y方向安装座的上表面;其中,所述夹持框架z方向导轨丝杠的导轨的导向方向为垂向方向且与硅棒切割子系统的z方向一致,所述夹持框架z方向导轨丝杠的滑块固定在所述边皮夹爪背板处;其中,所述夹持框架z方向导轨丝杠用于将接收到的旋转运动转化为沿所述夹持框架z方向导轨丝杠的导轨的直线运动,并通过所述夹持框架z方向导轨丝杠的滑块输出直线运动。
159.具体的,夹持框架z方向导轨丝杠由电机进行驱动。
160.边皮收集机构53的结构实施中,如图5e所示,边皮收集机构53包括:收集底架531;两组边皮盒,每组边皮盒具有至少一个边皮盒532,一个所述边皮盒作为一个所述收集区域;用于带动两个所述边皮盒532同步反向运动的边皮盒同步反向运动组件,所述边皮盒同步反向运动组件固定在所述收集底架531之上,两组边皮盒532与所述边皮盒同步反向运动组件固定。
161.边皮盒同步反向运动组件使得两组边皮盒能够实现同步反向切换,操作方便;同时也避免两组边皮盒位于同一侧,对放置边皮造成干扰。
162.实施中,如图5e所示,所述边皮盒同步反向运动组件包括:两个边皮盒导轨533
‑
1,间隔平行固定在所述收集底架531的上表面;两个边皮盒滑块533
‑
2,分别设置在两组边皮盒532的外底部,所述边皮盒滑块533
‑
2和所述边皮盒导轨533
‑
1滑动配合;其中,每组边皮盒为两个或两个以上时,每组边皮盒的各个边皮盒沿所述边皮盒导轨的长度方向间隔设置。
163.实施中,如图5e所示,所述边皮盒同步反向运动组件还包括:边皮盒滑动用气缸533
‑
3,固定在所述收集底架531处,所述边皮盒滑动用气缸533
‑
3的活塞杆与第一组边皮盒的外底部固定;第一组边皮盒是与边皮盒滑动用气缸533
‑
3的活塞杆固定的一组边皮盒,第二组边皮盒是未与边皮盒滑动用气缸533
‑
3的活塞杆固定的一组边皮盒;同步轮533
‑
4,固定在所述收集底架531的上表面且位于两组边皮盒532之间的位置;同步带533
‑
5,所述同步带533
‑
5绕过所述同步轮533
‑
4且所述同步带533
‑
5的两端分别与两组边皮盒532固定;其中,所述边皮盒滑动用气缸533
‑
3用于推动第一组边皮盒沿所述边皮盒导轨533
‑
1往复直线运动,进而带动第二组边皮盒进行反方向的往复直线运动。
164.实施中,如图5e所示,每个所述边皮盒532具有四个边皮收纳位置,四个所述边皮收纳位置分两排设置,且两排边皮收纳位置沿所述边皮盒导轨的导向方向紧邻设置。
165.实施中,如图5e所示,两个所述边皮盒导轨的一端设置为待边皮位;所述边皮收集机构还包括:光电支架534
‑
1,与所述收集底架531固定;
两对收纳位置对射光电模块534
‑
2,分两排设置;每对收纳位置对射光电模块534
‑
2相对固定在所述光电支架上,两对所述收纳位置对射光电模块534
‑
2用于检测位于待边皮位的边皮盒边皮收纳位置是否放置了边皮。
166.具体的,同一所述边皮盒的四个边皮收纳位置用于承载同一个硅棒被切成方棒后被切掉的四条边皮,以便对来自同一硅棒的四条边皮进行编码。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。