1.本公开总体涉及饮料瓶。更具体地,一些实施方案涉及在其颈部处带有塑料外嵌件的金属饮料瓶。
背景技术:
2.金属饮料瓶可包括相对平滑的颈部。它们通常可不接纳塑料闭合件,并且通常可不具有允许它们在塑料装瓶线上被填充和处理的颈部结构。
技术实现要素:
3.在实施方案中,瓶的外嵌件包括上部部分,其中该上部部分具有平滑、连续的内表面和设置在该上部部分的外表面上的螺纹。下部部分设置在上部部分下方,其中下部部分具有平滑、连续的内表面。支撑凸缘设置在下部部分的外表面上。上部部分和下部部分之间的过渡朝向上部部分向内渐缩。上部部分的内径小于下部部分的内径。
4.在实施方案中,瓶包括金属主体,该金属主体包括颈部部分,其中该颈部部分包括:卷起的上边缘;上部区域,该上部区域设置在卷起的上边缘下方,上部区域具有第一外径;下部区域,该下部区域设置在上部区域下方,下部区域具有大于第一外径的第二外径;以及渐缩过渡区域,该渐缩过渡区域设置在上部区域和下部区域之间。该瓶还包括设置在颈部部分上的外嵌件。该外嵌件包括设置在主体的上部区域周围并带有外螺纹的上部部分,外嵌件的上部部分不接触主体的上部区域的至少一部分。该外嵌件还包括围绕主体的下部区域设置的下部部分,其中外嵌件的下部部分接触主体的下部区域的至少一部分。
附图说明
5.在本文中结合并且形成为说明书的一部分的附图示出了本发明的实施方案,并且与说明书一起进一步用来解释本发明的原理,并且使本领域技术人员能够实现和使用本发明。
6.图1是饮料容器的前视图。
7.图2是图1的饮料容器的颈口的透视图。
8.图3是图1的饮料容器的外嵌件的前视图。
9.图4是图1的饮料容器的颈口的剖视图。
10.图5是图4的一部分的细部图。
11.图6是图1的饮料容器的预装配视图。
12.图7a是图1的饮料容器的装配过程图。
13.图7b是图1的饮料容器的装配过程图。
14.图8是图1的饮料容器在塑料装瓶线中的侧视图。
15.图9是图1的饮料容器的颈口的一部分的详细剖视图。
具体实施方式
16.现在将参考如附图所示的本发明的实施方案来详细描述本发明。所提及的“一个实施方案”、“实施方案”、“示例性实施方案”、“一些实施方案”等指示所述的实施方案可包括特定特征、结构或特性,但是每个实施方案可能不一定包括该特定特征、结构或特性。而且,此类短语不一定是指相同的实施方案。另外,在结合实施方案描述特定特征、结构或特性时,无论是否明确描述,认为本领域的技术人员能够结合其他实施方案来实现此类特征、结构或特性。
17.饮料容器可由一系列不同的材料制成。由于塑料饮料容器的低成本和相对高的耐久性,它们在整个饮料行业被广泛使用,并且属于应用的饮料容器的主导型。因此,许多饮料装瓶线被设计成填充塑料饮料容器。许多塑料装瓶线被设计成通过在支撑凸缘正下方在颈部上抓持瓶来填充瓶型饮料容器。该支撑凸缘通常位于塑料瓶上的瓶盖螺纹的正下方。塑料装瓶线的普及使得期望使由不同的材料制成的饮料容器适于在塑料装瓶线上使用以降低成本并简化饮料装瓶过程。例如,根据本文所述的一些实施方案,使饮料容器诸如金属饮料容器适于在塑料装瓶线上起作用涉及:提供与在线上使用的塑料饮料容器(例如,确保装瓶线的抓持机构能够正确地接合饮料容器,如与典型的塑料容器接合那样)的颈口类似的颈口。一些实施方案在金属饮料容器上提供包括支撑凸缘的类似的交接结构,以确保抓持机构可在装瓶期间正确地抓持金属饮料容器。然而,在金属饮料容器中形成与存在于塑料瓶上的那些凸缘类似的凸缘将是困难且昂贵的。
18.因此,本文所述的一些实施方案包括用于金属饮料容器的塑料外嵌件,该塑料外嵌件装配到容器的颈部上。当装配在金属饮料容器或瓶上时,外嵌件允许在塑料装瓶线上使用金属饮料容器。如下文进一步详细讨论的,外嵌件的设计包括被设计成与塑料装瓶线接合的接口。外嵌件和饮料容器的这种组合允许形成不带有任何复杂接口结构的标准金属饮料容器,但仍然使得金属饮料容器能够在塑料装瓶线上使用。此外,该外嵌件还具有允许用塑料瓶盖(如存在于塑料瓶上的那些)来封盖金属瓶的附加优点。这进一步增强了金属瓶与塑料装瓶线的相容性。
19.此外,外嵌件被设计成允许其装配到预成形的金属瓶上。例如,这使得能够使用通过金属片成形工艺形成的金属瓶,这不易于允许诸如施加外嵌件的步骤的过程中断。它还通过增加供应线灵活性来降低成本。下文所讨论的外嵌件的实施方案可提供这些有益效果中的一者或多者,以及下文所讨论的其它有益效果。
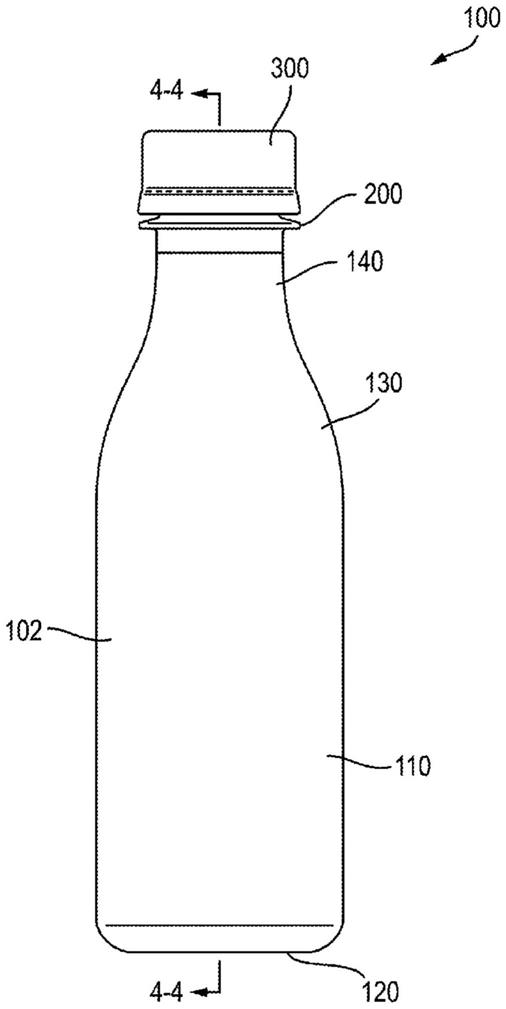
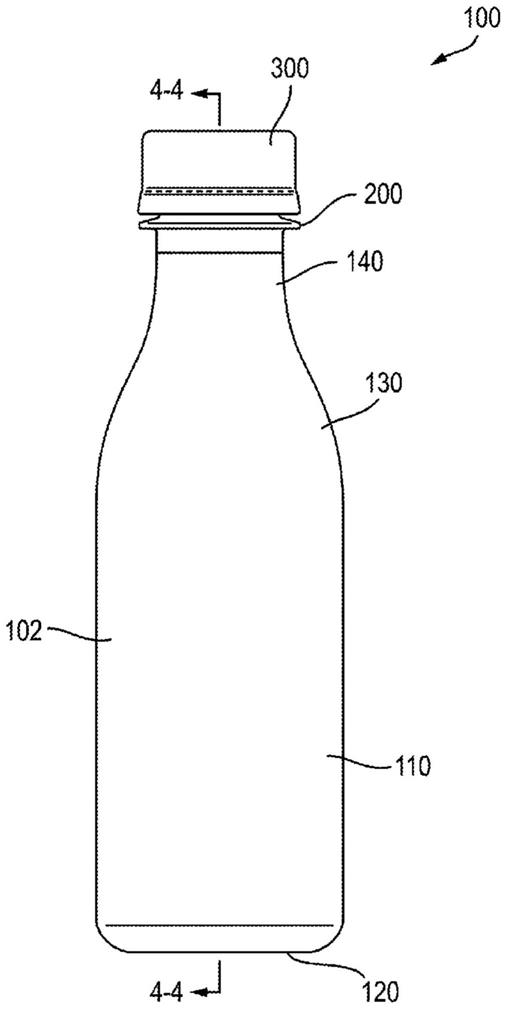
20.如图1所示的金属饮料容器或瓶100包括中间区段110、外嵌件200和盖300。瓶主体102包括底部120、中间区段110(例如,圆柱形中间区段)、颈部部分140和将中间区段110与颈部部分140连接的渐缩部分130。如图所示,例如,在图2中,颈部部分140具有与底部120相对位于颈部部分140的端部处的开口142。
21.图4示出沿着图1的线4
‑
4截取的瓶100的上部部分的剖视图。例如,如图4所示,颈部部分140可具有设置在过渡区域160下方的下部区域150。过渡区域160连接至设置在过渡区域160上方的上部区域170。下部区域150和上部区域170可具有平滑的圆柱形或截头圆锥形形状,当在竖直横截面中观察时带有直的壁(如图4所示)。在一些实施方案中,开口142位于上部区域170的远侧端部处。下部区域150和上部区域170可以为圆柱形的。下部区域150可具有外径152,该外径大于上部区域170的外径172。例如,上部区域170的下端可具有比下
部区域150的上端小的外径(例如,外径152可为24.5mm并且外径172可为22.5mm)。过渡区域160可连接在下部区域150和上部区域170之间,并且桥接此类直径差异。在这些实施方案中,过渡区域160具有渐缩(例如,截头圆锥形)形状,以从较大的下部区域150平滑地过渡到较小的上部区域170,从而更易于装配。
22.在一些实施方案中,瓶100可包括设置在颈部部分140的上边缘144处的卷起的边缘180。如图4和图5所示,卷起的边缘180可通过向外卷起颈部部分140的上边缘144直至上边缘144邻近或接触颈部部分140的外表面来形成。然而,卷起的边缘也可为例如通过使用焊接、粘合剂或其它已知的技术添加到颈部部分140的单独的材料环。在一些实施方案中,卷起的边缘180的尺寸被构造成模拟标准塑料瓶的开口的尺寸。这进一步增强了瓶100与塑料装瓶线的相容性。卷起的边缘180还被构造成在开口142处呈现修整、平滑的表面,这对于改善饮用瓶100中的饮料时的消费者体验是期望的。在一些实施方案中,卷起的边缘180可具有非圆形横截面,诸如椭圆形或正方形横截面。例如,虽然在一些实施方案中卷起的边缘180可限定倒圆的上表面和倒圆的外侧表面,但在一些实施方案中,其可另选地或除此之外限定平坦的上表面或平坦的外侧表面。
23.在一些实施方案中,瓶100可由金属(例如,铝或不锈钢)制成。例如,瓶100可通过片材成形来形成,这是一种将预切金属片弯曲、轧制和/或拉成所需形状的工艺。卷起的边缘180可在该过程期间形成。如上所述,瓶100可在与外嵌件装配之前完全形成。在一些实施方案中,颈部部分140的外表面可为平滑的,也就是说,其可被制造成不带有有任何突起部并且可具有与使用用于形成瓶100的相同制造工艺制造的金属部件的表面粗糙度类似的表面粗糙度。具体地,颈部部分140的外嵌件接触的部分可被制造成平滑的,如此处以及在下文中进一步详细讨论的。
24.如图所示,例如,在图2与图4中,外嵌件200在颈部部分140上附接到瓶100。外嵌件200是圆柱形形状的,并且当其附接到瓶100时环绕颈部部分140的从开口142附近向下延伸的一部分。
25.图3和图4示出了外嵌件200的一个实施方案。上部部分210设置在下部部分220上方。在一些实施方案中,下部部分220可具有内径222,该内径大于上部部分210的内径212,如图4所示。下部部分220和上部部分210之间的过渡可渐缩成截头圆锥形形状。在一些实施方案中,下部部分220和上部部分210具有竖直的壁(即,为纯圆柱形)。在一些实施方案中,上部部分210和下部部分220的竖直横截面可具有稍微向内的渐缩形,这可部分地归因于结合了拔模角以有助于可制造性。在一些实施方案中,上部部分210和下部部分220的一些部分可渐缩,并且其他部分可为圆柱形。例如,下部部分220可为纯圆柱形,而上部部分210可具有稍微的渐缩形。
26.如图所示,例如,在图4中,外嵌件200可具有底切底部边缘。底切底部边缘可有助于将外嵌件200装配到颈部部分140上,如下文进一步详细讨论的。螺纹240设置在上部部分210的外表面上。螺纹240可被构造成螺旋状螺纹,这些螺旋状螺纹被构造成与瓶盖300上的对应螺纹配合。在一些实施方案中,螺纹240还可在螺纹图案中具有竖直取向的间隙242。间隙242可具有若干目的。例如,间隙242可被构造成允许瓶100内部的气体在旋开瓶盖300期间逸出。间隙242还可有助于外嵌件200的弹性变形,如下文进一步详细讨论的。可选择螺纹240的具体尺寸(例如螺距、大直径、小直径等)以适应任何所需的瓶盖螺纹构型。外嵌件200
可被构造成与瓶100的颈部部分140的一系列直径一起起作用。例如,与颈部部分140相关联的一些常见大小可为26mm、28mm、33mm和38mm。
27.显窃启形成物230可设置在螺纹240下方的上部部分210的外部上。显窃启形成物230被构造成与显窃启带309一起起作用,这将在下文进一步详细讨论。显窃启形成物230和显窃启带309一起用于指示瓶盖300先前是否已经旋开。显窃启形成物230可包括与显窃启带309一起起作用所需的任何构型的结构。例如,如图3所示,显窃启形成物230可包括凸缘232和设置在凸缘232下方的沟槽234。这些结构与显窃启带309接合,使得当旋开瓶盖300时显窃启带309保持附接到外嵌件200。凸缘232还可包括竖直取向的间隙236。与间隙242类似,间隙236被构造成通过为外嵌件200的区域提供更薄的壁厚而使外嵌件200能够更容易地变形。在一些实施方案中,间隙236可与螺纹240中的间隙242竖直对准。在其他实施方案中,间隙236可从间隙242偏移。显窃启形成物230的构型可被修改以按需与显窃启带309的不同设计一起起作用。
28.支撑凸缘260设置在下部部分220的外部上。如图3所示,支撑凸缘260的上表面可与水平面成斜角从外嵌件200径向向外延伸,并且支撑凸缘260的下表面可平行于水平面从外嵌件200径向向外延伸。接合部分270设置在支撑凸缘260下方。如下文进一步详细讨论的的,支撑凸缘260和接合部分270一起起作用以使得瓶100能够被装瓶线400的抓持机构402抓持。支撑凸缘260被设计成从外嵌件200径向向外延伸足够的距离,以允许抓持机构抵抗由瓶100的重量产生的向下力来支撑其自身,尤其是当瓶100填充有饮料时。例如,支撑凸缘260可从下部部分220的外表面径向向外延伸2mm至5mm之间。
29.接合部分270从支撑凸缘260向下延伸足够的距离以保护瓶100的外部免受抓持或输送机构的影响。例如,接合部分270可向下延伸至少与抓持或输送机构的总高度一样远。这确保接合部分270总是在抓持机构和瓶100的外部之间。在一些实施方案中,接合部分270可沿着瓶100向下延伸比抓持或输送机构的高度更远的距离,以确保抓持或输送机构和瓶100之间的轻微的不对准不会导致瓶100的外表面被抓持或输送机构损毁或损坏。例如,接合部分270可从支撑凸缘260向下延伸至少4mm(例如,4mm和6mm之间)。
30.因为下文进一步详细讨论的外嵌件200的优选安装方法涉及将外嵌件200按压到瓶100上,所以外嵌件200能够弹性变形或拉伸超过其标称尺寸,然后至少部分地恢复回到那些静止尺寸。因此,外嵌件200可由带有弹性性能的任何所需材料制成。例如,在一些实施方案中,外嵌件200由包括聚丙烯塑料在内的塑性材料制成。当设计外嵌件200时,优选的是确保所选择的材料和所选择的设计参数(例如,壁厚和结构设计)被构造成允许在预期尺寸范围内的弹性变形。例如,在一些实施方案中,在装配过程中,可能需要将外嵌件200从其初始静止直径拉伸至大约10%( /
‑
2%)的直径,然后可能需要恢复回其初始直径。外嵌件200的设计优选地受到调控,以允许该直径范围内的完全弹性变形。另外,在一些实施方案中,外嵌件200的内表面是平滑的,也就是说,其不具有除了由用于形成外嵌件200的模制工艺自然赋予的纹理之外的任何突起部、沟槽或其他表面特征。瓶主体102和外嵌件200之间的平滑接触表面有助于外嵌件200在装配到瓶100上期间在卷起的边缘180上滑动。
31.例如,螺纹240中的间隙242和凸缘232中的间隙236可被构造成有助于外嵌件200的弹性变形。一般来讲,具有不同厚度的材料在其较薄区段中将更容易弹性变形,因为那些区段不太能够抵抗使材料变形的力。因此,材料可被设计成通过控制该材料的厚度,并且具
体地通过使材料在需要变形的地方更薄来在特定区域中弹性变形。此处,间隙242和间隙236可竖直地对准,其中每个间隙242竖直地对准在间隙236中的一个间隙上方。间隙242和间隙236可为颈部部分的不具有(用于间隙242的)螺纹240或(用于间隙236的)凸缘232,但以其他方式具有与外嵌件200的其余部分相同的壁厚的区段。不存在这些增厚结构(螺纹240和凸缘232)有效地减小了外嵌件200在间隙242和间隙236中的厚度。因此,外嵌件200经历的任何弹性变形将集中在间隙242和间隙236中,从而最小化螺纹242和凸缘232上的变形和伴随应力。外嵌件200在间隙242和间隙236中的实际壁厚也可被修改以调整在那些区段中发生的变形水平,其中较薄的壁厚导致较多的变形,而较厚的壁厚导致较少的变形。在一些实施方案中,间隙242和间隙236可围绕颈部部分140的圆周等距间隔开。例如,可存在4组和8组之间的间隙242和间隙236。间隙242和236围绕外嵌件200的均匀间距导致外嵌件200相对于外嵌件200的圆周均匀变形。例如,在存在四组间隙242和间隙236的情况下,每对对准的间隙242和间隙236可与下一对间隙242和间隙236间隔开九十度。
32.在一些实施方案中,外嵌件200可被设计成在装配在瓶100上之前被加热。一般来讲,将塑性材料加热到一定程度增加了其弹性变形的能力,并因此加热外嵌件200可允许外嵌件200的材料的进一步柔性。在装配之后,加热的外嵌件200的冷却过程可进一步有助于外嵌件200恢复到其预拉伸尺寸。例如,在装配之前,可将外嵌件200加热到80华氏度和120华氏度之间(例如,90华氏度和110华氏度之间)的温度。可使用任何合适的工艺诸如模塑或机加工来制造外嵌件200。
33.如上所述,并且如图1、图2、图4和图6所示,瓶盖300被构造成可重新密封地封闭瓶100。在将外嵌件200安装在瓶100上之后,瓶盖300与外嵌件200接合。例如,如图4所示,瓶盖300的实施方案包括圆形顶部部分302,其具有沿着顶部部分302的圆周设置并从顶部部分302向下延伸的圆柱形侧壁304。瓶盖螺纹306设置在圆柱形侧壁304的内表面上。瓶盖螺纹306被构造成与外嵌件200的螺纹240接合。以上关于螺纹240的具体细节的讨论同样适用于瓶盖螺纹306。
34.瓶盖300被构造成当其已经旋紧到瓶100上的外嵌件200上时提供气密密封。瓶盖300的实施方案可以为“一体式”或“两件式”类型的瓶盖。两件式盖包括附接到上部部分302的下表面的第二片可变形材料。当瓶盖300旋紧到瓶100上时,该可变形材料围绕瓶100的颈部部分140的上边缘变形,并因此提供气密密封。一体式瓶盖300的实施方案在图4和图5中示出。在该实施方案和其他类似实施方案中,密封件由第一密封凸缘308提供,该第一密封凸缘为设置在上部部分302的下表面上的环形凸缘。第一密封凸缘308从上部部分302的下表面向下延伸,并且被构造成当瓶盖300旋紧封闭在瓶100上时接触颈部部分140的内壁。第二密封凸缘310是在上部部分302的下表面上从第一密封凸缘308径向向外设置的环形凸缘。第二密封凸缘310还从上部部分302的下表面向下延伸,并且例如如图5所示被构造成当瓶盖300旋紧封闭时接触卷起的边缘180的外部。
35.上部部分302的下表面还接触卷起的边缘180的顶部,并起到提供附加的密封表面的作用。在一些实施方案中,可存在附加突起部(例如,密封泡)形式的密封件,该突起部被构造成接触上部部分302的下表面上的卷起的边缘180的顶部。第一密封凸缘308、第二密封凸缘310和上部部分302的下表面一起被构造成当瓶盖300旋紧封闭在瓶100上时提供气密密封。在一些实施方案中,除了第一密封凸缘308和第二密封凸缘310之外,上部部分302的
下表面可不包括用于进一步密封瓶100的任何附加的密封凸缘或结构。具体地讲,如图5所示,在第一密封凸缘308和第二密封凸缘310之间上部部分302接触卷起的边缘180的环形区域中的上部部分302的下表面上不存在密封凸缘、沟槽、密封台或其他突起部。
36.在一些实施方案中,显窃启带309是瓶盖300的一部分。例如,如图4所示,显窃启带309可以可移除地附接到侧壁304的下边缘。显窃启带309被构造成与外嵌件200的显窃启形成物230相互作用。当瓶盖300首次从瓶100旋开时,显窃启带309与瓶盖300分离并保持在瓶100上。这表明瓶100已向消费者打开,出于安全原因这是期望的。
37.如图4所示,在一些实施方案中,显窃启带309可被构造成由凸缘232捕集。由于瓶盖300和显窃启带309之间的连接被构造成可拆卸的,因此当瓶盖300旋开时,显窃启带309与瓶盖300分离并且保持由凸缘232捕集。显窃启带309的其他构型可用于实现与这里描述的构型相同的结果。
38.瓶盖300可由任何合适的材料制成。具体地讲,瓶盖300可由塑料诸如聚丙烯或聚乙烯塑料制成。瓶盖300可使用适用于瓶盖制造的任何已知技术(诸如模制)来制造。瓶盖300可被设计成具有与塑料装瓶线上使用的瓶盖类似的特性和尺寸。这进一步增强了与装瓶线400的相容性。
39.根据一些实施方案的制造带有外嵌件200的瓶100的方法从如上所述制造的瓶100开始。外嵌件200独立于瓶100制造。如图7a所示,然后将外嵌件200按压在瓶100的颈部部分140上。图7b示出了在按压在瓶100的颈部部分140上之后的外嵌件200。外嵌件200的设计使得外嵌件200能够在其越过卷起的边缘180时弹性变形,然后复原,使得外嵌件200的内表面与颈部部分140的外表面形成过盈配合。例如,参见图4,上部部分210的内径212和下部部分220的内径222中的较小内径可在20mm和36mm之间。外嵌件200的最小内径的量值可受到旨在将外嵌件200放置到其上的瓶100的颈部部分140的大小的影响。例如,旨在与26mm颈口一起使用的外嵌件200可具有22mm至24.3mm的最小内径,并且可拉伸至26mm以适配在卷起的边缘180的26mm外径上(26mm颈口的外径可为23
‑
26mm)。该示例和其他示例示在下表中示出。
40.颈口标称大小最小内径拉伸内径卷起的边缘的外径26mm22mm至24.3mm23mm至26mm23mm至26mm28mm22mm至24.3mm23mm至26mm23mm至26mm33mm25mm至29.5mm28mm至31mm28mm至31mm38mm30.5mm至34.7mm33mm至36mm33mm至36mm
41.例如,上部部分210的内径212和下部部分220的内径222中的较小内径可为22.8mm,而卷起的边缘180的外径182可为24.3mm,因此当外嵌件200施加到瓶100时,该外嵌件将其22.8mm的最小内径拉伸至24.3mm以越过卷起的边缘180,然后恢复回设计尺寸(即,恢复回其初始内径,由于其围绕颈部部分140的配合而产生的任何过盈除外)。在这些示例中,颈部部分140的至少一部分将具有大于或等于外嵌件200的对应部分的内径的外径,并因此当外嵌件200被按压在瓶100上时可由该外嵌件形成过盈配合。在这些实施方案中,卷起的边缘180的直径大于颈部部分140的至少一部分的直径,并且卷起的边缘180可用于约束外嵌件200的向上移动。在一些实施方案中,将外嵌件200按压到瓶100上,使得外嵌件200的上边缘设置在卷起的边缘180的正下方。
42.如上所述,外嵌件200的内部和在装配之后颈部部分140的外嵌件200覆盖的外部均可为平滑的,而没有任何结构、沟槽、突起部等。外嵌件200的平滑内部使得外嵌件200能够更容易地且在不损坏的情况下在卷起的边缘180上滑动。另外,在一些实施方案中,不存在用于将外嵌件200固定到瓶100的粘合剂或其他固定机构。因此,在一些实施方案中,仅在外嵌件200和颈部部分140之间的过盈配合将外嵌件200固定到瓶100。具体地讲,外嵌件200和颈部部分140之间的过盈配合本身足以在外嵌件200和颈部部分140之间提供足够的摩擦,以防止外嵌件200在瓶盖300封盖和开盖期间扭转。因此,不需要粘合剂或配合表面结构(例如,在外嵌件200的内表面或颈部部分140的外嵌件200覆盖的外表面上的沟槽、突起部或其他固定结构)。仅使用过盈配合还促进了外嵌件200与瓶100在瓶100被切碎的回收过程期间的快速分开。
43.在一些实施方案中,可在按压到瓶100上之前加热外嵌件200。这还使得外嵌件200能够在卷起的边缘180上弹性变形,然后恢复回到较小直径,因为塑性材料在较高温度下更容易弹性变形。
44.如图9所示,在一些实施方案中,外嵌件200被构造成在包括下部部分220的至少一部分的干涉区域502中具有与颈部部分140的过盈配合。在一些实施方案中,如图9所示,干涉区502可包括下部部分220的大部分或全部。在这些实施方案中,在外嵌件200和从干涉区域502向上延伸的颈部部分140之间存在间隙504。在一些实施方案中,间隙504可从干涉区502向上延伸外嵌件200的整个长度,例如,如图9所示。在其他实施方案中,间隙504可延伸到上部部分210的顶部边缘的正下方,其中外嵌件200在接触区域506中再次接触颈部部分140。例如,间隙504可在外嵌件200的30%至70%的总高度之间延伸。在一些实施方案中,接触区域506还可具有与颈部部分140的过盈配合。间隙504的存在允许外嵌件200在一些区段中(例如,在上部部分210中)具有更大的内径,这允许外嵌件200更容易地装配到瓶100上,并且具体地允许外嵌件200更容易地在卷起的边缘180上滑动。在一些实施方案中,外嵌件200的顶部边缘可接触卷起的边缘180的下部,以帮助定位和保持外嵌件200的稳定位置,例如,如图9所示。
45.这种将外嵌件200装配到瓶100上的方法具有若干优点。首先,该外嵌件可与已经预成形的瓶100一起使用。这可简化并且降低制造和供应瓶100的成本,并且还可使得能够使用预成形的瓶,因为该装配方法不需要在制造的某个阶段(例如,在形成卷起的边缘180之前)将外嵌件200施加到瓶100上。这还使得能够对瓶100使用更快的成形方法,该方法可能不一定易于适于在装配期间插入外嵌件。例如,装配上述瓶100的片材成形方法非常快速地发生,并且试图引入新的施加外嵌件的步骤可使瓶形成过程更慢且成本更高。这与使用塌缩成形方法制成的瓶形成对比,塌缩成形方法比片材成形慢,并因此更适于在瓶成形过程期间引入用于将外嵌件施加到部分成形的瓶上的新步骤。当然,虽然外嵌件200可与形成瓶的塌缩成形方法一起使用,但其尤其适用于与更适于无中断地生产完全成形的瓶的技术诸如片材成形一起使用,因为外嵌件200由于其在成卷边缘180上弹性变形的能力而被设计用于装配到完全成形的瓶上。此外,由于没有使用粘合剂将外嵌件200固定到瓶100,因此装配之后回收瓶100和外嵌件200更容易,因为外嵌件200可更干净地与瓶主体102分开(例如,当瓶100在回收操作中被切碎时)。在一些实施方案中,外嵌件200可包括混合到其材料中的磁性材料,诸如钢或铁,以使得能够在再循环期间从瓶100的非磁性实施方案中磁性拣出外
嵌件200。例如,可将少量钢结合到塑料型式的外嵌件200中,以使得磁体能够在回收期间吸引外嵌件200。
46.如图8所示,在装瓶线400上使用带有外嵌件200的瓶100的方法涉及将瓶100置于抓持机构402中。如上所述,即使当抓持机构402在被构造成仅填充塑料瓶的装瓶线400上时,外嵌件200的设计也使得瓶100能够被抓持机构402抓持。外嵌件200,并且具体地凸缘260和接合部分270起作用以在瓶100穿过装瓶线400时保护瓶100的外部。因为附接有外嵌件200的瓶100的尺寸类似于塑料瓶的尺寸,所以可在对装瓶线400几乎不进行或不进行修改的情况下在装瓶线400上使用瓶100。这降低了装瓶瓶100的成本和复杂性。此外,因为塑料装瓶线如装瓶线400是最常见类型的装瓶线中的一些,这使得金属饮料容器能够在更广泛的现有设施中装瓶。图8示出了代表“刀和板”类型的示例性抓持机构402。应当理解,外嵌件200的设计还可与任何类型的抓持机构402一起起作用,并且还可与任何“气流式输送机”类型的系统一起起作用。“气流式输送机”系统使用连续导轨,该连续导轨在一对连续导轨之间具有间隙,其中间隙的大小被设定成允许颈部部分140滑动。连续导轨抵靠在外嵌件200上以将瓶100运输到装瓶线400中或通过该装瓶线运输该瓶。瓶100通过在瓶100处引导的气流沿着气流式输送机移动。
47.在装载到装瓶线400上之后,在装瓶线400上用饮料填充瓶100,然后用瓶盖300封盖。在此,同样,填充瓶100的成本和复杂性降低,因为瓶盖300被设计成类似于塑料瓶上使用的瓶盖,并且这允许在对装瓶线400进行最小修改的情况下在装瓶线400上封盖瓶100。
48.应理解的是,是具体实施方式部分,而不是发明内容部分和说明书摘要部分,旨在用于解释权利要求书。发明内容部分和说明书摘要部分可以给出发明人设想的本发明的一个或多个但不是全部示例性实施方案,因此不旨在以任何方式限制本发明和所附的权利要求书。
49.对具体实施方案的以上描述将充分揭示本发明的一般性质,使得其他人可通过应用本技术领域的知识在不脱离本发明的总体构思的情况下容易地针对各种应用对此类具体实施方案进行修改和/或调整,而无需过度实验。因此,基于本文给出的教导和指导,此类调整和修改旨在落入所公开实施方案的等同物的含义和范围内。应当理解,本文的措辞或术语是出于描述的目的而不是限制的目的,使得本说明书的术语或措辞应由本领域的技术人员按照所述教导和指导来解释。
50.本发明的宽度和范围不应受上述示例性实施方案中任一者的限制,而应仅根据权利要求书及其等同物来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。