1.本发明属于锡焊工艺技术领域,具体涉及一种多工位直排定子引脚铝线锡焊方法。
背景技术:
2.目前,在工厂生产中,直排定子铝线锡焊工作通常是工人完成的。对于大量直排定子铝线锡焊工作,人工锡焊效率低下,质量因人而异,浪费大量的人力。目前已有的直排定子铝线锡焊机械化工艺还是存在效率低下、不能保证焊接质量的问题。因此,有必要设计一种锡焊效率高、质量好的自动锡焊工艺。
技术实现要素:
3.本发明的目的是针对现有技术的不足,提供一种多工位直排定子引脚铝线锡焊方法。
4.本发明具体步骤如下:
5.s1:人工在上料带传动机构的传动带顶面持续放入焊接端子上绕有包漆铝线的直排定子,每个直排定子位于上料带传动机构的传动带上所固定的相邻两块竖直隔板之间,且直排定子的焊接端子朝上放置;上料带传动机构间歇性输送直排定子,翻转上料机构配合上料带传动机构夹取直排定子给上料工装,夹取过程如下:上料横向电机经上料横向滑台带动上料竖直滑台横向朝上料带传动机构移动,上料竖直电机再经上料竖直滑台带动翻转电机、翻转臂和翻转气动手指一起向下移动;翻转气动手指夹取直排定子后,上料竖直电机带动翻转气动手指向上移动复位,翻转电机带动翻转臂旋转180
°
,使得直排定子的焊接端子朝下;随后,上料横向电机带动上料竖直滑台横向移动复位,此时,两个翻转气动手指夹持的直排定子位于上料工装正上方,上料竖直电机再次带动翻转气动手指向下移动,翻转气动手指松开直排定子,直排定子被置于上料工装的两块工装定子夹板之间;最后,上料竖直电机带动翻转气动手指向上移动复位,翻转电机带动翻转臂再次旋转180
°
复位。
6.s2:搬运机构将上料工装上的直排定子搬运至脱漆剂试剂槽组件上蘸取脱漆剂,并将蘸取脱漆剂后的直排定子搬运至传递过渡机构一上。
7.s3:传递过渡机构一带动直排定子向脱漆机构移动到位后,脱漆机构实现直排定子上的铝线脱漆、直排定子的接线端子和铝线蘸取助焊剂,以及将直排定子输送至传递过渡机构二上。
8.s4:传递过渡机构二带动直排定子向锡焊机构移动到位后,锡焊机构实现直排定子的接线端子和铝线锡焊以及将直排定子输送至传递过渡机构三。
9.s5:传递过渡机构三带动直排定子向超声波清洗箱组件移动到位后,清洗下料机构将锡焊后的直排定子输送至超声波清洗箱组件进行超声清洗。
10.s6:重复步骤s1
‑
步骤s5,每次执行步骤s5时,清洗下料机构将直排定子置于超声波清洗箱组件的不同两块相邻直排定子隔板的间隔内,且按各间隔的排布顺序依次放置直
排定子;而当置于超声波清洗箱组件上的第一个直排定子达到预设超声波清洗时间后,每次执行步骤s5时,未进行超声清洗的直排定子被置于波清洗箱组件的相邻直排定子隔板的间隔处后,等清洗下料机构夹取一个完成超声波清洗的直排定子到烘道带传动机构上之后,最后才执行如下步骤:下料竖直电机驱动回转气缸和下料气动手指同步向上移动复位,回转气缸再次驱动两个下料气动手指旋转90
°
,同时,下料横向电机驱动下料竖直滑台复位,且纵向电机带动下料横向滑台复位。烘道带传动机构上的直排定子被烘道内的烘干机烘干后输出。
11.优选地,所述搬运机构将上料工装上的直排定子搬运至脱漆剂试剂槽组件上蘸取脱漆剂,并将蘸取脱漆剂后的直排定子搬运至传递过渡机构一上的过程具体如下:搬运机构的横向上料电机经横向上料滑台带动上料伸缩气缸和上料气动手指横向移动,使得上料气动手指位于上料工装正上方;随后,上料伸缩气缸带动上料气动手指向下移动到位后,两个上料气动手指夹取上料工装上的直排定子;接着,上料伸缩气缸带动上料气动手指和上料气动手指夹持的直排定子向上移动复位,横向上料电机带动上料伸缩气缸和上料气动手指横向移动,使上料气动手指夹持的直排定子位于脱漆剂试剂槽组件正上方;再接着,上料伸缩气缸带动上料气动手指向下移动到位,将直排定子置于脱漆剂试剂槽组件上,脱漆剂试剂槽组件给直排定子上的包漆铝线蘸上脱漆剂;蘸好脱漆剂后,上料伸缩气缸带动上料气动手指向上移动复位,横向上料电机带动上料伸缩气缸和上料气动手指横向移动复位,此时上料气动手指夹持的直排定子位于传递过渡机构一正上方;最后,上料伸缩气缸带动上料气动手指向下移动到位,上料气动手指松开直排定子,直排定子被置于传递过渡机构一上。
12.更优选地,所述脱漆剂试剂槽组件给直排定子的包漆铝线粘上脱漆剂的过程如下:伸缩气缸带动框格试剂槽和单格试剂槽同步向上移动,直排定子上的包漆铝线蘸取框格试剂槽和单格试剂槽中装有的脱漆剂;然后,伸缩气缸带动框格试剂槽和单格试剂槽同步向下移动复位。
13.优选地,所述脱漆机构实现直排定子上的铝线脱漆、直排定子的接线端子和铝线蘸取助焊剂,以及将直排定子输送至传递过渡机构二上的过程具体如下:脱漆机构的机械臂经动机械臂伸缩轴和旋转电机带动机械手气动手指转动至传递过渡机构一正上方,机械臂的内置电缸带动机械臂伸缩轴向下伸出到位后,机械手气动手指夹取直排定子;然后,机械臂的内置电缸带动机械臂伸缩轴向上移动复位,同时传递过渡机构一向脱漆剂试剂槽组件移动复位;接着,机械臂带动机械手气动手指转动复位,此时机械手气动手指位于脱漆锡炉正上方,机械臂的内置电缸带动机械臂伸缩轴向下伸出到位后脱漆锡炉对直排定子一端的包漆铝线进行脱漆;一端脱漆完成后,旋转电机旋转180
°
,带动机械手气动手指和直排定子也旋转180
°
,脱漆锡炉对直排定子另一端的包漆铝线进行脱漆;直排定子两端的包漆铝线均完成脱漆后,旋转电机再旋转180
°
复位,脱漆机构的机械臂带动机械手气动手指转动至助焊剂试剂槽组件正上方;脱漆机构的内置电缸带动机械臂伸缩轴向下伸出到位,将直排定子置于助焊剂试剂槽组件上,助焊剂试剂槽组件给直排定子的焊接端子和铝线蘸上助焊剂;蘸好助焊剂后,脱漆机构的内置电缸带动机械臂伸缩轴向上移动复位,脱漆机构的机械臂带动机械手气动手指转动至传递过渡机构二正上方,脱漆机构的内置电缸带动机械臂伸缩轴向下移动到位,机械手气动手指松开直排定子,直排定子被置于传递过渡机构二上;
最后,脱漆机构的内置电缸带动机械臂伸缩轴向上移动复位,脱漆机构的机械臂带动机械手气动手指转动复位。其中,脱漆机构设有两个交替作业。
14.更优选地,所述助焊剂试剂槽组件给直排定子的焊接端子和铝线蘸上助焊剂的过程如下:伸缩气缸带动框格试剂槽和单格试剂槽同步向上移动,直排定子的焊接端子和铝线蘸取框格试剂槽和单格试剂槽中装有的助焊剂;然后,伸缩气缸带动框格试剂槽和单格试剂槽同步向下移动复位。
15.优选地,所述锡焊机构实现直排定子的接线端子和铝线锡焊以及将直排定子输送至传递过渡机构三的过程具体如下:锡焊机构的机械臂经机械臂伸缩轴和旋转电机带动机械手气动手指转动至传递过渡机构二正上方,机械臂的内置电缸带动机械臂伸缩轴向下伸出到位后,机械手气动手指夹取直排定子;接着,机械臂的内置电缸带动机械臂伸缩轴向上移动复位,同时传递过渡机构二向脱漆剂试剂槽组件移动复位;再接着,锡焊机构的机械臂带动机械手气动手指转动复位,此时机械手气动手指位于锡焊锡炉正上方,机械臂的内置电缸带动机械臂伸缩轴向下伸出到位后锡焊锡炉对直排定子一端的焊接端子和铝线进行锡焊;一端锡焊完成后,旋转电机旋转180
°
,带动直排定子也旋转180
°
,锡焊锡炉对直排定子另一端的焊接端子和铝线进行锡焊;直排定子两端的焊接端子和铝线均完成锡焊后,旋转电机再旋转180
°
复位,锡焊机构的机械臂带动机械手气动手指转动至传递过渡机构三正上方,锡焊机构的内置电缸带动机械臂伸缩轴向下移动到位,两个机械手气动手指松开直排定子,直排定子被置于传递过渡机构三上;最后,锡焊机构的内置电缸带动机械臂伸缩轴向上移动复位,锡焊机构的机械臂带动机械手气动手指转动复位。其中,锡焊机构设有两个交替作业。
16.优选地,所述清洗下料机构将锡焊后的直排定子输送至超声波清洗箱组件进行超声清洗的过程具体如下:清洗下料机构的纵向电机经纵向滑台带动下料横向滑台移动至传递过渡机构三正上方,下料横向电机经下料横向滑台驱动下料竖直滑台移动,使下料气动手指对准传递过渡机构三上的直排定子,下料竖直电机经下料竖直滑台驱动回转气缸和下料气动手指同步向下移动到位后,下料气动手指夹取直排定子;接着,下料竖直电机驱动回转气缸和下料气动手指同步向上移动复位,同时传递过渡机构三向脱漆剂试剂槽组件移动复位;再接着,纵向电机带动下料横向滑台移动至超声波清洗箱组件上方,下料横向电机驱动下料竖直滑台移动,使两个下料气动手指位于超声波清洗箱组件的其中两块相邻直排定子隔板上方,回转气缸驱动下料气动手指旋转90
°
,使下料气动手指夹取的直排定子位于两块相邻直排定子隔板的间隔正上方;下料竖直电机驱动回转气缸和下料气动手指同步向下移动到位后,下料气动手指松开直排定子,直排定子被置于相邻直排定子隔板的间隔处;最后,下料竖直电机驱动回转气缸和下料气动手指同步向上移动复位,回转气缸再次驱动两个下料气动手指旋转90
°
,同时,下料横向电机驱动下料竖直滑台复位,且纵向电机带动下料横向滑台复位。
17.优选地,所述清洗下料机构夹取完成超声波清洗的直排定子到烘道带传动机构的过程如下:下料竖直电机驱动回转气缸和下料气动手指同步向上移动复位,下料横向电机驱动下料竖直滑台移动,同时纵向电机驱动下料横向滑台移动,使得下料气动手指移动至已完成超声波清洗的直排定子上方,然后下料气动手指夹取已完成超声波清洗的直排定子;夹取完成后,下料竖直电机驱动回转气缸和下料气动手指同步向上移动复位,回转气缸
驱动两个下料气动手指旋转90
°
,纵向电机驱动下料横向滑台移动至烘道带传动机构上方,下料横向电机带动下料竖直滑台移动至烘道带传动机构上方中间位置,下料竖直电机驱动回转气缸和下料气动手指同步向下移动到位后,下料气动手指松开直排定子,直排定子被置于烘道带传动机构上。
18.本发明具有的有益效果如下:
19.本发明通过翻转上料机构和搬运机构协同作业,实现上料、对直排定子上的包漆铝线蘸取脱漆剂和将直排定子输送至传递过渡机构一的动作快速执行;通过传递过渡机构一和脱漆机构协同作业,实现铝线脱漆,直排定子的接线端子和铝线蘸取助焊剂以及将直排定子输送至传递过渡机构二的动作快速执行;通过传递过渡机构二和锡焊机构协同作业,实现直排定子的接线端子和铝线锡焊以及将直排定子输送至传递过渡机构三的动作快速执行;通过传递过渡机构三和清洗下料机构协同作业,实现锡焊后的直排定子超声清洗以及将直排定子输送至烘道带传动机构的动作快速执行;最后烘道内的烘干机对锡焊后的直排定子进行烘干;而且脱漆机构和锡焊机构均有两个交替作业,相比人工锡焊或现有铝线锡焊机械化工艺,大大提高了生产效率,约25秒就能完成一个直排定子的锡焊作业。进一步,本发明的脱漆机构和锡焊机构采用机器人手臂带动直排定子运动,使得脱漆和锡焊过程更稳定,脱漆效果更好,锡焊质量更稳定,良品率高。
附图说明
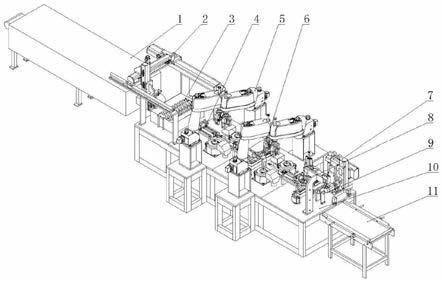
20.图1是本发明采用的多工位直排定子引脚铝线锡焊装置整体结构立体图;
21.图2是本发明采用的多工位直排定子引脚铝线锡焊装置整体结构俯视图;
22.图3是本发明中清洗下料机构的结构立体图;
23.图4是本发明中超声波清洗箱组件的结构立体图;
24.图5是本发明中传递过渡机构三的结构立体图;
25.图6是本发明中锡焊机构的结构示意图;
26.图7是本发明中助焊剂试剂槽组件的结构立体图;
27.图8是本发明中翻转上料机构的结构立体图;
28.图9是本发明中翻转连接板、翻转轴、翻转臂和翻转气动手指的装配立体图;
29.图10是本发明中搬运机构的结构立体图;
30.图11是本发明中上料工装的结构立体图;
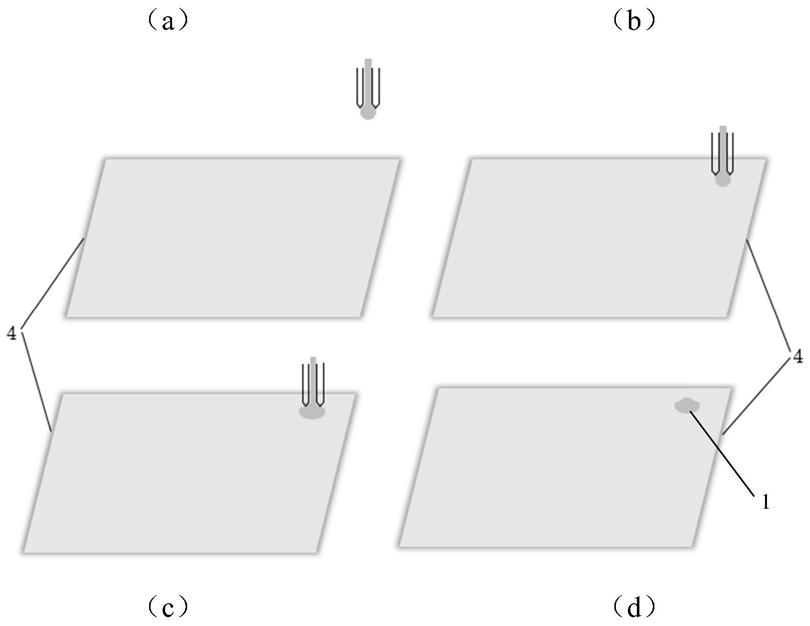
31.图12是焊接端子上绕有包漆铝线的待加工直排定子结构示意图。
具体实施方式
32.下面结合附图对本发明做进一步说明。
33.如图1和2所示,多工位直排定子引脚铝线锡焊方法,具体步骤如下:
34.s1:人工在上料带传动机构11的传动带顶面持续放入焊接端子上绕有包漆铝线的直排定子(焊接端子上绕有包漆铝线的直排定子结构如图12所示,可以根据需要在直排定子的若干焊接端子上绕包漆铝线),每个直排定子位于上料带传动机构11的传动带上所固定的相邻两块竖直隔板之间,且直排定子的焊接端子朝上放置;上料带传动机构11间歇性输送直排定子,翻转上料机构7配合上料带传动机构11夹取直排定子,夹取过程如下:上料
横向电机7
‑
3经上料横向滑台7
‑
5带动上料竖直滑台7
‑
8横向朝上料带传动机构11移动,上料竖直电机7
‑
21再经上料竖直滑台7
‑
8带动翻转电机7
‑
13、翻转臂7
‑
16和翻转气动手指7
‑
17一起向下移动;翻转气动手指7
‑
17夹取直排定子后,上料竖直电机7
‑
21带动翻转气动手指7
‑
17向上移动复位,翻转电机7
‑
13带动翻转臂7
‑
16旋转180
°
,使得直排定子的焊接端子朝下;随后,上料横向电机7
‑
3带动上料竖直滑台7
‑
8横向移动复位,此时,两个翻转气动手指7
‑
17夹持的直排定子位于上料工装9正上方,上料竖直电机7
‑
21再次带动翻转气动手指7
‑
17向下移动,翻转气动手指7
‑
17松开直排定子,直排定子被置于上料工装9的两块工装定子夹板9
‑
1之间;最后,上料竖直电机7
‑
21带动翻转气动手指7
‑
17向上移动复位,翻转电机7
‑
13带动翻转臂7
‑
16再次旋转180
°
复位。
35.s2:搬运机构将上料工装上的直排定子搬运至脱漆剂试剂槽组件上蘸取脱漆剂,并将蘸取脱漆剂后的直排定子搬运至传递过渡机构一上,具体如下:搬运机构8的横向上料电机8
‑
1经横向上料滑台8
‑
3带动上料伸缩气缸8
‑
7和上料气动手指8
‑
11横向移动,使得上料气动手指8
‑
11位于上料工装9正上方;随后,上料伸缩气缸8
‑
7带动上料气动手指8
‑
11向下移动到位后,两个上料气动手指8
‑
11夹取上料工装9上的直排定子;接着,上料伸缩气缸8
‑
7带动上料气动手指8
‑
11和上料气动手指8
‑
11夹持的直排定子向上移动复位,横向上料电机8
‑
1带动上料伸缩气缸8
‑
7和上料气动手指8
‑
11横向移动,使上料气动手指8
‑
11夹持的直排定子位于脱漆剂试剂槽组件正上方;再接着,上料伸缩气缸8
‑
7带动上料气动手指8
‑
11向下移动到位,将直排定子置于脱漆剂试剂槽组件上,脱漆剂试剂槽组件给直排定子上的包漆铝线蘸上脱漆剂;蘸好脱漆剂后,上料伸缩气缸8
‑
7带动上料气动手指8
‑
11向上移动复位,横向上料电机8
‑
1带动上料伸缩气缸8
‑
7和上料气动手指8
‑
11横向移动复位,此时上料气动手指8
‑
11夹持的直排定子位于传递过渡机构一正上方;最后,上料伸缩气缸8
‑
7带动上料气动手指8
‑
11向下移动到位,上料气动手指8
‑
11松开直排定子,直排定子被置于传递过渡机构一上。其中,脱漆剂试剂槽组件给直排定子的包漆铝线粘上脱漆剂的过程如下:伸缩气缸6
‑
10带动框格试剂槽6
‑
5和单格试剂槽6
‑
1同步向上移动,直排定子上的包漆铝线蘸取框格试剂槽6
‑
5和单格试剂槽6
‑
1中装有的脱漆剂;然后,伸缩气缸6
‑
10带动框格试剂槽6
‑
5和单格试剂槽6
‑
1同步向下移动复位。
36.s3:传递过渡机构一带动直排定子向脱漆机构移动到位后,脱漆机构实现直排定子上的铝线脱漆、直排定子的接线端子和铝线蘸取助焊剂,以及将直排定子输送至传递过渡机构二上;脱漆机构实现直排定子上的铝线脱漆、直排定子的接线端子和铝线蘸取助焊剂,以及将直排定子输送至传递过渡机构二上的过程具体如下:脱漆机构的机械臂5
‑
1经动机械臂伸缩轴5
‑
2和旋转电机5
‑
3带动机械手气动手指5
‑
7转动至传递过渡机构一正上方,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向下伸出到位后,机械手气动手指5
‑
7夹取直排定子;然后,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向上移动复位,同时传递过渡机构一向脱漆剂试剂槽组件移动复位;接着,机械臂5
‑
1带动机械手气动手指5
‑
7转动复位,此时机械手气动手指5
‑
7位于脱漆锡炉正上方,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向下伸出到位后脱漆锡炉对直排定子一端的包漆铝线进行脱漆;一端脱漆完成后,旋转电机5
‑
3旋转180
°
,带动机械手气动手指5
‑
7和直排定子也旋转180
°
,脱漆锡炉对直排定子另一端的包漆铝线进行脱漆;直排定子两端的包漆铝线均完成脱漆后,旋转电机5
‑
3再旋转180
°
复位,脱漆机构的机械臂5
‑
1带动机械手气动手指5
‑
7转动至助焊剂试剂槽组件6正上
方;脱漆机构的内置电缸带动机械臂伸缩轴5
‑
2向下伸出到位,将直排定子置于助焊剂试剂槽组件6上,助焊剂试剂槽组件6给直排定子的焊接端子和铝线蘸上助焊剂;蘸好助焊剂后,脱漆机构的内置电缸带动机械臂伸缩轴5
‑
2向上移动复位,脱漆机构的机械臂5
‑
1带动机械手气动手指5
‑
7转动至传递过渡机构二正上方,脱漆机构的内置电缸带动机械臂伸缩轴5
‑
2向下移动到位,机械手气动手指5
‑
7松开直排定子,直排定子被置于传递过渡机构二上;最后,脱漆机构的内置电缸带动机械臂伸缩轴5
‑
2向上移动复位,脱漆机构的机械臂5
‑
1带动机械手气动手指5
‑
7转动复位。其中,两个脱漆机构交替作业,提高效率。助焊剂试剂槽组件6给直排定子的焊接端子和铝线蘸上助焊剂的过程如下:伸缩气缸6
‑
10带动框格试剂槽6
‑
5和单格试剂槽6
‑
1同步向上移动,直排定子的焊接端子和铝线蘸取框格试剂槽6
‑
5和单格试剂槽6
‑
1中装有的助焊剂;然后,伸缩气缸6
‑
10带动框格试剂槽6
‑
5和单格试剂槽6
‑
1同步向下移动复位。
37.s4:传递过渡机构二带动直排定子向锡焊机构5移动到位后,锡焊机构5实现直排定子的接线端子和铝线锡焊以及将直排定子输送至传递过渡机构三;锡焊机构5实现直排定子的接线端子和铝线锡焊以及将直排定子输送至传递过渡机构三的过程具体如下:锡焊机构5的机械臂5
‑
1经机械臂伸缩轴5
‑
2和旋转电机5
‑
3带动机械手气动手指5
‑
7转动至传递过渡机构二正上方,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向下伸出到位后,机械手气动手指5
‑
7夹取直排定子;接着,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向上移动复位,同时传递过渡机构二向脱漆剂试剂槽组件移动复位;再接着,锡焊机构5的机械臂5
‑
1带动机械手气动手指5
‑
7转动复位,此时机械手气动手指5
‑
7位于锡焊锡炉5
‑
10正上方,机械臂5
‑
1的内置电缸带动机械臂伸缩轴5
‑
2向下伸出到位后锡焊锡炉对直排定子一端的焊接端子和铝线进行锡焊;一端锡焊完成后,旋转电机5
‑
3旋转180
°
,带动直排定子也旋转180
°
,锡焊锡炉对直排定子另一端的焊接端子和铝线进行锡焊;直排定子两端的焊接端子和铝线均完成锡焊后,旋转电机5
‑
3再旋转180
°
复位,锡焊机构的机械臂5
‑
1带动机械手气动手指5
‑
7转动至传递过渡机构三4正上方,锡焊机构的内置电缸带动机械臂伸缩轴5
‑
2向下移动到位,两个机械手气动手指5
‑
7松开直排定子,直排定子被置于传递过渡机构三上;最后,锡焊机构的内置电缸带动机械臂伸缩轴5
‑
2向上移动复位,锡焊机构的机械臂5
‑
1带动机械手气动手指5
‑
7转动复位。其中,两个锡焊机构交替作业,提高效率。
38.s5:传递过渡机构三带动直排定子向超声波清洗箱组件3移动到位后,清洗下料机构2将锡焊后的直排定子输送至超声波清洗箱组件3进行超声清洗;清洗下料机构2将锡焊后的直排定子输送至超声波清洗箱组件3进行超声清洗的过程具体如下:清洗下料机构2的纵向电机2
‑
23经纵向滑台2
‑
15带动下料横向滑台2
‑
7移动至传递过渡机构三4正上方,下料横向电机2
‑
19经下料横向滑台2
‑
7驱动下料竖直滑台2
‑
9移动,使下料气动手指2
‑
24对准传递过渡机构三上的直排定子,下料竖直电机2
‑
8经下料竖直滑台2
‑
9驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向下移动到位后,下料气动手指2
‑
24夹取直排定子;接着,下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向上移动复位,同时传递过渡机构三向脱漆剂试剂槽组件移动复位;再接着,纵向电机2
‑
23带动下料横向滑台2
‑
7移动至超声波清洗箱组件3上方,下料横向电机2
‑
19驱动下料竖直滑台2
‑
9移动,使两个下料气动手指2
‑
24位于超声波清洗箱组件3的其中两块相邻直排定子隔板3
‑
3上方,回转气缸2
‑
3驱动下料气动手指2
‑
24旋转90
°
(使直排定子与直排定子隔板3
‑
3平行),使下料气动手指2
‑
24夹取的直排
定子位于两块相邻直排定子隔板3
‑
3的间隔正上方;下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向下移动到位后,下料气动手指2
‑
24松开直排定子,直排定子被置于相邻直排定子隔板3
‑
3的间隔处;最后,下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向上移动复位,回转气缸2
‑
3再次驱动两个下料气动手指2
‑
24旋转90
°
,同时,下料横向电机2
‑
19驱动下料竖直滑台2
‑
9复位,且纵向电机2
‑
23带动下料横向滑台2
‑
7复位,等待下次执行将直排定子从传递过渡机构三4搬运到超声波清洗箱组件3上的动作。
39.s6:重复步骤s1
‑
步骤s5,每次执行步骤s5时,清洗下料机构2将直排定子置于超声波清洗箱组件3的不同两块相邻直排定子隔板3
‑
3的间隔内,且按各间隔的排布顺序依次放置直排定子;而当置于超声波清洗箱组件3上的第一个直排定子达到预设超声波清洗时间(优选60秒)后,每次执行步骤s5时,直排定子被置于相邻直排定子隔板3
‑
3的间隔处后,等清洗下料机构2夹取一个完成超声波清洗的直排定子到烘道带传动机构1上之后,最后才执行如下步骤:下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向上移动复位,回转气缸2
‑
3再次驱动两个下料气动手指2
‑
24旋转90
°
,同时,下料横向电机2
‑
19驱动下料竖直滑台2
‑
9复位,且纵向电机2
‑
23带动下料横向滑台2
‑
7复位。烘道带传动机构1上的直排定子被烘道内的烘干机烘干后输出(每个定子在烘道停留的时间为8
‑
10分钟)。其中,清洗下料机构2夹取完成超声波清洗的直排定子到烘道带传动机构1的过程如下:下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向上移动复位,下料横向电机2
‑
19驱动下料竖直滑台2
‑
9移动,同时纵向电机2
‑
23驱动下料横向滑台2
‑
7移动,使得下料气动手指2
‑
24移动至已完成超声波清洗的直排定子上方,然后下料气动手指2
‑
24夹取已完成超声波清洗的直排定子;夹取完成后,下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向上移动复位,回转气缸2
‑
3驱动两个下料气动手指2
‑
24旋转90
°
,纵向电机2
‑
23驱动下料横向滑台2
‑
7移动至烘道带传动机构1上方,下料横向电机2
‑
19带动下料竖直滑台2
‑
9移动至烘道带传动机构1上方中间位置,下料竖直电机2
‑
8驱动回转气缸2
‑
3和下料气动手指2
‑
24同步向下移动到位后,下料气动手指2
‑
24松开直排定子,直排定子被置于烘道带传动机构1上。
40.本发明采用的多工位直排定子引脚铝线锡焊装置,包括烘道带传动机构1、烘道、清洗下料机构2、超声波清洗箱组件3、传递过渡机构一、传递过渡机构二、传递过渡机构三4、脱漆机构、锡焊机构5、脱漆剂试剂槽组件、助焊剂试剂槽组件6、翻转上料机构7、搬运机构8、上料工装9、基座10和上料带传动机构11。上料带传动机构11的传动带上固定有沿传动带环状等距排布的多块竖直隔板;上料工装9位于上料带传动机构11的输出端,翻转上料机构7和搬运机构8位于上料工装9两侧;脱漆剂试剂槽组件位于搬运机构8的输出端,传递过渡机构一位于脱漆剂试剂槽组件远离上料带传动机构11的一侧;传递过渡机构一的输出端设有两个脱漆机构,助焊剂试剂槽组件6位于脱漆机构的输出端,传递过渡机构二位于助焊剂试剂槽组件6远离脱漆机构的一侧;传递过渡机构二的输出端设有两个锡焊机构5,传递过渡机构三4位于锡焊机构5的输出端;超声波清洗箱组件3位于传递过渡机构三4的输出端,清洗下料机构2位于超声波清洗箱组件3和烘道带传动机构1的输入端之间;烘道带传动机构1置于烘道内,烘道内固定设有烘干机。
41.如图8和9所示,翻转上料机构7包括翻转上料支架7
‑
1、上料横向电机7
‑
3、上料横向滑台7
‑
5、上料竖直滑台7
‑
8、翻转电机7
‑
13、翻转臂7
‑
16、翻转气动手指7
‑
17、翻转轴7
‑
19
和上料竖直电机7
‑
21。翻转上料支架7
‑
1与基座10固定;横向滑台连接板7
‑
2与翻转上料支架7
‑
1固定;上料横向滑台7
‑
5的座体与横向滑台连接板7
‑
2固定,竖直连接板7
‑
7与上料横向滑台7
‑
5的上料横向滑块7
‑
6固定;上料横向滑台7
‑
5的上料横向滑块7
‑
6由上料横向电机7
‑
3驱动;上料竖直滑台7
‑
8的座体与竖直连接板7
‑
7固定;竖直滑块连接板7
‑
10与上料竖直滑台7
‑
8的上料竖直滑块7
‑
9固定;上料竖直滑台7
‑
8的上料竖直滑块7
‑
9由上料竖直电机7
‑
21驱动;上料竖直电机7
‑
21的壳体与上料竖直滑台7
‑
8的座体通过竖直电机连接架7
‑
20固定;翻转电机7
‑
13的壳体与竖直滑块连接板7
‑
10通过翻转电机连接架7
‑
11固定;翻转连接板7
‑
14与竖直滑块连接板7
‑
10固定;翻转连接板7
‑
14底部固定有两个翻转耳环7
‑
15,翻转轴7
‑
19通过翻转轴承7
‑
18支承在两个翻转耳环7
‑
15上;翻转电机7
‑
13的输出轴与翻转轴7
‑
19通过减速器7
‑
12连接;翻转臂7
‑
16中间位置与翻转轴7
‑
19固定,翻转臂7
‑
16两端弯折而成的两个连接臂与两个翻转气动手指7
‑
17的缸体分别固定。
42.如图10所示,搬运机构8包括横向上料电机8
‑
1、横向上料滑台8
‑
3、移载连接架8
‑
5、上料伸缩导柱8
‑
6、上料伸缩气缸8
‑
7、伸缩导套8
‑
8、上料伸缩气缸推板8
‑
9、气缸连接块8
‑
10和上料气动手指8
‑
11。上料支架8
‑
2与基座10固定;横向上料滑台8
‑
3的座体与上料支架8
‑
2固定,横向上料电机8
‑
1的壳体与横向上料滑台8
‑
3的座体固定;移载连接架8
‑
5与横向上料滑台8
‑
3的横向上料滑块8
‑
4固定;横向上料滑台8
‑
3的横向上料滑块8
‑
4由横向上料电机8
‑
1驱动;上料伸缩气缸8
‑
7的缸体与移载连接架8
‑
5固定,上料伸缩气缸推板8
‑
9与上料伸缩气缸8
‑
7的活塞杆和上料伸缩导柱8
‑
6均固定;上料伸缩导柱8
‑
6与固定在移载连接架8
‑
5上的伸缩导套8
‑
8构成滑动副;气缸连接块8
‑
10与上料伸缩气缸推板8
‑
9固定;气缸连接块8
‑
10底部与间距设置的两个上料气动手指8
‑
11的缸体均固定。
43.如图11所示,上料工装9包括工装定子夹板9
‑
1、夹板固定板9
‑
2和上料支撑架9
‑
3。上料支撑架9
‑
3与基座10固定;夹板固定板9
‑
2与上料支撑架9
‑
3固定;夹板固定板9
‑
2顶部固定有间距设置的两块工装定子夹板9
‑
1;工装定子夹板9
‑
1的长度小于两个翻转气动手指7
‑
17的间距,结合翻转臂7
‑
16两端的两个连接臂弯折,能保证两个翻转气动手指7
‑
17在位于工装定子夹板9
‑
1两端且高度平齐时再放下直排定子。
44.如图7所示,脱漆剂试剂槽组件和助焊剂试剂槽组件6的结构完全相同,均包括单格试剂槽6
‑
1、定子支架6
‑
2、试剂槽定子夹板6
‑
3、中间槽6
‑
4、框格试剂槽6
‑
5、l型板6
‑
6、外槽6
‑
7、气缸推板连接块6
‑
8、气缸推板6
‑
9、伸缩气缸6
‑
10和试剂槽支架6
‑
11。定子支架6
‑
2与基座10固定;两块间距设置的试剂槽定子夹板6
‑
3均与定子支架6
‑
2固定;外槽6
‑
7与试剂槽支架6
‑
11固定;试剂槽支架6
‑
11与基座10固定;中间槽6
‑
4置于外槽6
‑
7内;单格试剂槽6
‑
1和框格试剂槽6
‑
5均置于中间槽6
‑
4内,且单格试剂槽6
‑
1和框格试剂槽6
‑
5与两块l型板6
‑
6分别固定;两块l型板6
‑
6与两块气缸推板连接块6
‑
8分别固定;两块气缸推板连接块6
‑
8与两块气缸推板6
‑
9分别固定;两块气缸推板6
‑
9与两个伸缩气缸6
‑
10的伸缩推杆6
‑
12分别固定;两根伸缩气缸6
‑
10的缸体与试剂槽支架6
‑
11固定;框格试剂槽6
‑
5设有平行设置的多个试剂盛放孔。
45.如图5所示,传递过渡机构一、传递过渡机构二和传递过渡机构三4的结构完全相同,均包括缓冲器固定板一4
‑
1、液压缓冲器一4
‑
2、过渡导轨4
‑
3、固定面板4
‑
4、过渡立柱4
‑
5、直排定子夹板4
‑
6、夹板法兰座4
‑
7、过渡滑块4
‑
8、浮动接头4
‑
9、液压缓冲器二4
‑
10、缓冲器固定板二4
‑
11和直推气缸4
‑
12。固定面板4
‑
4通过四根过渡立柱4
‑
5与基座10固定;缓冲
器固定板一4
‑
1和缓冲器固定板二4
‑
11固定在固定面板4
‑
4两端;缓冲器固定板一4
‑
1上固定有液压缓冲器一4
‑
2,缓冲器固定板二4
‑
11上固定有液压缓冲器二4
‑
10,液压缓冲器一4
‑
2和液压缓冲器二4
‑
10用于限制直排定子夹板4
‑
6的位移;直推气缸4
‑
12的缸体固定在缓冲器固定板二4
‑
11上;直推气缸4
‑
12的活塞杆与夹板法兰座4
‑
7通过浮动接头4
‑
9连接;间距设置的两根过渡导轨4
‑
3均固定在固定面板4
‑
4上;每根过渡导轨4
‑
3与一个过渡滑块4
‑
8构成滑动副;夹板法兰座4
‑
7底部与两个过渡滑块4
‑
8均固定,顶部固定有间距设置的两个直排定子夹板4
‑
6。
46.如图6所示,脱漆机构和锡焊机构5均包括机器人手臂,脱漆机构还包括脱漆锡炉,锡焊机构5还包括锡焊锡炉5
‑
10;脱漆锡炉和锡焊锡炉5
‑
10均与基座10固定;脱漆锡炉和锡焊锡炉5
‑
10的排风口处均设有排风罩5
‑
9;排风罩5
‑
9与基座10固定;机器人手臂包括机械臂5
‑
1、机械臂伸缩轴5
‑
2、旋转电机5
‑
3、执行固定块5
‑
4、中心固定块5
‑
5、侧边固定块5
‑
6、机械手气动手指5
‑
7和机械臂支座5
‑
8;机械臂支座5
‑
8与基座10固定;机械臂5
‑
1的底座与机械臂支座5
‑
8固定;机械臂5
‑
1的转臂(优选转臂由两个铰接在一起的转臂部组成)与机械臂5
‑
1的底座构成转动副,且机械臂5
‑
1的转臂由内置舵机驱动;机械臂伸缩轴5
‑
2与机械臂5
‑
1的转臂构成沿竖直方向的滑动副,且机械臂伸缩轴5
‑
2由机械臂5
‑
1的内置电缸驱动;旋转电机5
‑
3的壳体固定在机械臂伸缩轴5
‑
2底部;执行固定块5
‑
4与旋转电机5
‑
3的输出轴固定,中心固定块5
‑
5与执行固定块5
‑
4固定;中心固定块5
‑
5两侧均固定有侧边固定块5
‑
6;两个机械手气动手指5
‑
7的缸体与两块侧边固定块5
‑
6分别固定。
47.如图4所示,超声波清洗箱组件3包括直立杆3
‑
1、清洗箱3
‑
2、超声发生器、直排定子隔板3
‑
3、分隔底板3
‑
4和角铁固定板3
‑
5。清洗箱3
‑
2置于基座10上;超声发生器固定在清洗箱3
‑
2上;两块角铁固定板3
‑
5通过直立杆3
‑
1与清洗箱3
‑
2固定;分隔底板3
‑
4置于清洗箱3
‑
2内,且两端与两块角铁固定板3
‑
5分别固定;分隔底板3
‑
4顶面固定有等距布置的多块直排定子隔板3
‑
3。
48.如图3所示,清洗下料机构2包括清洗烘干支架2
‑
1、直线导轨2
‑
2、回转气缸2
‑
3、圆柱滑块2
‑
5、下料横向滑台2
‑
7、下料竖直电机2
‑
8、下料竖直滑台2
‑
9、纵向滑台2
‑
15、下料横向电机2
‑
19、纵向电机2
‑
23和下料气动手指2
‑
24。清洗烘干支架2
‑
1与基座10固定;直线导轨2
‑
2和纵向滑台2
‑
15的座体均与清洗烘干支架2
‑
1固定;圆筒形滑块2
‑
5与圆筒形滑块固定板2
‑
6固定,并与直线导轨2
‑
2构成滑动副;下料横向滑台2
‑
7的座体两端分别与圆筒形滑块固定板2
‑
6和纵向滑块固定板2
‑
18固定;纵向滑块固定板2
‑
18与纵向滑台2
‑
15的纵向滑块2
‑
17固定;纵向滑台2
‑
15的纵向滑块2
‑
17由纵向电机2
‑
23驱动,纵向电机2
‑
23的壳体与纵向滑台2
‑
15的座体固定;下料横向滑台2
‑
7的下料横向滑块2
‑
13由下料横向电机2
‑
19驱动,下料横向电机2
‑
19的壳体通过电机连接板2
‑
20与下料横向滑台2
‑
7的座体固定;横向滑块固定板2
‑
12与下料横向滑台2
‑
7的下料横向滑块2
‑
13固定;转接架2
‑
11与横向滑块固定板2
‑
12固定;竖直机构固定板2
‑
10与转接架2
‑
11固定;下料竖直滑台2
‑
9的座体与竖直机构固定板2
‑
10固定;回转气缸固定架2
‑
4与下料竖直滑台2
‑
9的下料竖直滑块2
‑
14固定,下料竖直滑台2
‑
9的下料竖直滑块2
‑
14由下料竖直电机2
‑
8驱动;下料竖直电机2
‑
8的壳体与下料竖直滑台2
‑
9的座体固定;回转气缸2
‑
3的静止部与回转气缸固定架2
‑
4固定;气爪连接板2
‑
25与回转气缸2
‑
3的转动部固定;下料气动手指2
‑
24的缸体与气爪连接板2
‑
25固定。
49.优选地,上料横向滑台7
‑
5两端均固定有上料横向限位器7
‑
4,用于限制上料横向
滑块7
‑
6的位移,上料横向限位器7
‑
4的信号输出端与控制器连接。
50.优选地,下料横向滑台2
‑
7的两端均固定有下料横向限位器2
‑
21,用于限制下料横向滑台2
‑
7的横向位移;纵向滑台2
‑
15的两端分别固定有纵向限位器一2
‑
16和纵向限位器二2
‑
22,用于限制纵向滑台2
‑
15的纵向位移;下料横向限位器2
‑
21、纵向限位器一2
‑
16和纵向限位器二2
‑
22的信号输出端均与控制器连接。
51.其中,上料横向电机7
‑
3、上料竖直电机7
‑
21、翻转电机7
‑
13、横向上料电机8
‑
1、机械臂5
‑
1的内置舵机、机械臂5
‑
1的内置电缸、旋转电机5
‑
3、下料竖直电机2
‑
8、下料横向电机2
‑
19和纵向电机2
‑
23均由控制器控制,翻转气动手指7
‑
17、上料伸缩气缸8
‑
7、上料气动手指8
‑
11、伸缩气缸6
‑
10、直推气缸4
‑
12、回转气缸2
‑
3、下料气动手指2
‑
24和机械手气动手指5
‑
7分别经一个换向阀与控制器连接,各换向阀均由控制器控制。
52.其中,所有滑台均为电动滑台;脱漆锡炉和锡焊锡炉5
‑
10均采用同时具有脱漆和焊锡功能的电磁式焊锡泵。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。