1.本实用新型涉及钢套管穿楼板一次预埋成型技术领域,特别涉及一种套管定型预制装置。
背景技术:
2.传统工艺中,钢套管穿越楼板一般有两种安装方式,一是预埋pvc套管,待板面浇筑后砼终凝前拔出套管的方式预留孔洞,此方式需安装管道前二次安装套管,且预留洞时工序繁琐,同时造成材料、人工的浪费,且工人使用钢尺,实际测量存在偏差,预留位置不准确,后期修洞吊洞易产生渗漏风险;二是采用现场楼板内直接预埋钢套管的方式,此方式会因墙体误差、测量误差等因素导致套管定位不准,直接影响后期管道安装,同时增加返工返修的工作量。通过套管定型预制装置将套管提前定型预制为套管组,节省人工,减少施工企业的经济支出。
技术实现要素:
3.为了解决以上技术问题,本实用新型的目的在于提供一种套管定型预制装置,具有定位准确、固定牢靠、施工便捷、工序简单、成本低、施工周期短、可循环使用、减少后期返工返修的优点。
4.为了实现上述目的,本实用新型采用的技术方案是:
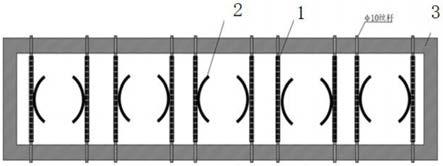
5.一种套管定型预制装置,包括主框架,所述主框架为长方形结构,所述主框架设置有sc15焊接钢管1,每两个sc15焊接钢管1之间设置有两个u型卡环2,u型卡环2弧形相向设置,且u型卡环2弧形顶点与sc15焊接钢管1进行点焊构成滑动限位器。
6.所述sc15焊接钢管1两两一组进行套管固定,限位器等间距设置有多组。
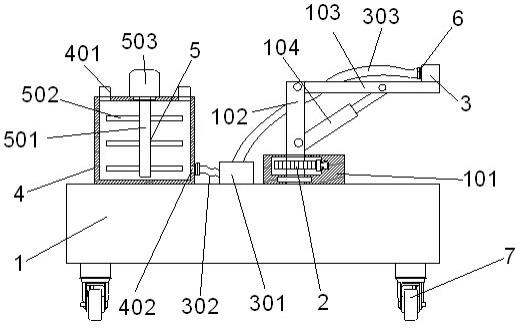
7.所述主框架包括两侧的∠50*5短角钢3,∠50*5短角钢3之间设置有两个∠30*3角钢4,通长∠30*3角钢4与左右两侧∠50*5角钢进行焊接,∠50*5短角钢3与dn15镀锌钢管焊接,dn15镀锌钢管与通长∠30*3角钢4进行焊接。
8.所述通长∠30*3角钢4两端开孔,上以螺杆螺母,利用两根通长∠30*3角钢4上下间隙进行滑动。
9.所述sc15焊接钢管1通过滑动螺杆与螺母固定,所述滑动螺杆为φ10的螺纹钢。
10.本实用新型的有益效果:
11.1、钢套管一次预埋成型,后期无需封堵楼板与套管间隙,可大大降低套管根部的渗漏几率,极大的提高了施工质量。
12.2、套管定型预制装置可以在一定范围内适应单管道套管预埋、多管道套管预埋,可适应不同直径的套管预埋,固定牢靠、施工便捷、工序简单。
13.3、钢套管一次预埋成型,避免了材料浪费,节约人工、工期。
14.4、可在加工区域批量预制定型钢套管,工序简单、施工周期短、可循环使用。
15.5、不会造成环境污染,可产生良好的环保效益。
附图说明
16.图1为本实用新型的结构示意图。
17.图2为本实用新型具体尺寸结构示意图。
具体实施方式
18.下面结合附图对本实用新型作进一步详细说明。
19.如图1图2所示:
20.一种套管定型预制装置的使用方法,包括以下步骤;
21.步骤一:
22.依据施工图纸裁切需要规格尺寸的钢套管及适量钢筋处理备用;
23.步骤二:
24.将本装置放置于一片洁净平整的区域,下方铺置模板,保证装置水平度;
25.步骤三:
26.依据图纸尺寸初步调节滑动螺杆;
27.步骤四:
28.将裁切好的钢套管放置在限位器当中;
29.步骤五:
30.继续调节滑动螺杆至要求尺寸,拧紧外侧螺母;
31.步骤六:
32.将钢筋与套管组进行电焊用以固定套管组,同时套管组对角需点焊角钢备用;
33.步骤七:
34.批量预制;
35.步骤八;
36.现场施工,依据图纸的尺寸画线定位,用自攻丝在模板上固定套管组角钢。
37.1.施工准备
38.1)采购一批钢材(∠30*3角钢4、∠50*5角钢、sc15焊接钢管1、镀锌钢管dn20、φ10的螺纹钢),一批u型卡环2及螺杆螺帽等放置于一处干燥的房间。
39.2)电焊机、切割机、液压开孔器等施工机具检查完好,准备就绪。
40.2.主支架制作
41.(1)将∠50*5角钢用切割机裁成15cm等长度四块,用来制作底座,裁成30cm等长度两根,用来制作主支架左右限宽;
42.(2)将∠30*3角钢4用切割机裁成150cm等长度四根,并在角钢两端开φ18圆孔,用来制作主支架上下两层限长;
43.(3)将dn20镀锌钢管用套丝机裁成12cm等长度四根,用来制作主支架四周立管;
44.(4)准备适当螺杆螺帽,焊接及组装主支架。
45.注意事项:施工前需用水平尺核实地面平整度,施工中也需逐步核实主支架水平度;所有切割工作完成裁切后需将毛刺打磨清理掉,防止划伤。
46.3.滑动限位固定器组装
47.(1)将sc15焊接钢管1用切割机裁成22cm等长度8根,除锈备用;
48.(2)将u型卡环2两端裁切,只保留底部弧度部分,裁8根备用;
49.(3)将裁切好的焊接钢管与螺帽进行焊接固定,需确保螺帽与焊接钢管中心在一条直线且端正;
50.(4)将8条螺杆底部切除并打磨;
51.(5)将切割后的u型卡环2与裁切好的焊接钢管进行焊接;
52.(6)组装限位固定器。
53.4.预制定型钢套管
54.(1)将8根限位固定器两两一组,一根与主支架固定牢靠,另一根可滑动;
55.(2)将角钢平面依据套管间距标好标记;
56.(3)将裁切好的套管放入模具当中;
57.(4)将滑动限位器与套管顶紧,并同时将两端螺帽与主支架固定牢固。
58.(5)焊接定型钢筋;
59.(6)批量预制。
60.5.钢套管定型固定装置
61.说明:
62.1)保证下料尺寸准确,制作时保证焊接部位连接牢靠,横平竖直;同时,螺杆及螺帽需配套使用,无误差。
63.2)套管定型预制装置所有焊接处、钢材最后需做防腐处理,所有切口处均需用锉刀打磨光滑无毛刺。
64.3)套管定型预制装置加工完成后,检查装置水平度。
65.4)支撑件螺帽受力后再紧一丝即可,过少无法稳固,过多可能造成受力过度产生变形。
技术特征:
1.一种套管定型预制装置,其特征在于,包括主框架,所述主框架为长方形结构,所述主框架设置有sc15焊接钢管(1),每两个sc15焊接钢管(1)之间设置有两个u型卡环(2),u型卡环(2)弧形相向设置,且u型卡环(2)弧形顶点与sc15焊接钢管(1)进行点焊构成滑动限位器。2.根据权利要求1所述的一种套管定型预制装置,其特征在于,所述sc15焊接钢管(1)两两一组进行套管固定,限位器等间距设置有多组。3.根据权利要求1所述的一种套管定型预制装置,其特征在于,所述主框架包括两侧的∠50*5短角钢(3),∠50*5短角钢(3)之间设置有两个∠30*3角钢(4),通长∠30*3角钢(4)与左右两侧∠50*5角钢进行焊接,∠50*5短角钢(3)与dn15镀锌钢管焊接,dn15镀锌钢管与通长∠30*3角钢(4)进行焊接。4.根据权利要求3所述的一种套管定型预制装置,其特征在于,所述通长∠30*3角钢(4)两端开孔,上以螺杆螺母,利用两根通长∠30*3角钢(4)上下间隙进行滑动。5.根据权利要求1所述的一种套管定型预制装置,其特征在于,所述sc15焊接钢管(1)通过滑动螺杆与螺母固定,所述滑动螺杆为φ10的螺纹钢。
技术总结
一种套管定型预制装置,包括主框架,所述主框架为长方形结构,所述主框架设置有SC15焊接钢管,每两个SC15焊接钢管之间设置有两个U型卡环,U型卡环弧形相向设置,且U型卡环弧形顶点与SC15焊接钢管进行点焊构成滑动限位器。本实用新型具有定位准确、固定牢靠、施工便捷、工序简单、成本低、施工周期短、可循环使用、减少后期返工返修的优点。少后期返工返修的优点。少后期返工返修的优点。
技术研发人员:冀志雄 喻述刚 韩暖暖 王海龙 赵婷 马阿庆
受保护的技术使用者:中核华辰建筑工程有限公司
技术研发日:2021.07.07
技术公布日:2021/12/11
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。