1.本实用新型属于纸浆模塑技术领域,尤其涉及纸制品成型总成。
背景技术:
2.以植物纤维为主要原料的纸浆模塑,是将模具放在浆料池内,纸浆经塑造成型制得成品,该技术可以制成形状复杂、尺寸精度要求较高的纸制品,是获得理想的包装材料的一种技术,其制品实现了健康、卫生、快捷、方便的需求,制品经使用废弃后能够完全降解,使之成为新兴的环保产品。因此,被广泛应用于食品、电子、零配件、或者玻璃制品等易碎、易破、或者须避免挤压的物品的包装。
3.现有的纸质品模塑设备如中国专利cn102189707a公开的一种用于冷热压成型生产设备,一台冷热压成型生产设备上配制至少有两个及以上冷热压模具,一个冷热压模具放置在冷热压成型生产设备的外侧,由工人进行装料,同时一个已装料的冷热压模具放置在冷热压成型生产设备中进行成型或热压的操作,等冷热压模具装料完成和冷热压成型生产设备完成对另一个冷热压模具的加压加热的操作后,两个冷热压模具进行交换。上述设备的装料、成型后搬运至冷热压模具进行加压加热、加压加热后的出料均由人工完成,人工劳动强度大,效率低,且加压加热后的冷热压模具温度较高,人工移动时容易受伤。
技术实现要素:
4.本实用新型的目的在于提供一种纸制品成型总成,以解决现有纸制品模塑设备进料、搬运等均需要人工完成,导致效率低、劳动强度大、工人易受伤等问题。
5.为了达到目的,本实用新型提供的技术方案为:
6.本实用新型涉及的一种纸制品成型总成,其包括纸塑成型机、受压烘干机和网架运输机;所述的受压烘干机设置两台,两台受压烘干机分别位于纸塑成型机的左右两侧,且纸塑成型机和两台受压烘干机呈一条直线布置;所述的网架运输机设置在纸塑成型机和两台受压烘干机的前方,网架运输机包括支撑机构、x轴移动机构、第一升降机构、y轴移动机构和用于放置胚料的网架;所述的x轴移动机构安装在支撑机构的顶部,用于带动网架向x轴方向移动;所述的第一升降机构与x轴移动机构配合,用于带动网架上下移动;所述的y轴移动机构与第一升降机构配合,用于带动网架向y轴方向移动;所述的网架放置在y轴移动机构上。
7.优选地,所述的支撑机构包括竖向支撑杆和横梁,横梁的一端与竖向支撑杆的顶端连接,横梁的另一端用于安装x轴方向移动。
8.优选地,所述的x轴方向移动包括x轴滑轨、x轴滑动块和x轴横移电机,x轴滑轨的中心与横梁的端部固定,x轴滑轨上设有沿x轴方向布置的x轴齿轮条,x轴滑动块与x轴滑轨滑动连接,x轴横移电机固定在x轴滑动块上,x轴横移电机的输出轴通过齿轮与x轴齿轮条配合。
9.优选地,所述的第一升降机构包括升降柱和第一升降电机,升降柱与x轴滑动块滑
动连接,第一升降电机固定在x轴滑动块上,第一升降电机与升降柱配合。
10.优选地,所述的y轴移动机构包括y轴移动轨道、y轴移动架、y轴横移电机和y轴移动皮带,y轴移动轨道固定在升降柱的底端,y轴移动架与y轴移动轨道滑动连接,y轴横移电机和y轴移动皮带均安装在y轴移动轨道上,y轴移动皮带与y轴横移电机配合,y轴移动架与y轴移动皮带连接,所述的网架放置在y轴移动架上。
11.优选地,所述的网架运输机上设有网架下料机构,网架下料机构包括第二升降机构、前后移动机构和吸盘;所述的第二升降机构安装在支撑机构上,用于带动吸盘上下移动;所述的前后移动机构安装在第二升降机构上,用于带动吸盘前后移动,吸盘与网架配合。
12.优选地,所述的第二升降机构包括第二升降电机、升降台和升降皮带,第二升降电机固定在支撑机构的顶端,升降台与支撑机构滑动连接,升降台和第二升降电机之间通过升降皮带连接。
13.优选地,所述的前后移动机构包括前后移动电机、前后运输皮带和前后移动块,前后移动电机固定在升降台上,前后运输皮带安装于升降台内并与前后移动电机配合,前后移动块与升降台滑动连接,前后移动块还与前后运输皮带连接,所述的吸盘固定在前后移动块的下方。
14.优选地,所述的网架下料机构的下方设有置物架,用于放置网架下料机构取下的网架。
15.优选地,所述的网架上设有与纸塑成型机内模具配合的若干模孔,网架的上表面铺设有钢丝网。
16.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
17.1.本实用新型涉及的纸制品成型总成设有网架运输机,网架运输机包括支撑机构、x轴移动机构、第一升降机构、y轴移动机构和用于放置胚料的网架,通过网架运输机可实现将网架搬运至纸塑成型机内进行塑膜成型、将装有塑膜成型后的半成品的网架从纸塑成型机搬运至受压烘干机、将装有加热烘干后的纸制品的网架取出等操作,用网架运输机代替人工搬运,提高搬运的效率和准确性,减少人工劳动强度。
18.2.本实用新型涉及的纸制品成型总成还包括网架下料机构,通过网架下料机构将装有加热烘干后的纸制品的网架从网架运输机中取下并摆放至置物架上,由于加热烘干过程使得网架的温度较高,采用网架下料机构取下网架不会影响后续的纸制品成型烘干,也能避免人工取下网架时对工人造成的人身安全隐患。
附图说明
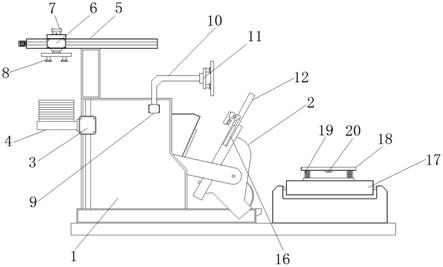
19.图1是本实用新型涉及的纸制品成型总成的主视图;
20.图2是本实用新型涉及的纸制品成型总成的俯视图;
21.图3是本实用新型涉及的纸制品成型总成的侧视图;
22.图4是纸塑成型机内部模具的结构示意图;
23.图5是分流板的俯视图。
24.图示说明:1
‑
纸塑成型机,10
‑
进浆桶,11
‑
分流板,111
‑
分流板本体,1111
‑
第一螺孔,1112
‑
第二螺孔,112
‑
分流孔,12
‑
进料管,121
‑
电磁阀,13
‑
喷浆桶,14
‑
模具安装板,141
‑
空腔,15
‑
上模,151
‑
上过料孔,16
‑
底模,161
‑
下过料孔,17
‑
底模支架,171
‑
抽真空口,172
‑
排浆孔,18
‑
第一导柱,19
‑
压模驱动装置,2
‑
受压烘干机,21
‑
上加热模板,22
‑
下加热模板,23
‑
热压动力装置,24
‑
第二导柱,3
‑
网架运输机,31
‑
支撑机构,311
‑
竖向支撑杆,312
‑
横梁,32
‑
x轴移动机构,321
‑
x轴滑轨,322
‑
x轴滑动块,323
‑
x轴横移电机,324
‑
x轴齿轮条,33
‑
第一升降机构,331
‑
升降柱,332
‑
第一升降电机,34
‑
y轴移动机构,341
‑
y轴移动轨道,342
‑
y轴移动架,343
‑
y轴横移电机,344
‑
y轴移动皮带,35
‑
网架,351
‑
模孔,4
‑
网架下料机构,41
‑
第二升降机构,411
‑
第二升降电机,422
‑
升降台,423
‑
升降皮带,42
‑
前后移动机构,421
‑
包括前后移动电机,422
‑
前后运输皮带,423
‑
前后移动块,43
‑
吸盘,5
‑
置物架。
具体实施方式
25.为进一步了解本实用新型的内容,结合实施例对本实用新型作详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
26.参照附图1~3所示,本实施例涉及一种纸制品成型总成,其包括纸塑成型机1、受压烘干机2、网架35运输机3和网架下料机构4。由于纸塑成型的时间约为受压烘干的时间的一般,故所述的受压烘干机2设置两台,两台受压烘干机2分别位于纸塑成型机1的左右两侧,且纸塑成型机1和两台受压烘干机2呈一条直线布置。
27.参照附图1~3所示,所述的网架35运输机3设置在纸塑成型机1和两台受压烘干机2的前方,网架35运输机3包括支撑机构31、x轴移动机构32、第一升降机构33、y轴移动机构34和用于放置胚料的网架35。所述的支撑机构31包括竖向支撑杆311和横梁312,横梁312的一端与竖向支撑杆311的顶端连接,横梁312的另一端用于安装x轴方向移动。
28.所述的x轴移动机构32安装在支撑机构31的顶部,用于带动网架35向x轴方向移动;所述的x轴方向移动包括x轴滑轨321、x轴滑动块322和x轴横移电机323,x轴滑轨321的中心与横梁312的端部固定,x轴滑轨321上设有沿x轴方向布置的x轴齿轮条324,x轴滑动块322与x轴滑轨321滑动连接,x轴横移电机323固定在x轴滑动块322上,x轴横移电机323的输出轴通过齿轮与x轴齿轮条324配合。
29.所述的第一升降机构33与x轴移动机构32配合,用于带动网架35上下移动;所述的第一升降机构33包括升降柱331和第一升降电机332,升降柱331与x轴滑动块322滑动连接,第一升降电机332固定在x轴滑动块322上,第一升降电机332与升降柱331配合。
30.所述的y轴移动机构34与第一升降机构33配合,用于带动网架35向y轴方向移动;所述的y轴移动机构34包括y轴移动轨道341、y轴移动架342、y轴横移电机343和y轴移动皮带344,y轴移动轨道341固定在升降柱331的底端,y轴移动架342与y轴移动轨道341滑动连接,y轴横移电机343和y轴移动皮带344均安装在y轴移动轨道341上,y轴移动皮带344与y轴横移电机343配合,y轴移动架342与y轴移动皮带344连接,所述的网架35放置在y轴移动架342上。
31.所述的网架35放置在y轴移动机构34上,所述的网架35上设有与纸塑成型机1内模具配合的若干模孔351,网架35的上表面铺设有钢丝网(图中未画出)。
32.所述网架下料机构4设置在网架35运输机3的竖向支撑杆311上,网架下料机构4包括第二升降机构41、前后移动机构42和吸盘43。所述的第二升降机构41安装在支撑机构31上,用于带动吸盘43上下移动,第二升降机构41包括第二升降电机411、升降台412和升降皮
带413,第二升降电机411固定在支撑机构31的顶端,升降台412与支撑机构31滑动连接,升降台412和第二升降电机411之间通过升降皮带413连接。所述的前后移动机构42安装在第二升降机构41上,用于带动吸盘43前后移动,后移动机构包括前后移动电机421、前后运输皮带422和前后移动块423,前后移动电机固定在升降台412上,前后运输皮带422安装于升降台412内并与前后移动电机配合,前后移动块423与升降台412滑动连接,前后移动块423还与前后运输皮带422连接,所述的吸盘43固定在前后移动块423的下方。所述的吸盘43与网架35配合,用于吸住网架35。所述的网架下料机构4的下方设有置物架5,用于放置网架下料机构4取下的网架35。
33.参照附图1、4和5所示,纸塑成型机1包括进浆桶10、分流板11、进料管12、喷浆桶13、模具安装板14、上模15、底模16、底模支架17、第一导柱18和压模驱动装置19。所述的分流板11包括分流板本体111和若干分流孔112,分流孔112均匀分布在分流板本体111上,分流孔112均垂直贯穿分流板本体111,分流板本体111上还设有第一螺孔1111和第二螺孔1112;所述的模具安装板14固定在分流板11的表面,即模具安装板14通过贯穿第一螺孔1111的螺钉与分流板本体111固定,模具安装板14呈环状结构,内部设有空腔141,分流孔112均位于空腔141的上方。所述的喷浆桶13倒扣在分流板11的上方,喷浆桶13的下沿通过若干贯穿第二螺孔1112的螺钉与分流板本体111固定,所述的进料管12从喷浆桶13上方伸入喷浆桶13内,进料管12可设置多根,每根进料管12的底部均设有电磁阀121,进料管12的顶端与进浆桶10连通。该纸浆分流结构安装于第一导柱18上,且顶部配有压模驱动装置19,上模15固定在模具安装板14的下表面,底模16固定在底模支架17上,上模15上设有连通上模15上下表面的上过料孔151,上模15的下表面设有上模15塑型腔(图中未画出);所述的下模上设有连通下模上下表面的下过料孔161,底模16的上表面设有下模塑型腔;所述的上模15塑型腔和下模塑型腔一一对应并组成多个模塑型腔。所述的底模支架17上设有抽真空口171和排浆孔172,抽真空口171用于连接压缩机,为纸塑成型机1提供负压,排浆孔172用于排出多余的纸浆,并将其回收利用,使得纸浆得以循环使用。
34.参照附图1所示,所述的受压烘干机2包括上加热模板21、下加热模板22和热压动力装置23,上加热模板21位于下加热模板22的正上方,且上加热模板21通过第二导柱24实现上下滑动,热压动力装置23位于上加热模板21上方,用于驱动上加热模板21上下滑动。
35.使用时,首先将网架35放在y轴移动架342上,然后在网架35上放置一层钢丝网,通过x轴移动机构32、第一升降机构33和y轴移动机构34操控网架35沿x轴方向、y轴方向和上下方向移动,进而使得网架35进入纸塑成型机1中,网架35位于上模15和下模之间的位置;打开电磁阀121,纸塑成型机1通过进浆桶10及进料管12输送纸浆、再通过分流板11分流,使得纸浆更均匀的到达上模15的上背腔,纸浆通过上过料孔151进入上模15和下模之间的塑膜成型腔,再从下过料孔161和排浆孔172输出回收,由于纸浆存在一定的稠度和粘度,故在塑膜成型腔形成潮湿的半成品;然后再次通过x轴移动机构32、第一升降机构33和y轴移动机构34操控y轴移动架342沿x轴方向、y轴方向和上下方向移动,用y轴移动架342取出装载有半成品的网架35,并将网架35搬运至其中一个受压烘干机2中,网架35搬运至受压烘干机2后,x轴移动机构32、第一升降机构33和y轴移动机构34均归位;热压动力装置23下压上加热模板21,通过上加热模板21和下加热模板22对半成品进行烘干;烘干后,再次通过x轴移动机构32、第一升降机构33和y轴移动机构34操控y轴移动架342沿x轴方向、y轴方向和上下
方向移动,从受压烘干机2中取出装载有烘干后的成品的网架35;将装载有成品的网架35搬运至网架35运输机3中心位置后,启动网架下料机构4,使得吸盘43前后(y轴方向)、上下移动并吸住网架35,再次启动网架35运输机3的x轴移动机构32,使其与吸盘43上下错开,启动网架下料机构4的第二升降机构41,将网架35下降至距离置物架510cm左右的位置后,吸盘43放开装有成品的网架35,装有成品的网架35落在置物架5上,等待产品及网架35冷却。等待成品和网架35冷却的过程中,网架下料机构4和网架35运输机3均回归原位,进行下一轮运输、塑膜成型和烘干操作。
36.以上结合实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。