1.本实用新型涉及陶泥生产设备技术领域,具体涉及一种新型加热搅拌装置。
背景技术:
2.3d打印技术是新兴的技术制造方法,增材制造,现市场上的打印pla材料打印都是线丝材料,打印速度较慢,效率较低,材料单一,另外增材制造越来越普及,对打印材料也有更高的要求,市场打印的材料主要是手板互助生产,对一些特殊材料还没有办法实现,满足不了市场对模型打印陶泥特殊材料生产要求,市场上的3d打印陶泥对于打印后的模型,炼制后容易起翘,达不到应用需求,而新型的陶泥材料练制时要加热,又不能有容易要求,同时还要加热,装载时候不能有气泡,要不就容易出现打印断层情况。
3.传统搅拌装置比较简单,只能单一功能实现,不能加热,另外膛体较大,占用空间,不利于清洗,效率太低,作制作陶泥要经过多道工序,生产时间较长,成本较高,
技术实现要素:
4.针对现有技术的不足,本实用新型的目的旨在提供一种新型加热搅拌装置。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种新型加热搅拌装置,包括与地面垂直的多条支架、第一模板和第二模板,所述第一模板固定于多条所述支架的顶端,所述第二模板固定于多条所述支架中部,所述第一模板和第二模板之间设置有柱形罩体,所述柱形罩体无顶面且无底面,所述柱形罩体顶端与所述第一模板密封连接,所述柱形罩体底端与所述第二模板密封连接;所述柱形罩体内设置有搅拌棒,所述搅拌棒顶部穿过所述第一模板露出在所述第一模板上方,所述搅拌棒中部及底部位于所述柱形罩体内;所述第一模板上还设置有预留加压装置口和预留气压装置口;所述柱形罩体底部设置有倒料块,所述倒料块底面与所述第二模板上表面连接,所述第二模板中部设置有漏料口,所述漏料口与所述倒料块的出口连接。
7.进一步地,所述第一模板上表面上设置有密封模组装置,所述搅拌棒部分段位于所述密封模组装置内。
8.进一步地,所述密封模组装置包括轴承、密封件、第一e形卡簧和第二e形卡簧,所述玻璃棒部分段位于轴承中心孔内,所述密封件位于所述轴承底端与所述第一模板上表面之间,所述第一e形卡簧位于轴承外侧,用于防止轴承在工作时跑位,所述第二e形卡簧位于所述密封件外侧,用于防止密封件脱落。
9.进一步地,所述搅拌棒中部焊接有钢板。
10.进一步地,所述柱形罩体为玻璃罩。
11.进一步地,所述导料块内设置有倒圆台通孔槽,有所述导料块底部插有加热棒,所述加热棒上安装有温度传感器。
12.进一步地,所述第二模板上设置有凹槽,所述凹槽内设置有橡胶垫片,所述柱形罩体底部紧压于所述橡胶垫片。
13.进一步地,所支架、所述第一模板和所述第二模板的材质均为铝材质。
14.进一步地,所述支架底部设置有缓冲垫。
15.进一步地,所述支架顶部与所述第一模板之间设置有第二垫片。
16.本实用新型的有益效果在于:
17.1、本实用新型是集搅拌、抽真空、加压、加热多种功能于一体的练泥装置,可快速实现多种材料配合组合炼制。预留加压装置口和预留气压装置口的设计,加快了材料的装载速度,同时避免了在材料装载时有气泡产生,并且满足了转载材料时需要同时加热的要求。本实用嘻嘻宁有助于完成陶泥打印工艺和后处理工艺研发,避免了进行陶泥壁挂类产品出现起翘的情况。
18.2、本实用新型可在搅拌的同时进行加热、抽真空等多种辅助工作,使得材料不用再进行二次加工便可直接使用,减少了材料加工成本。
19.3、本实用新型增加了进气、吹气以及真空装置,解决材料更换步骤繁琐的问题,可实现一次装载材料。
20.4、本实用新型结构简易,加工完成后便于拆装和便于清洗。
附图说明
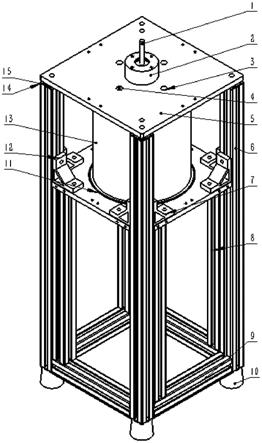
21.附图1本实用新型一种新型加热搅拌装置整体结构示意图;
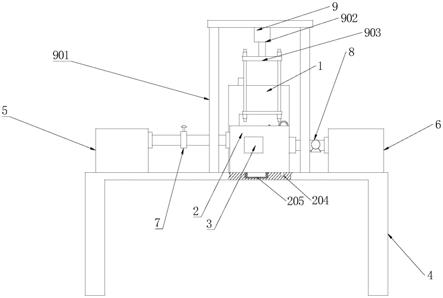
22.附图2本实用新型一种新型加热搅拌装置剖视图。
23.附图标记:1、搅拌棒;2、密封模组装置;3、预留加压装置口;4、预留气压装置口;5、第一模板;6、支架;7、第二模板;8、装配固定架;9、底部固定架;10、缓冲垫;11、第一垫片;12、角马;13、玻璃罩;14;角铁;15.第二垫片;16、导料块;17、第一e形卡簧;18、轴承;19,密封件;20、第二e形卡簧。
具体实施方式
24.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
25.一种新型加热搅拌装置,包括与地面垂直的多条支架6、第一模板5和第二模板7,第一模板5固定于多条支架6的顶端,第二模板7固定于多条支架6中部,第一模板5和第二模板7之间设置有柱形罩体,柱形罩体无顶面且无底面,柱形罩体顶端与第一模板5密封连接,柱形罩体底端与第二模板7密封连接;柱形罩体内设置有搅拌棒1,搅拌棒1顶部穿过第一模板5露出在第一模板5上方,搅拌棒1中部及底部位于柱形罩体内;第一模板5上还设置有预留加压装置口3和预留气压装置口4;柱形罩体底部设置有倒料块,倒料块底面与第二模板7上表面连接,第二模板7中部设置有导料口,导料口与倒料块的出口连接。
26.搅拌棒1主要用于陶泥搅拌使用,搅拌棒1的顶端连接搅拌电机,如图2所示,搅拌棒1是一根直径8mm、长度为150mm的棒料,搅拌棒1中间焊接三根长度为80mm的钢板,由电机带动搅拌棒1转动,进而带动钢板转动,钢板与位于玻璃罩13内的陶泥接触,钢板起搅拌陶泥的作用。
27.第一模板5由铝材加工而成,是长度为250mm*250*10的铝板,第一模板5下表面中间铣了用于安装玻璃罩13的固定垫片口,铣了预留加压装置口3及预留气压装置口4的2分镙纹孔,四角加工了5mm的镙纹孔,方便使用镙丝将第一模板5固定在铝材支架6上端。
28.第一模板5上设置有预留加压装置口3和预留气压装置口4,预留加压装置口3与三通管连接,预留加压装置口3与三通管ⅰ第一口连接,真空机管道与三通管ⅰ第而口连接,当真空机启动时,可以实现玻璃罩13内呈抽真空状态,防止陶泥在装载时候产生气泡。预留气压装置口4与三通管ⅱ第一口连接,进气装置与三通管ⅱ第二口连接,可实现增加玻璃种罩内的气压,便于在加工后的陶泥材料从玻璃罩13内挤出至漏料管,漏料管上安装有截止阀。
29.第一模板5上表面上设置有密封模组装置2,搅拌棒1部分段位于密封模组装置2内。密封模组装置2由一根铝棒一体车铣成型,密封模组装置2内安装有轴承18、密封件19、第一e形卡簧17和第二e形卡簧20,轴承18安装于密封模组内部,玻璃棒部分段位于轴承18中心孔内,密封件19位于轴承18底端与第一模板5上表面之间,第一e形卡簧17位于轴承18外侧,用于防止轴承18在工作时跑位,第二e形卡簧20位于密封件19外侧,用于防止密封件19脱落。进一步地,搅拌棒1中部焊接有钢板。第一卡簧用于防止轴套在工作时候跳出,起到防止跑位作用。轴承18起支撑作用,用于稳定搅拌棒1,降低其运动过程中的摩擦系数,并保证其回转精度。密封件19用于在机械搅拌时或抽真空、加载起压时,为油、水、空气、气体等各种各样流体的密封使用。第二卡簧用于防止密封件19脱落。
30.第二模板7是尺寸为250mm*250*10mm的铝板,中间预留了2分的漏料口,有助于搅拌后的材料导出,预留四个2分的镙丝孔,用于固定第一垫片11与导料块16,
31.第二模板7上表面也铣有直径为100.5mm深度为2mm的凹槽,用于放置第一垫片11,第一垫片11用于减少玻璃罩13与金属之间热传递作用,起到隔热及缓冲作用。
32.导料块16内设置有倒圆台通孔槽,有导料块16底部插有加热棒,加热棒上安装有温度传感器。导料块16底部插有两个插加热棒,可以起到加热材料作用,每一个加热棒旁边安装一根温感器,用于控制温度,起调节温度作用。第一垫片11固定在第二模板7铣出来的凹槽中,起到隔热与防止玻璃罩13与第二模板7金属摩擦产生噪音,另外防止第二模板7磨损玻璃罩13。导料块16主要为方便陶泥材料在加工搅拌后在气压作用下挤出玻璃罩13。导料块16位于柱形罩体底部,导料块16倒圆台通孔槽的出料口与第二模板7的漏料口连接,漏料口下端连接有漏料管。
33.柱形罩体为玻璃罩13。玻璃罩13是用于装载陶泥材料的容器,使用玻璃制作而成,在使用时,便于工作人员观察内部搅拌情况及方便在增加材料时观察落料情况。
34.支架6为设备的平台的主要支撑架,由四根铝材长度30*30*50cm铝材组成,作为搅拌设备主要支撑架。
35.支架6顶部于第一模板5底面连接,支架6顶部与第一模板5之间设置有第二垫片15,第二垫片15的厚度为4mm,边长为156mm的耐高温垫片支架6,用于减少金属与金属之间的热传递用作用,可以起到隔热效果。
36.装配固定架8由两根铝材料组成,两根铝型材料紧贴于1跟支架6上装配固定架8的顶端与第二模板7下表面连接,起支撑第二模板7的作用,第二模板7四角的下表面均与装配固定架8顶端连接,装配固定架8限定第二模板7的高度,同时有助于第二装配固定架8的装配工作。
37.装配固定架8的底端与底端固定架连接,底端固定架由四根铝材架组成,一根底端固定架固定两根支架6底部之间,四根底端固定架形成底部固定框架,起稳定支架6底部的作用。
38.支架6底部设置有缓冲垫10,有助于在设备搬运过程中及设备振动过程与地面产生磨损,同时减少铝材与地板之间产生摩擦噪音。
39.第二模板7四角与支架6形成的直角处还固定连接有角马12,角马12一端固定在支架6上,另一端固定在第二模板7上,角马12起到固定第二模板7的作用。
40.第一模板5四角与支架6形成的直角处还固定连接有角铁14,角铁14一端固定在支架6上,另一端固定在第一模板5上,角铁14起到固定第一模板5的作用。
41.本实施例的工作原理为:
42.陶泥颗粒输送管与三通管ⅰ第三口连接,当真空机启动时,玻璃罩13内气压减小,迫使陶泥颗粒通过三通管ⅰ、预留加压装置口3进入至玻璃罩13内,陶泥颗粒装载完成后,搅拌过程中可从三通管ⅰ第三口输入其他辅助材料,实现一次装载材料。材料装载完成,启动电机使搅拌棒1开始搅拌,在搅拌过程中可同时启动加热装置对玻璃罩13内的陶泥材料进行加热,同时启动真空机,防止陶泥材料产生气泡。搅拌完成后停止电机转动,启动进气装置,玻璃罩13内的气压增大,迫使搅拌好的陶泥经过导料块16从漏料口落入至落料管挤出,完成陶泥搅拌加热加工工作。
43.本实施例可实现100℃以下的低成本工业陶瓷原材料加热填料,3d打印成型填料装料装置的新型工艺发明。并于陶瓷的搅拌及加热控制,可实现烧结前素胚强度高于10mpa,有机物<1%,理论密度达到最高范围。可实现陶瓷和金属类中小零部件的低成本批量化增材制造填料方式。本实施例还重新设计了一种新型的装料填料方式。采用的材料是现有的材料,二是改进了进料方式,减少了辅助带装置。实现了快速加热并搅拌均匀材料,然后提高装载效率。三可以实现真空及装载材料方式,优化了结构,成本下降。
44.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。