1.本实用新型涉及检具领域,尤其是一种用于检测家具板件上孔的孔尺寸检具。
背景技术:
2.目前,家具行业中的所有板件在加工孔以后,普遍使用游标卡尺对加工孔进行尺寸检测,以判断加工孔的孔径、孔深及孔边距等参数是否满足设计要求。
3.游标卡尺的使用需要反复校正测量零点,在测量不同的孔边距(相当于孔在板材上的定位尺寸)等孔参数时需要频繁滑动、读数并记录。在进行板材上多种尺寸规格孔或者相同尺寸规格的多个孔参数测量时,这种测量方式操作繁琐,测量效率较低,且不同测量者测量的参数一致性较差。
技术实现要素:
4.针对现有技术存在的问题,本实用新型的目的在于提供一种孔尺寸检具,可以快速、准确地测量孔边距是否在公差范围内。
5.为实现上述目的,本实用新型的技术方案如下:
6.一种孔尺寸检具,包括:立方体状的检测块,对应安装到所述检测块相对面的若干组检测杆;所述检测杆的轴线垂直所述检测块的平面安装;每组所述检测杆包括两个所述检测杆,第一检测杆的直径等于第一孔径最小值,第二检测杆的直径等于第一孔径最大值;所述第一检测杆的外周面上设置第一刻线和第二刻线,所述第一检测杆的端面到所述第一刻线的距离等于第一孔深最小值,所述第一检测杆的端面到所述第二刻线的距离等于第一孔深最大值。
7.进一步,所述第一检测杆轴线到与其平行的所述检测块第一面的距离等于第一孔边距最小值,所述第二检测杆轴线到与其平行的所述检测块第一面的距离为第一孔边距最大值。
8.进一步,所述第一检测杆的轴线和所述第二检测杆的轴线均与检测块第二面平行,所述检测块第二面与所述检测块第一面垂直,所述第一检测杆的轴线和所述第二检测杆的轴线在所述检测块第二面上分别设置第一投影刻线和第二投影刻线。
9.进一步,所述第一检测杆轴线到与所述检测块第二面的距离等于第二孔边距最小值,所述第二检测杆轴线到所述检测块第二面的距离为第二孔边距最大值。
10.进一步,所述第一检测杆的轴线和所述第二检测杆的轴线在所述检测块第一面上分别设置第三投影刻线和第四投影刻线。
11.进一步,所述检测杆和所述检测块通过螺纹连接。
12.进一步,所述检测杆和所述检测块为一体结构。
13.本实用新型的孔尺寸检具,每组检测杆用于检测一个孔的孔径和孔深,若第一检测杆能够插入到待测孔中,第二检测杆不能够插入待测孔中,则说明待测孔的孔径满足技术要求;当第一检测杆插入待测孔中,待测孔的端面高度位于第一刻线和第二刻线之间时,
则说明待测孔的孔深满足技术要求。采用该孔尺寸检具检测孔的尺寸,能够方便快速地得到检验结果,提高检验效率和准确性。
附图说明
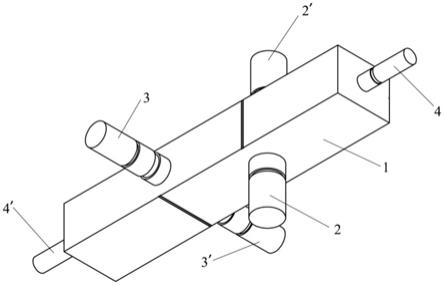
14.图1为本实用新型实施例提供的孔尺寸检具结构示意图;
15.图2为本实用新型实施例提供的孔尺寸检具主视示意图;
16.图3为本实用新型实施例提供的孔尺寸检具俯视示意图;
17.图4为本实用新型实施例提供的孔尺寸检具后视示意图;
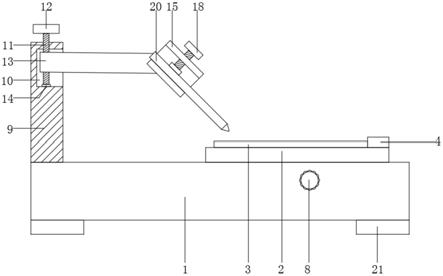
18.图5为采用本实施例的孔尺寸检具测量孔深的示意图;
19.图6为采用本实施例的孔尺寸检具测量孔边距的第一示意图;
20.图7为采用本实施例的孔尺寸检具测量孔边距的第二示意图;
21.图中:
22.1—检测块;2、3、4—第一检测杆;2
′
、3
′
、4
′
—第二检测杆;5—待测孔。
具体实施方式
23.为了使本领域的技术人员更好地理解本实用新型的方案,下面结合本实用新型实施例中的附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施方式都应当属于本实用新型保护的范围。
24.在本实施方式的描述中,术语“上”、“下”、“左”、“右”等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于区别类似的对象,而不能理解为特定的顺序或先后次序,应该理解这样的使用在适当情况下可以互换。
25.如图1
‑
7所示的实施例,提供了本实用新型一种孔尺寸检具,包括:立方体状的检测块1,对应安装到检测块1相对面的若干组检测杆;检测杆的轴线垂直检测块的平面安装;每组检测杆包括两个检测杆,第一检测杆的直径等于第一孔径最小值,第二检测杆的直径等于第一孔径最大值;第一检测杆的外周面上设置第一刻线和第二刻线,第一检测杆的端面到第一刻线的距离等于第一孔深最小值,第一检测杆的端面到第二刻线的距离等于第一孔深最大值。
26.参见图2
‑
4,本实施例的孔尺寸检具包括3组检测杆,即第一检测杆2和第二检测杆2
′
,第一检测杆3和第二检测杆3
′
,第一检测杆4和第二检测杆4
′
,第一检测杆2、3和4的直径等于相应的第一孔径最小值d2、d3和d4,第二检测杆2
′
、3
′
和4
′
的直径等于相应第一孔径最大值d2
′
、d3
′
和d4
′
。
27.本示例的孔尺寸检具,每组检测杆用于检测一个孔的孔径和孔深。检测时每组检测杆分别插入相应的待测孔,若第一检测杆能够插入,而第二检测杆不能插入,说明待测孔的直径在公差范围之内,则判定待测孔的直径合格,否则为不合格。
28.本实施例的每组检测杆的第一检测杆上可以设置一组或多组的第一刻线和第二
刻线。参见图1
‑
4,在本实施例中,第一检测杆2和第一检测杆4上均设置一组第一刻线和第二刻线,其可用于对一种待测孔孔深的检测;而第一检测杆3上设置两组第一刻线和第二刻线,其可用于对两种不同孔深的待测孔深度进行检测,测量时将第一检测杆径直插入相应待测孔内且第一检测杆的端部与孔底面完全重合,若待测孔的端面在第一刻线和第二刻线之间,说明待测孔的深度满足公差范围,则判定待测孔的深度合格,否则为不合格。
29.采用本实施例的孔尺寸检具检测孔的尺寸,能够方便快速地得到检验结果,提高检验效率和准确性。
30.需要说明的是,第一刻线和第二刻线优选的设置方式可以是,沿第一检测杆的圆周面开设凹槽,曹操的两端面即可自然形成第一刻线和第二刻线。
31.在本实施例中,第一检测杆轴线到与其平行的检测块1第一面的距离等于第一孔边距最小值,第二检测杆轴线到与其平行的检测块1第一面的距离为第一孔边距最大值。具体地,本示例中第一检测杆2、第二检测杆2
′
、第一检测杆3、第二检测杆3
′
、第一检测杆4和第二检测杆4
′
,其轴线到相应检测块第一面的第一孔边距的最小值和最大值分别为l2和l2
′
,l3和l3
′
,l4和l4
′
。
32.本实施例的孔尺寸检具,将每组两个检测杆的轴线分别与相应测量孔的轴线重合放置,通过观察该孔的相应侧孔边距是否在孔边距最小值和孔边距最大值之间,来判断该孔的孔边距是否满足技术要求。例如,参见图6
‑
7,采用本实施例中的第一检测杆2和第二检测杆2
′
对待测孔5的一侧孔间距进行检测时,图6中将第一检测杆2的轴线与待测孔5的轴线重合,可见待测孔5的孔间距l>l2;图7中将第二检测杆2
′
的轴线与待测孔5的轴线重合,可见待测孔5的孔间距l<l2
′
,可见,待测孔5的孔边距满足公差要求。
33.在本实施例中,第一检测杆2、3、4的轴线和第二检测杆2
′
、3
′
、4
′
的轴线均与检测块第二面平行,检测块第二面与检测块第一面垂直,第一检测杆的轴线和第二检测杆的轴线在检测块第二面上分别设置第一投影刻线和第二投影刻线。
34.第一投影刻线和第二投影刻线设置,便于检测待测孔到检测块第一面的孔边距。
35.在本实施例中,第一检测杆2、3、4的轴线到与检测块第二面的距离等于第二孔边距最小值,第二检测杆杆2
′
、3
′
、4
′
的轴线到检测块第二面的距离为第二孔边距最大值。
36.通过设置第二孔边距的最小值和最大值能够检测待测孔距离检测块第二面的孔边距是否满足技术要求。
37.在本实施例中,第一检测杆2、3、4的轴线和第二检测杆2
′
、3
′
、4
′
的轴线在检测块第一面上分别设置第三投影刻线和第四投影刻线。
38.第三投影刻线和第四投影刻线设置,便于检测待测孔到检测块第二面的孔边距。
39.在本实施例中,检测杆和检测块1通过螺纹连接。具体地,可以在检测块1设置多组螺纹安装孔,螺纹安装孔根据每组检测杆的需要安装的位置设置,螺纹安装孔内设置内螺纹,在检测杆的一端设置外螺纹,通过内、外螺纹的配合即能够完成多组检测杆的安装。
40.在本实用新型的其他实施方式中,检测杆和检测块也可以是一体结构。例如,检测杆和检测块经过一体成型后,再经过切削加工得到。
41.下面提供了采用本实施例中的孔尺寸检具检验某一板材上各种孔的示例:
42.该板材上存在φ5、φ8、φ10三种孔,具体的尺寸及公差技术要求如下表:(单位:mm)
43.孔编号孔径要求孔深要求孔边距要求15
±
0.112.5
±
0.58.5
±
0.328
±
0.112.5
±
0.5,20
±
137
±
0.3310
±
0.112.5
±
0.537
±
0.3
44.1.孔径尺寸检测:
45.如上表中,1号孔位的加工孔径要求为5
±
0.1mm,该组检测杆中第一检测杆4和第二检测杆4
′
的直径分别为4.9mm和5.1mm,下表列出所有检验情况:
[0046][0047]
2.孔深尺寸检测:
[0048]
2号孔的孔深要求为12.5
±
0.5mm和20
±
1mm,则将直径d为7.9mm的第一检测杆3设计为25mm长,在其圆周面上分别设置12mm、13mm的刻线和19mm、20mm的刻线,参见如5,为孔深为12.5
±
0.5mm的检测情况示意图,待测孔的端面在12mm的刻线和13mm的刻线之间,因此,该孔深满足要求;
[0049]
3.孔边距检测:
[0050]
3号孔的孔边距要求为37
±
0.3mm,参见图6
‑
7,则将直径d为9.9mm的第一检测杆2的轴线在检测块第二面上做1条第一投影刻线,保证其到检测块第一面的距离为36.7mm,将直径d为10.1mm的的第一检测杆2的轴线在检测块第二面上做1条第二投影刻线,保证其到检测块第一面的距离为37.3mm,从图6
‑
7中可以看出,该待测孔到检测块第一面的孔边距36.7mm<l<37.3mm,满足要求。
[0051]
最后,可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域普通技术人员而言,在不脱离本实用新型的原理和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。